本文深入分析了再生热氧化(RTO)技术在荷兰和欧盟的环境价值和社会效益。基于荷兰环境与基础设施研究所(RIVM)和欧洲环境署(EEA)的数据,一套中型RTO系统(10万立方米/小时)每年运行8000小时,可带来显著的环境效益:每年减少200-500吨挥发性有机化合物(VOC)排放,相当于鹿特丹港区5-10家中小化工厂的年排放量;每年减少4800-12000吨二氧化碳当量排放,相当于1200-3000辆柴油卡车的年排放量;每年回收5.6-14吉瓦时(GWh)的热能,足以满足1000-2500户荷兰家庭的年度供暖需求。
1. 什么是再生式热氧化(RTO)?
蓄热式热氧化器(RTO)是一种高效的有机废气处理系统,专门用于处理低至中等浓度、高排放量的挥发性有机化合物(VOCs)和有害空气污染物(HAPs)。它通过高温氧化(通常为760℃-1200℃)将有机成分转化为二氧化碳和水蒸气,同时利用陶瓷蓄热器回收热能,热效率超过951TP³T,并显著降低了运行能耗。
主要优势:
- 高热回收效率(高达 97%)
- VOCs去除率高(95%-99%)
- 适用于各种行业和复杂的废气成分
- 长期运营可带来显著的经济效益

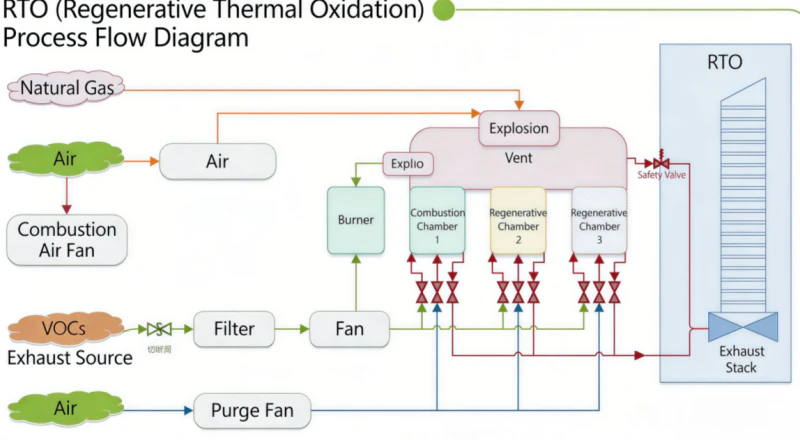
2. RTO技术的工作原理
典型的RTO系统包含三个或更多陶瓷再生器,其工作周期分为五个关键阶段:
第一阶段:进气预热
废气通过进气阀进入第一再生器,流经高温陶瓷再生器(温度通常高于 800°C),并被预热至接近氧化温度。
第二阶段:氧化分解
预热后的废气进入燃烧室。在辅助燃料(天然气)的维持下,温度升高至设定的氧化温度(通常为760-850℃),有机分子发生氧化反应:
CxHy + (x+y/4)O2 → xCO2 + (y/2)H2O + 热量
第三阶段:储热
高温净化气体进入第二个再生器,将热量传递给陶瓷再生器,并将自身温度降低到接近入口温度。
第四阶段:阀门切换
智能控制系统定期切换气流方向(通常为 60-120 秒/次),以确保连续加工效率。
第五阶段:清洗循环
第三个再生器进行吹扫,以防止未经处理的废气直接排放,并确保稳定的去除率。
3. RTO系统的主要类型
<<<<
| 类型</ | 适用条件 | VOCs浓度范围</ | 去除效率</ | 投资成本 |
|---|---|---|---|---|
| 双塔式RTO | 中小风量,连续生产 | 1.5-10克/立方米 | 95-98% | 中等的 |
| 三塔式 RTO | 大风量,连续/间歇 | 0.5-15克/立方米 | 98-99.5% | 高的 |
| 旋转式RTO | 超大风量,有限空间 | 0.5-12克/立方米 | 95-99% | 中高 |
| 沸石转子 + RTO | 超低浓度,大风量 | 0.1-2克/立方米 | 90-98% | 高的 |
4. RTO技术在重点行业的应用实践
4.1 化学和制药行业
- 废气特性:成分复杂,含有卤素、硫化物等。
- 解决方案:增加预处理洗涤器,并使用耐腐蚀陶瓷材料
- 案例资料:某制药公司安装了三塔式RTO后,每年处理2.2亿立方米废气,VOCs去除率为99.2%,年减排量为385吨。
4.2 印刷和涂布行业
- 尾气特点:空气量大,浓度低,含有颗粒物
- 解决方案:配置干式过滤预处理以优化进气分布
- 经济分析:某汽车涂装生产线采用旋转式RTO,热回收效率为96%,每年可节省约180万元天然气成本。
4.3 电子制造业
- 特殊挑战:含硅化合物会导致陶瓷堵塞
- 技术改进:开发专用清洗程序和添加剂系统
4.4 食品加工业
- 废气特性:高湿度,含有油脂颗粒
- 处理方案:多层过滤+湿度调节+RTO组合工艺

5. RTO与其他VOCs处理技术的比较
| 技术参数 | 恢复运营 | 催化氧化(CO) | 活性炭吸附 | 生物治疗 |
|---|---|---|---|---|
| 适用浓度 | 中低(1-15克/立方米) | 中低(1-10克/立方米) | 低(<1克/立方米) | 极低(<0.5克/立方米) |
| 治疗效率 | 95-99.5% | 90-98% | 70-95% | 70-90% |
| 运营成本 | 中等的 | 中低 | 高(碳替代) | 低的 |
| 二次污染 | 没有任何 | 催化剂更换 | 危险废物碳 | 污泥处理 |
| 能源消耗 | 低(热恢复后) | 中等的 | 低的 | 非常低 |
