概要:领先制造商为何选择 RTO 技术
蓄热式热氧化器(RTO)代表了 工业VOC处理黄金标准该设备兼具卓越的销毁效率(通常为 99%+)和前所未有的能量回收能力(95%+)。对于寻求合规且经济高效的排放控制方案的工厂经理、环境工程师和可持续发展官员而言,这本全面的指南提供了关于 RTO 选择、运行和优化的实用见解。
第一部分:RTO效率背后的工程突破
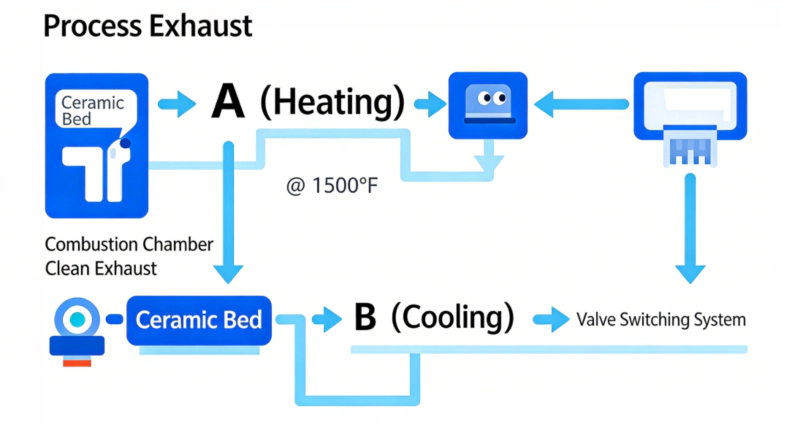
RTO技术的工作原理:热循环原理
与会浪费热量的传统热氧化器不同,RTO系统利用 陶瓷换热介质 在多个腔室中形成连续的热回收循环:该循环过程可在VOC浓度低至1.5-2.0 g/m3的情况下实现自热运行,与传统系统相比,可节省高达 90% 的补充燃料成本。
工业应用的关键绩效指标
| 范围 | 标准RTO | 高效RTO | 行业平均水平 |
|---|---|---|---|
| VOC去除率 | 98-99% | 99.0-99.5% | 95-97% |
| 热回收效率 | 93-95% | 95-97% | 85-90% |
| 压降 | 3.0-4.0 英寸 wg | 2.0-2.5英寸水柱 | 4.0-6.0 英寸 wg |
| 自我维持的专注力 | 1.8-2.2 克/立方米 | 1.5-1.8 克/立方米 | 2.5-3.5 克/立方米 |
第二部分:行业特定RTO应用及案例研究
化学加工:复杂VOC流的处理
挑战: 采用氯代溶剂和可变负荷的药物生产
解决方案: 带预洗涤器和DRE监测的三室RTO
结果:尽管拒绝率高达 4:1,但 99.2% DRE 仍得以维持,并实现了 11 个月的投资回报率。
印刷和涂布:大批量、低浓度
挑战: 卷筒纸胶印过程中甲苯/甲基乙基酮的排放量为0.8-1.2克/立方米
解决方案: 旋转式浓缩器+RTO混合系统
结果:整体节能96%,获得LEED认证积分
食品饮料:气味和乙醇排放管理
挑战: 发酵过程中乙醇排放量为 1.5-3.0 克/立方米,并伴有气味问题
解决方案: 带集成热回收器的双床位RTO
结果:除臭率达 99.5%,天然气消耗量减少 82%
第三部分:七步RTO选择框架
第一步:全面的水流特征描述
- 气相色谱法 特定VOC谱分析
- 持续监测 浓度变异性
- 颗粒物负荷 评估(对媒体选择至关重要)
步骤二:技术配置分析
决策树:1. VOC 浓度 4.0 g/m³ → 评估辅助热回收;4. 高卤素含量 → 需要使用特殊结构材料。
步骤 3:总拥有成本建模
30,000 SCFM 系统 5 年总拥有成本比较:
| 成本构成 | 传统注册培训机构 | 高效RTO | 储蓄 |
|---|---|---|---|
| 资本投资 | $850,000 | $1,050,000 | -$200,000 |
| 年度燃料成本 | $185,000 | $42,000 | +$143,000/年 |
| 年度维护 | $35,000 | $28,000 | +$7,000/年 |
| 五年总计 | $2,050,000 | $1,436,000 | +$614,000 |
步骤 4-7:安装、调试和优化
详细的管道设计、安全系统、启动程序和预测性维护计划规程。
第四部分:高级RTO优化策略
数字孪生实施
能够预测系统对过程变化响应的实时仿真模型,从而实现:
- 预测性阀门维护 安排
- 最佳温度设定点 针对不同条件的调整
- 能源消耗预测 精度为 94%
排放监测与报告自动化
现代区域输电组织与 连续排放监测系统(CEMS) 到:
- 生成自动合规报告(第五章,NESHAP)
- 向企业ESG平台提供实时数据
- 开放远程监管机构访问

第五部分:常见实施挑战及解决方案
挑战 1:陶瓷介质中的颗粒物污染
解决方案: 采用多级过滤,并进行差压监测和自动脉冲喷射清洗循环。
挑战 2:可变工艺条件
解决方案: 利用机器学习的先进控制算法,能够适应不断变化的VOC负荷,同时保持高效的销毁效果。
挑战三:高温材料退化
解决方案: 在卤化物环境中,关键部件应使用 310S 不锈钢或 Inconel 合金,并进行连续腐蚀监测。
第六部分:监管合规与可持续性效益
符合全球标准
- 美国: NESHAP、MACT、第五章合规性
- 欧盟: 根据 IED 规定,BAT 合规性符合 BAT 要求
- 亚洲: 中国的“蓝天计划”要求
碳减排与ESG影响
经过适当优化的RTO系统可以:
- 减少 范围 1 排放 由 90-99%
- 降低 运营碳足迹 每年减少1000-5000吨二氧化碳当量
- 贡献 LEED、BREEAM 或绿色工厂认证
- 产生 碳信用额 在受监管的市场中
第七部分:未来趋势与技术路线图
下一代RTO发展
- 相变材料 用40%替代陶瓷介质,提高能量密度
- 增材制造的热交换器 采用优化的流体动力学
- 自主控制系统 利用人工智能进行实时优化
- 模块化、滑橇式设计 安装时间缩短 60%
专业指导:何时需要RTO专家的帮助
供应商提案中的危险信号
- 缺乏 针对特定地点的性能保证
- 不 试点测试 为独特的流媒体服务
- 不足的 参考植物 在你的行业
- 模糊的 保修和服务条款
尽职调查清单
- 要求 CFD建模 拟议设计
- 核实 第三方性能测试 在类似应用方面
- 审查 预防性维护要求
- 确认 远程监控能力
- 评价 备件供应情况 以及交货时间
结论:RTO作为战略投资
现代蓄热式热氧化器已从污染控制装置发展成为 战略资产 在超过 20 年的使用寿命内,能够实现监管合规、能源回收、可持续发展领导地位和运营弹性。
准备评估 RTO 方案是否适用于您的工厂?
联系我们的工程团队,了解以下信息:
- 场地特定可行性评估
- 试点测试方案设计
- 总拥有成本分析
- 监管合规性审查
数据驱动的决策始于全面的分析。





















