
BLSHSTL1W/230W Series Limestone-Gypsum FGD System
1. Product Overview
The Ultimate Solution for Large-Capacity Flue Gas Treatment
Yang BLSHSTL1W/230W Series Limestone-Gypsum Flue Gas Desulfurization (FGD) System is universally recognized as the most mature, reliable, and widely deployed technology for heavy industrial emission control. By utilizing a highly reactive limestone (CaCO3) slurry, it washes and neutralizes massive volumes of flue gas, efficiently capturing sulfur dioxide (SO2) and converting it into stable, marketable calcium sulfate dihydrate (gypsum).
Engineered to seamlessly handle ultra-high sulfur loads (up to 5,000 mg/Nm³) and massive airflow capacities (up to 2,300,000 m³/h), this series is the definitive upgrade for utility power plants and heavy metallurgical facilities.
As a high-performance, cost-optimized alternative to premium global benchmarks like the General Electric (GE) or Mitsubishi Heavy Industries (MHI) wet scrubber systems, our BLSHSTL series delivers identical or superior desulfurization efficiencies while dramatically optimizing both CapEx and lifecycle OpEx.

2. Technical Specifications
Main Engineering Parameters
Designed for extreme scalability, our FGD systems can be custom-engineered to match the precise thermodynamic and aerodynamic profiles of your existing facility infrastructure.
| Item Parameter | Specification Range | Unit |
|---|---|---|
| Processing Gas Volume | 10,000 - 2,300,000 | m³/h |
| Suhu Gas yang Dibenarkan | ≤ 180 | °C |
| Allowable Inlet Sulfur Concentration | 1 - 5,000 | mg/Nm³ |
| Shell Design Pressure | -6,000 ~ +6,000 | Pa |
| Rintangan Operasi | 800 ~ 1,300 | Pa |
| Guaranteed Outlet Emission | < 35 | mg/Nm³ |
3. Reaction Mechanism
How It Works: The Chemical Principle
Flue gas enters the absorber from the bottom and makes counter-current contact with the downward-sprayed limestone slurry. The gas is cleaned, demisted, and discharged, while the sulfur compounds are permanently locked into solid crystal structures.
Gas-Liquid Absorption
SO2 and SO3 in the flue gas are absorbed by water in the slurry droplets, initiating the acidification of the liquid phase.
Limestone Dissolution & Neutralization
The calcium carbonate dissolves into active ions, which undergo complex ionic reactions with the acidic sulfite to form calcium sulfite.
Ca2+ + OH- + HSO3- + 2H+ → Ca2+ + HSO3- + 2H2O
Forced Oxidation & Crystallization
Oxygen injected into the slurry tank forcefully oxidizes the unstable calcium sulfite into calcium sulfate, which crystallizes into recyclable gypsum.
Ca2+ + SO42- + 2H2O → CaSO4·2H2O↓
4. Key Benefits
Why Heavy Industries Choose Our System
Unrivaled Efficiency
Consistently achieves SO2 removal efficiencies of ≥ 98%, easily surpassing the most stringent global ultra-low emission mandates.
Massive Capacity
Capable of processing up to 2,300,000 m³/h of flue gas, making it the premier choice for mega-scale utility boilers and power plants.
Byproduct Recovery
The system features integrated hydrocyclones and vacuum dewatering to produce high-purity, recyclable commercial gypsum.
Abundant Absorbent
Utilizes limestone, which is universally abundant and inexpensive, drastically driving down the long-term operational costs of the facility.
High Adaptability
Remarkably stable operation even when burning high-sulfur coal, effortlessly managing inlet concentrations up to 5,000 mg/Nm³.
