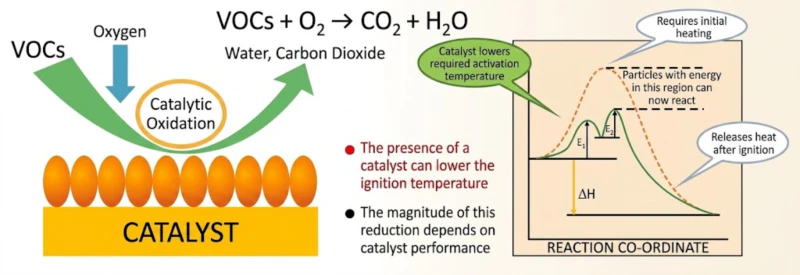
催化氧化简介
利用低温催化技术,可实现超过 99% VOC(挥发性有机化合物)的去除效率,同时降低能耗,为您的运营提供安全合规的排放控制解决方案。
联系我们核心价值观
🌡️低温运行
通过使用贵金属或非贵金属催化剂,VOC 的着火温度显著降低(250°C - 350°C),从而最大限度地减少预热所需的热量。
💰 低运营成本
与直燃式热氧化器(TO)相比,它可大幅节省燃料和电力。在高浓度废气条件下,它甚至可以通过自加热维持运行,无需额外燃料。
🌱 无二次污染
低温无焰燃烧从根本上抑制了热力氮氧化物(NOx)的产生,实现了真正绿色合规的排放。

宏:系统工作流
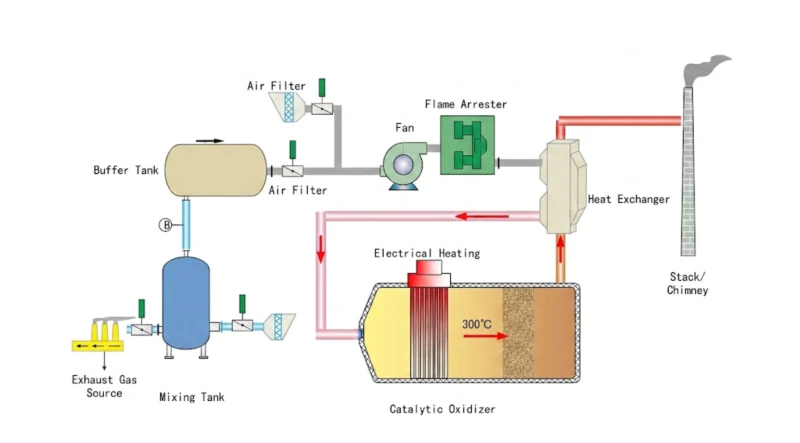
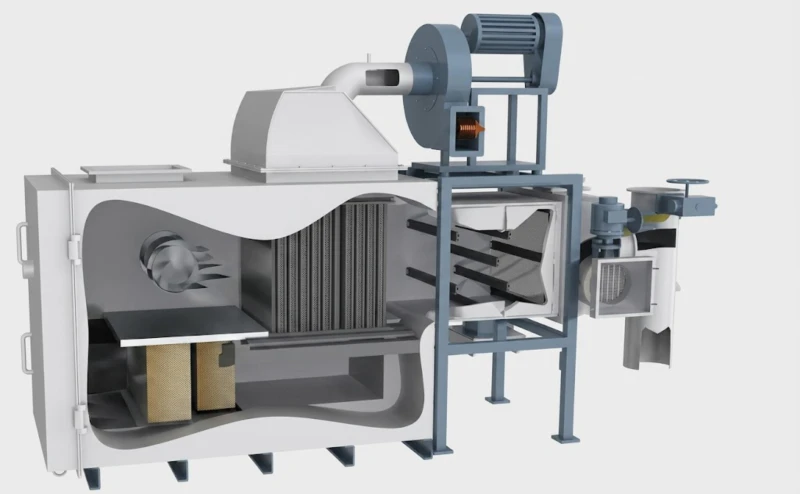
这是一个完全一体化的工艺流程,旨在以最高效率捕获、加热、处理和回收能源。
收集和预热
废气被吸入并流经热交换器,利用净化气体的余热进行预热。
加热阶段
气体通过燃烧器或电加热器,达到催化剂的起燃温度(250°C - 350°C)。
催化反应
催化剂床层中的无焰燃烧将挥发性有机化合物分解成无害的一氧化碳。2 和 H2O 同时释放热量。
热回收
高温净化气体在安全排放前,会将热量传递回进入的低温废气中。
微观:催化机制
利用先进催化剂技术,在低温下通过分子级氧化工艺破坏VOCs。
反应物的吸附
挥发性有机化合物(VOC)分子和氧气(O₂)2)进入反应区。催化剂表面独特的孔结构和活性位点对这些分子进行物理和化学吸附。
活化与键弱化
催化剂通过其活性成分(例如铂或钯等贵金属)与吸附分子相互作用。这种相互作用会严重削弱并破坏原有的化学键,使分子处于高度活性的“活化”状态。
表面氧化反应
活性氧与活化的VOC分子充分接触。碳氢化合物被裂解并重组,与氧气发生快速、彻底的氧化还原反应。
产物解吸
新生成的无害物质,特别是二氧化碳(CO₂)。2)和水蒸气(H2O)从催化剂表面解吸回气流中。催化剂本身不参与最终产物的生成,保持不变。
放热
这种催化氧化反应是强放热反应。释放的热能维持反应床的工作温度,并被回收用于预热进入的气体,从而确保高度可持续和节能的运行。
主要特点和优势
了解为什么我们的催化氧化系统是更智能、更安全、更高效的选择。
低运营成本
与传统TO系统相比,采用更低的温度,大幅降低燃料和电力消耗。
高纯度
在适当的空速和温度下,可实现并保持稳定的 VOC 去除效率,高于 99%。
卓越的安全性
采用无焰低温燃烧,最大限度地降低火灾或爆炸风险,营造更安全的工作场所。
优异的催化剂
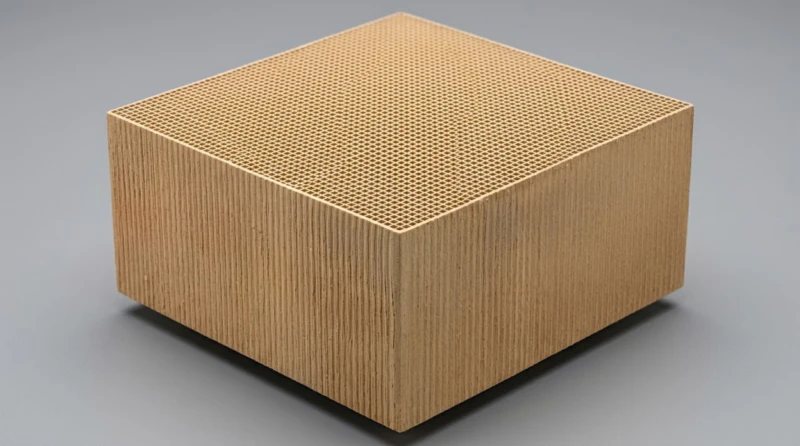
高性能 Pt/Pd 贵金属或蜂窝催化剂具有抗中毒能力,可确保较长的使用寿命和较低的压降。
行业应用
非常适合处理各种工业过程中中高浓度的VOC,尤其适用于以降低能耗为首要任务的情况。
工业涂料
汽车、家具和金属喷涂生产线中挥发性有机化合物的减排。
印刷与油墨
处理柔版印刷、凹版印刷和出版物印刷过程中产生的溶剂排放。
化学加工
树脂生产和合成工厂中有机化合物的破坏。
半导体
有效去除芯片制造和电子产品制造过程中的工艺溶剂。
