集成式WAM气体处理与RTO协同系统
高效解决高浓度、大体积、成分复杂的废气(WAM)氧化难题,彻底消除安全隐患和再生介质堵塞。
为什么传统RTO无法安全处理WAM流
标准蓄热式热氧化器专为可预测的气态挥发性有机化合物 (VOC) 参数而设计。当处理挥发性强、浓度高的废气或高度复杂的工业废气流时,传统配置会立即出现热力和结构方面的缺陷。
高爆炸风险和爆炸下限峰值
WAM 气体流经常出现剧烈且不可预测的浓度峰值。标准的 RTO 安全控制措施无法缓解这种突发波动,导致局部混合比超过临界值 25% LEL(爆炸下限),从而引发紧急爆燃或系统停机。
冷凝水堵塞和高压
WAM气流中存在的未经处理的高沸点有机化合物和粘性单体在低温区内容易液化。它们直接冷凝在蜂窝陶瓷表面,导致压降急剧上升,并增加连续引风机的负荷成本。
高温玻璃及污垢
当有机颗粒进入温度超过 820°C 的核心燃烧室时,目标无机粉尘复合物和汽化的碱性化合物会熔化并粘附在再生介质上。这种不可逆的热结垢会降低热回收效率,并导致介质过早更换。

多阶段调节和热破坏过程
为了克服独立设备的结构限制,我们采用了一种经过精心设计的“预处理±热氧化±安全管理”架构。该工艺可在热破坏之前安全地分离易爆或粘性挥发性成分。
第一阶段 动态调节回路
进入的WAM挥发性气体需经过多传感器分析。高速LEL调节阵列可在极短时间内引入计算出的稀释空气回路,从而安全地将挥发性气体浓度降低到严格的25% LEL爆炸参数以下。
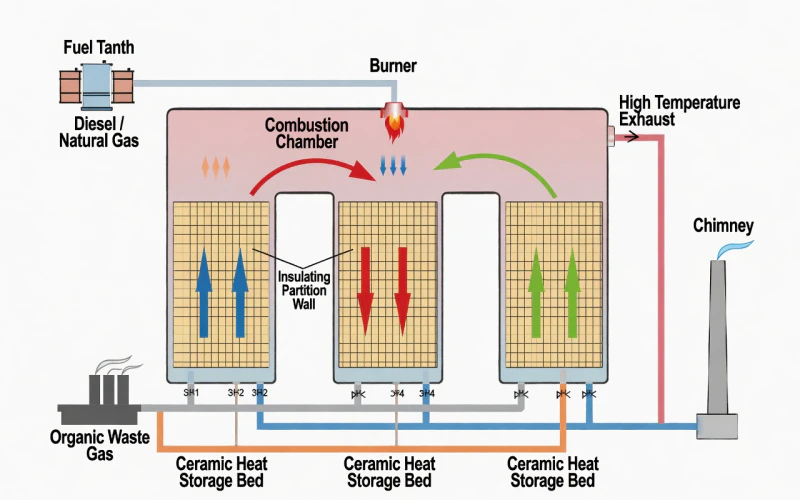
第二阶段 三床芯氧化屏障
稳定的气体进入专用的三床蓄热式热氧化器。交替循环的气流序列将气体导入优质整体式蜂窝块,进入温度≥820°C的中央保留区,以经认证的99.9%破坏率分解有机基质。
第三阶段 能量捕获与脱酸
清洁的高温废气经过高效的一次热能回收,热能回收率(TER)达到≥95%。然后,废气进入快速淬冷化学洗涤回路,在排放到大气之前安全地去除有害的酸性副产物。
核心工程系统优势
针对恶劣运行环境,设计工程配置以最大限度地延长运行时间。
防爆冗余
配备三级程序化过程联锁装置。如果流体特性超出安全限值,自动快速排气紧急旁路系统可确保RTO核心保护的安全运行。
零堵塞矩阵
前端分级过滤回路在热回收区之前隔离粘性聚合物和可冷凝元素,保护内部基质床免受固体化合物的积聚。
自热自持
一旦基准运行温度点达到最低能量值,辅助燃料需求将降至绝对零。多余的热能可以重新导向生产流程。

经过验证的WAM工程验证
挑战: 一家全球性化学品制造商在使用大量、不稳定的批次加工溶剂时,遭遇了长期的 RTO 过热停机和严重的内部蜂窝堵塞。
解决方案: 将中央多传感器 LEL 稳定回路直接集成到工程化的 3 床再生热配置中。
准备好确保您的高浓度 WAM 流工艺矩阵安全了吗?运行根据您的工程范围限制量身定制的动态流体模拟。
请求定制 WAM 流模拟
战略性行业应用场景
我们为高浓度、复杂的工业WAM废气提供定制化的热氧化基质,涵盖以下核心制造领域:

石油化工及精细化工
该系统专门处理来自蒸馏塔和反应器真空泵排气的高浓度、高成分混合溶剂废气。它采用精确的前端LEL(爆炸下限)调节技术,彻底消除因挥发性气流变化引起的闪爆风险,同时确保高效的热回收。

新材料与树脂合成
成功解决了尾气净化中高沸点聚合物、PVC糊状树脂和粘稠化合物等问题的难题。采用多级冷凝拦截技术和防污再生陶瓷基体设计,从根本上消除了有机物积累和床层堵塞问题。

医药和农药研讨会
针对波动剧烈的间歇性闪蒸排放、强烈的恶臭气流以及富含硫、氮和卤素原子的特殊工艺尾气。配合高效的后置快速淬灭脱酸洗涤回路,确保完全符合排放标准,且不会造成二次污染。
荣誉与全球企业合作伙伴
经严格的国际工程标准验证,并受到全球领先工业企业的信赖,以确保绝对符合环境标准。

全球战略伙伴关系
与顶尖的化工、制造和能源集团紧密合作,率先开展智能、安全的挥发性空气管理作业。

认证工程师资格
完全认证的系统制造架构,支持超低排放、强大的保温性能以及在重工业领域的安全运行。





