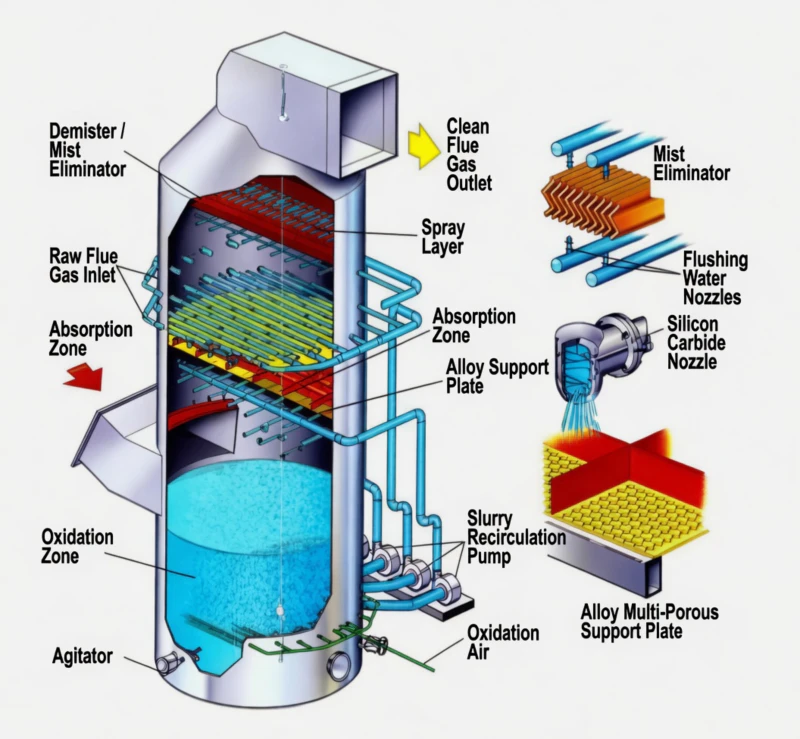
5. System Anatomy
Advanced Absorber Architecture
The absorber tower is precisely engineered using fluid dynamics to maximize mass transfer area while minimizing aerodynamic resistance. Internally, the tower is divided into specific functional zones.
- 1. Heavy-Duty Agitator
- 2. Oxidation Zone
- 3. Flue Gas Inlet
- 4. Alloy Tray
- 5. Primary Absorption Zone
- 6. Multi-level Spray Layer
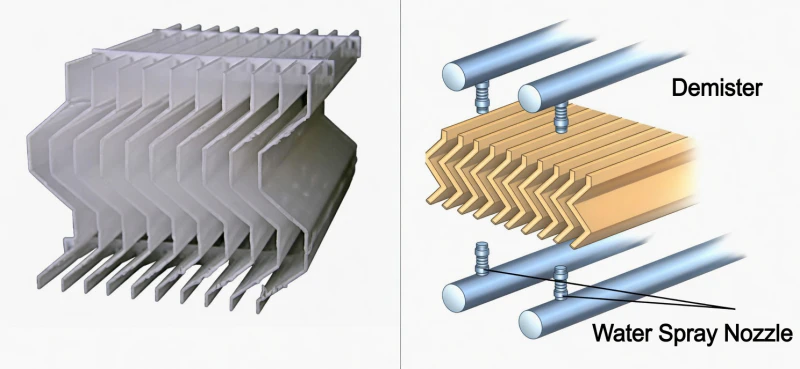
- 7. High-Velocity Demister
- 8. Demister Flushing System
- 9. Clean Flue Gas Outlet
- 10. Circulating Slurry Pump
Heavy-Duty Subsystems



Pre-Treatment Compatibility
For specific industrial exhausts carrying heavy particulates, our FGD towers perfectly integrate with upstream dry filter modules and electrostatic precipitators to ensure coordinated multi-pollutant control.
6. Application Scenarios
Global Industry Applications
Thermal Power Plants
The definitive standard for mega-watt utility boilers. Capable of handling the massive exhaust volumes produced during coal combustion while maintaining uninterrupted, 24/7 baseload operations.
Steel & Metallurgy
Highly effective at treating the complex, high-sulfur emissions generated by sintering plants, pelletizing processes, and massive industrial blast furnaces.
Cement Manufacturing
Addresses the significant sulfur dioxide output from rotary kilns. The resulting high-purity gypsum byproduct can often be seamlessly re-integrated directly into the cement production cycle.
7. Value & ROI
Why Choose The BLSHSTL Series?
