在荷兰化学工业的核心地带——从炼油厂开始 鹿特丹港 到 切梅洛特 位于赫伦的工业园区——排放控制面临着一项高风险的挑战:如何管理来自压力安全阀 (PSV/SRV) 和蒸馏塔紧急排气口的“非稳态”废气。
与喷漆车间中稳定的气流不同,这些废气流的特点是: 瞬间高浓度爆发 和 剧烈的流量波动荷兰人 环境活动 (活动法令)加强了对非稳定排放的监测,蓄热式热氧化器(RTO)已成为化工企业平衡运营安全与环境合规性的最终解决方案。
什么是安全泄压阀的RTO?
1. 什么是RTO?
RTO 代表再生式热氧化器。 它利用高温氧化(通常为 815°C – 980°C)将挥发性有机化合物 (VOC) 转化为 $CO_2$ 和 $H_2O$。其核心优势在于陶瓷介质热再生,实现了 95%-97% 的热回收效率。
2. 它适用于哪种反应堆排放?
它专为石油化工、精细化工和制药行业设计,用于处理高浓度、复杂的有机气体。 反应器过压、工艺异常或蒸馏塔顶紧急排气.
3. 为什么处理泄压阀尾气如此重要?
传统的火炬或洗涤器通常难以应对VOC负荷的突然激增。高性能的RTO系统不仅能确保 销毁清除效率 (DRE) 超过 99% 此外,它还能最大限度地减少辅助燃料消耗,从而显著降低碳足迹。
救济场景下的RTO核心技术参数
处理反应堆尾气的RTO(反应堆尾气处理装置)绝非“标准”装置。为了应对极端的工艺波动,其技术参数必须经过严格的工程设计。
主要技术参数表
| 技术指标 | 参数范围 | 对安全性和性能的影响 | 参考标准 |
|---|---|---|---|
| 工作温度 | 815 – 980°C | 确保高浓度碳氢化合物完全热力学分解 | EPA 452/B-02-001 |
| VOC 销毁 (DRE) | ≥ 99% | 即使在救援高峰期也能保证合规 | 欧盟 IED 2010/75/EU |
| 热回收(TER) | 95% – 97% | 确定低负荷期间的能源自给率 | 工业能源白皮书 |
| 停留时间 | 0.5 – 1.0 秒 | 确保复杂分子在热区内被完全氧化 | 动力学模型 |
| LEL 反应时间 | 小于 1.0 秒 | 检测到高浓度时立即触发保护机制 | SIS标准 |
| 系统电阻(ΔP) | 2500 – 4500 帕 | 影响紧急泄压期间的风扇选择和背压 | 流体动力学计算 |
| 阀门泄漏率 | < 0.1% | 防止未经处理的气体旁路排放到烟囱。 | 零泄漏提升阀 |
关键性能驱动因素:
- VOC去除效率在安全阀突然开启时,RTO必须保持稳定的燃烧特性。高质量的系统需要一个强大的…… 燃烧器调节比 防止温度骤降。
- 热能回收高效的陶瓷介质可在工艺间歇期保持炉温,防止天然气消耗不稳定,稳定运行成本。
场景特征:优势与局限性
情景分析:非稳态排放
反应器和蒸馏塔的废气通常是“间歇性、大容量、极高浓度这就要求减排设备具有极强的抗冲击性。
- 优势:
- 卓越的能源效率在 VOC 峰值事件期间,系统可以进入“自热”状态,通常会产生可回收的过剩热量。
- 可持续性与开放式火炬相比,RTO 可大幅减少碳足迹和 $NO_x$ 排放量,符合荷兰的要求。 气候协调 (气候协议)
- 挑战与局限性:
- 回火/爆炸风险高浓度物质会引发火灾。 解决方案必须包括缓冲罐、稀释风扇和超快速 LEL 检测。
- 腐蚀如果存在卤素(氯、溴),则需要使用特殊的耐酸陶瓷和内衬。
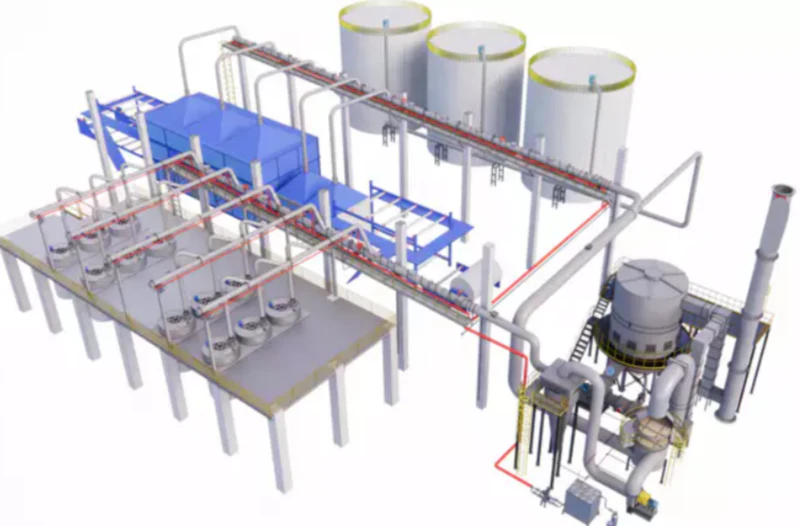