EVER-POWER 旋转式 RTO 的价格仅为欧洲品牌的 35-40%,同时提供相同或更好的性能和 5 年保修。
“我们在安特卫普用EVER-POWER旋转式RTO替换了一台使用了15年的杜尔(Dürr)设备。占地面积相同,3天就启动了,能源账单减少了41%。这是我们做过的最明智的决定。”—— Jan De Vries,巴斯夫安特卫普工厂厂长,比利时
“巴西新的环保法要求去除99%污染物。EVER-POWER装置在第三方测试中达到了99.7%的去除率,投资回收期仅需11个月。”——圣保罗涂装厂 Carlos Silva
6. RTO制度的环境保护价值和社会效益
6.1 减排贡献的定量分析
根据中国环境保护工业协会的统计数据,中型RTO系统(100,000立方米/小时)每年可运行8,000小时:
- 减少挥发性有机化合物(VOCs)排放:每年200-500吨
- 减少二氧化碳当量排放:相当于种植12000棵树
- 热回收:相当于每年节约800吨标准煤
6.2 遵守全球环境标准
- 中国:《大气污染防治法》、《挥发性有机化合物无序排放控制标准》
- 欧盟:工业排放指令(IED指令)、最佳可行技术结论文件
- 美国:EPA NESHAP 标准,《清洁空气法》
常问问题
1. 在荷兰投资 RTO 系统可以获得哪些政府补贴?
荷兰政府提供多项财政激励措施:环境投资抵扣 (MIA) 可提供高达 361 万亿荷兰盾的投资额税收抵免;随机折旧 (Vamil) 提供灵活的折旧方案;能源投资补贴 (EIA) 可提供额外的 13.5 万亿荷兰盾抵扣。企业还可以申请欧盟 LIFE 计划的资金和地方政府的可持续发展补贴。
2. RTO 系统是否符合欧盟最佳可用技术 (BAT) 要求?
是的。RTO技术已被欧盟最佳可行技术参考文件(BREF)列为VOCs处理的推荐技术。它完全符合工业排放指令(IED)的要求。其去除效率通常可达95%-99.5%,满足最低排放标准。
3. 荷兰气候法对 RTO 申请有哪些具体要求?
根据荷兰《气候法案》设定的2030年减排目标(49%),工业部门需要大幅减少排放。RTO系统通过高效的热回收(高达97%)和减少挥发性有机化合物(VOCs)排放,直接助力企业降低碳足迹,并支持国家碳中和路线图的实施。
4. 处理含有特殊成分(如卤素和硅化合物)的废气时,我们应该注意什么?
含氯/含氟有机物的氧化可能产生二噁英和酸性气体。建议:1)将氧化温度提高到1000℃以上;2)增加淬冷塔和碱洗后处理;3)选用耐腐蚀的特种陶瓷。含硅化合物需要进行预处理过滤和定期清洗。
5. 如何评估荷兰 RTO 系统的具体投资回报周期?
一套典型的中型区域能源交易系统(RTO)的投资额为80万至150万欧元。在不享受补贴的情况下,投资回收期为4至6年;如果利用荷兰的补贴方案,回收期可缩短至2.5至4年。关键影响因素包括:挥发性有机化合物(VOCs)浓度、能源价格、运行时间、热回收效率和碳交易收入。
6. RTO 系统如何与荷兰的“工业共生”模式相结合?
RTO回收的热能(5.6-14吉瓦时/年)可并入区域供热管网(Warmtenet),供周边企业或居民区使用。鹿特丹港的“加工即服务”模式允许中小企业共享RTO设施,从而降低单个企业的投资成本。
7. 在荷兰,RTO 系统需要哪些定期维护?
每月:燃烧器检查、阀门润滑
季度报告:陶瓷蓄热器压差监测
半年:热电偶校准,控制系统更新
年度:综合性能测试和合规性测试报告
每3-5年:陶瓷材料抽样检测
8. 如何确保 RTO 系统符合荷兰严格的安全标准?
必须配备:1)LEL浓度在线监测和自动稀释系统;2)防爆门和泄爆装置(ATEX认证);3)三重火焰监测和熄火保护;4)与生产系统的安全联锁控制。需遵循PGS-33指导文件。
9. 在荷兰,如何选择 RTO 和 RCO(再生催化氧化)?
RCO 的工作温度较低(300-500℃),适用于不含催化剂毒物(例如溶剂)的废气。RTO 的工作温度较高(760-850℃),适用范围更广,但能耗也更高。选择时需考虑以下因素:废气成分、浓度波动、催化剂寿命成本和温度敏感性。
10. RTO 系统如何支持荷兰的氢能和电气化转型?
氢能适应性:燃烧器可进行改造,以使用绿色氢气作为辅助燃料。
电气化路径:开发电加热式RTO并利用荷兰海上风电
电网整合:参与 TenNET 需求侧响应,实现灵活运行
未来准备:储备碳捕获、利用与封存(CCUS)接口,以支持长期脱碳
了解更多信息,请访问我们的网站 首页





