Notice for Engineering Selection: The mention of premium global brands (such as Alstom, GE, or MHI) is strictly for technical benchmarking purposes to assist facility engineers in sizing and evaluating alternatives. We do not sell counterfeit products nor claim any legal affiliation. The BLSHSTL Series is an independently innovated, highly competitive industrial alternative.
| Metrik Penilaian | Our BLSHSTL Series | Premium Western Brands | Standard Wet Scrubbers |
|---|---|---|---|
| Desulfurization Efficiency | ≥ 98% (Ultra-Low Emission) | ≥ 98% | ~ 90% |
| Initial Capital Expenditure | Highly Optimized (Fast ROI) | Premium yang Sangat Tinggi | Rendah |
| Gypsum Byproduct Quality | Commercial Grade | Commercial Grade | Often Waste/Sludge |
| Scaling & Clogging Resistance | Excellent (Advanced Dynamics) | Cemerlang | Poor (High Maintenance) |
8. Quality Assurance
Global Certifications & EPC Capabilities
FGD systems represent massive infrastructure investments. We mitigate your risk by operating under the strictest international quality and manufacturing protocols, providing end-to-end engineering support.
ISO & CE Compliance
ISO 9001:2015 certified manufacturing facilities. All pressure vessels and heavy rotating equipment conform to stringent CE safety directives.
Full-Cycle EPC Services
Comprehensive turnkey capabilities: Process modeling, structural fabrication, global logistics, on-site erection guidance, and intelligent commissioning.
Ready to Upgrade Your Facility?
Provide our engineering team with your flue gas volume, operating temperature, and sulfur concentration to receive a tailored CFD analysis and technical proposal.
9. Knowledge Base
Soalan Lazim
1. Why is the Limestone-Gypsum method so dominant in power plants?
It is primarily due to economics and scale. Limestone is highly abundant and cheap. The system can handle exceptionally large volumes of flue gas and produces a stable byproduct (gypsum) that can be sold, offsetting operational costs.
2. How does the system prevent scaling and clogging inside the absorber?
Scaling is mitigated through precise pH control, the use of high-velocity anti-scaling spray nozzles, and maintaining a high suspension density of gypsum seed crystals in the slurry tank via powerful side-entry agitators. This forces crystallization to occur on the seeds rather than on the tower walls.
3. Can this system handle fluctuations in boiler load?
Yes. The system utilizes variable frequency drives (VFD) on the circulation pumps and a highly automated PLC system. It dynamically adjusts the slurry flow rate and limestone feed in real-time according to the inlet gas volume and sulfur concentration.
4. What happens to the commercial gypsum?
After passing through the hydrocyclone and vacuum belt filter, the moisture content of the gypsum drops below 10%. It is then commonly sold to the construction industry for manufacturing plasterboard or as an additive in Portland cement.
5. What is the expected pressure drop across the absorber?
Our thermodynamically optimized empty tower design ensures a very low aerodynamic resistance, typically maintaining an operating resistance between 800 Pa and 1,300 Pa, thereby saving significant induced draft fan energy.
6. Does the system consume a lot of water?
Because the hot flue gas evaporates water from the slurry to cool down to the adiabatic saturation temperature (around 50-60°C), makeup water is required. However, the system runs on a highly efficient closed-loop, minimizing overall consumption.
7. How is the wastewater treated?
A small slipstream of wastewater is purged to control chloride and heavy metal buildup. This FGD wastewater is routed to a dedicated treatment plant utilizing chemical precipitation and clarification to meet environmental discharge standards.
8. What materials are used to prevent corrosion?
The absorber tower is typically constructed of carbon steel internally lined with high-grade glass flake epoxy or rubber. Critical areas, such as the flue gas inlet and spray headers, frequently utilize high-nickel alloys (like Hastelloy) or FRP for maximum corrosion resistance.
9. How long does it take to implement this system?
Due to the massive scale of these projects, custom engineering and manufacturing generally take 3 to 5 months. On-site civil works, structural erection, and commissioning typically require an additional 2 to 4 months.
10. How do I determine if my facility needs this system versus a dry method?
If your facility processes extremely large volumes of gas (e.g., >500,000 m³/h), burns high-sulfur fuel, and has the infrastructure to handle liquid slurry and gypsum disposal, the wet Limestone-Gypsum method is overwhelmingly the most economical long-term choice.
Secure Your Environmental Compliance
Partner with us to engineer a high-efficiency, durable desulfurization system. Eliminate emissions and protect your operational future.
