RTO系统组件及生态系统建议
化学级RTO的稳定性取决于高质量的“生态系统”组件:
- 陶瓷换热介质推荐使用蜂窝状莫来石或鞍形陶瓷,以获得高表面积和低压降。
- 快速切换式提升阀毫秒级的响应时间对于应对救援事件的突发高峰至关重要。
- 热气旁通系统:当 VOC 浓度超过自热点时,将多余的热能排放到废热锅炉中至关重要。
- 爆炸下限 (LEL) 监测建议使用双冗余红外或顺磁探测器来实现毫秒级安全触发。
主流RTO品牌对比分析
| 品牌 | 核心力量 | 效率(TER/DRE) | 行业聚焦 | 推荐 |
|---|---|---|---|---|
| 杜尔(Ecopure) | 德国工程技术;为高风险化学应用提供绝对稳定性。 | 97% / 99.9% | 石油化工、大型炼油厂 | 最适合预算充足且安全至上的项目。 |
| 安吉尔 | 数十年来处理腐蚀性卤代废气的经验。 | 95% / 99% | 精细化学品、杀虫剂 | 适用于化学成分复杂和腐蚀性流体。 |
| 永恒之力 | 强整合;撬装式RTO+回收系统的专家。 | 96% / 99.5% | 制药、中型化工厂 | 最适合 成本效益 以及交钥匙工程。 |
| 大气社 | 精确的能量控制和超低的 $NO_x$ 排放。 | 95% / 99% | 一体化汽车与化工 | 最适合需要复杂二次加热的场景。 |
全球及本地市场合规性(荷兰本地SEO)
在荷兰, ILT (人类环境与运输监察局)对每一个紧急救援点的挥发性有机化合物进行监测。
- 荷兰市场:
- 枢纽:鹿特丹、泰尔讷曾和赫伦的化学集群。
- 规定欧盟简易爆炸装置和荷兰 NeR 标准。
- 激励措施RTO投资符合以下条件: EIA(能源投资安全运输) 税收抵免,大幅降低资本支出。
- 全球趋势:
- 美国严格遵守 EPA 方法 25A 进行 SRV 事件记录。
- 中国GB 37822-2019 将 RTO 列为化学过程波动管理的“硬性要求”。
实地经验与案例研究
专家见解:如何应对“突发性”焦虑
在一次化学项目中 北布拉班特省我亲自监督了高浓度反应堆废气的调试工作。
- 挑战阀门打开后,浓度瞬间飙升至 45% LEL。
- 解决方案我们实施了一项 三重稀释逻辑 并增加了一个上游缓冲层。
- 要点总结处理泄压气体不是“燃烧”,而是“平衡”——使用人工智能驱动的自适应算法来预测负荷波动是确保安全、长期运行的唯一途径。
案例研究:一家荷兰精细化工厂
- 背景蒸馏塔泄压气体中含有高浓度的二氯甲烷;传统吸附法失效。
- 解决方案:耐酸3罐RTO+下游热回收锅炉。
- 结果VOC DRE 保持稳定在 99.7%,回收的蒸汽满足了车间 30% 的供热需求。
未来趋势:下一个前沿领域
- RTO + 碳捕获(CCUS)将来自 RTO 废气的纯化 $CO_2$ 重新定向到荷兰温室,将废物流转化为高附加值产品。
- 氢气燃烧器:过渡到零碳辅助燃料,以消除减排过程本身的碳足迹。
- 人工智能预测性维护:利用机器学习分析压力传感器数据来预测阀门泄压事件,使 RTO 能够“预热”并消除处理延迟。
结论对于反应器和蒸馏塔的泄压阀而言,RTO(可逆式泄压阀)是最可靠的技术选择。对于荷兰化工企业来说,这不仅仅是一项监管要求,更是工艺安全管理(PSM)的关键组成部分。
由一位工艺环境专家撰写。有关荷兰语的建议 恢复运营 如需了解遴选或环境影响评价补贴申请事宜,请联系我们进行咨询。





