制药
符合原料药合成和药物制剂设施的VOC和气味控制要求。
选择指南:CO 与 RTO 对比
作为环境保护领域领先的整体解决方案专家,我们将根据您的实际操作条件,协助您选择最合适的 VOC 处理方案。
| 比较维度 | 催化氧化(CO) | 再生式热氧化(RTO) |
|---|---|---|
| 工作温度 | 250°C - 350°C | 800°C - 850°C |
| 排气量 | 中小型空气量 | 中等至大风量 |
| 催化剂需求 | 必需,且成分有限制 (防中毒注意事项) |
无需 更广泛的适应能力 |
| 设备占地面积 | 相对较小、紧凑的结构 | 相对较大 |
| 初始投资 | 中等的 (主要指催化剂成本) |
更高 |
💡专家推荐
如果你的废气浓度较高、空气量较小,且不含硫或磷等催化剂毒物, 催化氧化(CO) 是更经济、更节能的选择;
如果您需要处理非常大的空气量、复杂的部件或含有杂质的废气, 再生式热氧化(RTO) 将提供更稳定的长期运行可靠性。
催化氧化(CO)成功案例
实际工业装置证明了其合规性、节能性和运行可靠性。
高效CO系统可去除酯类/芳烃
流量:32,000 m³/h,浓度波动范围为 800~1,800 mg/m³。
以往的活性炭系统经常堵塞,危险废物处理成本高,且未能满足要求。 GB 37822-2019 限制。
• 设计破坏效率≥97%
• 集成式热交换器,预热温度约为 280°C
• LEL监测和防爆安全联锁装置
NMHC出口浓度 8.7 毫克/立方米 (限量 50 mg/m³);未检出甲苯。
节能: 72% 天然气减排与直燃式氧化器对比;年度节能效果 ~$52,000催化剂寿命5年,无有害废物产生。

耐毒CO系统突破硫/胺处理屏障
流量 18,500 立方米/小时,温度 65°C,浓度 1.2~2.5 克/立方米。
现有的生物滴滤池效率低下;异味投诉和排放超标导致其面临停产风险。
• 硫/胺化合物的抗中毒涂层
• 两级热回收(热效率≥70%)
• 全自动PLC控制
未检测到苯系化合物;NMHC出口 12.3 毫克/立方米气味浓度 <300 (99.2% removal).
能源效益: 与 RTO 相比,运行成本降低了 56%(由于浓度低)。废热回收每年可节省约 $26,000 美元的蒸汽成本。
✔ 所有催化氧化器 (CO) 项目均根据需求量身定制,以最大限度地延长催化剂寿命并最大限度地降低能耗,并全力支持环境合规性。
* 数据来自实际现场项目(已匿名化处理)。结果会因具体条件而异。请联系我们的工程团队进行定制评估。
🛡️ 安全设计 一氧化碳系统
-
1阻火器 安装在 CO 入口管道上,以防止系统回火。
-
2实时 LEL 监测 在 CO 入口处。如果 LEL 超过 25%,则紧急联锁装置触发,主管道阀关闭。
-
3椎间盘破裂 安装在氧化室上,用于在异常过压的情况下释放压力。
-
4高温超压联锁系统当温度或压力超过设定限值时,排气会自动切换到紧急排气。
-
5人孔和警告标志 设备机身上均设有安全标识。高温部件和旋转部件均贴有清晰的安全标签,以确保操作人员的安全。
-
6新风入口 位于废气入口处。用于在启动、故障和停机期间进行系统吹扫,以防止意外危险。





















