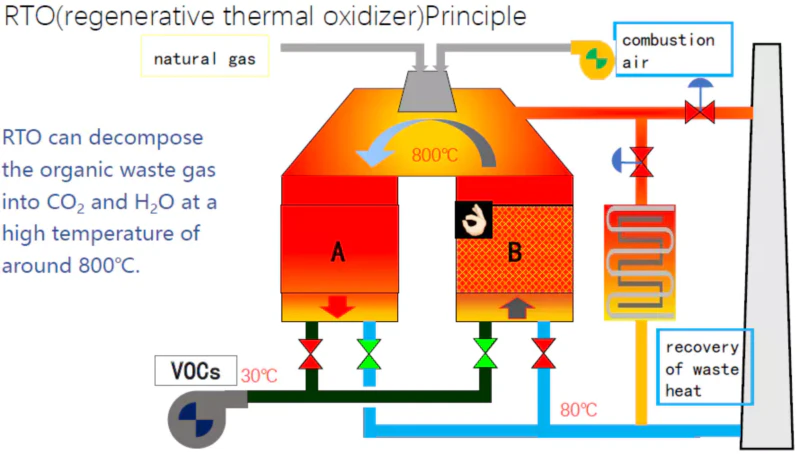
在荷兰传统啤酒厂弥漫的麦芽香气和发酵啤酒花的芬芳中,DDGS(干酒糟)和啤酒糟的干燥过程将富含营养的副产品转化为宝贵的动物饲料。然而,这一关键步骤会释放出富含有机物的蒸汽,需要小心处理,以保护低地国家的纯净空气。EVER-POWER公司凭借其专为处理这些特定废气而设计的再生式热氧化器,应运而生。该氧化器利用氧化产生的热量来驱动进一步的干燥过程,同时去除挥发性物质。
想象一下莱顿运河沿岸的一座工厂,啤酒酿造过程中产生的废谷物在热风干燥机中翻滚。上升的蒸汽携带着乙醇残留物和醛类物质,而我们的RTO装置则在出口处将其捕获,并在精确的温度下分解分子。这是一种功能与形式的完美结合,就像圩田上点缀的风车一样,将原本可能被浪费的物质转化为能源。
在南荷兰省的酿酒中心地带,我看到家族式经营与现代化高效生产方式交相辉映。我注意到,这些设备能够适应谷物干燥过程中特有的高湿度气流。一位操作员在例行检查中分享道,该系统稳定的吸力能够防止管道内积聚污垢,确保生产流程如同莱茵河般顺畅。
在格罗宁根规模庞大的工厂里,我们的RTO(实时热泵系统)能够根据区域合作社的产量进行相应调整,回收热量来预热进入的空气,从而在寒冷的北风中减少燃料消耗。这一实用优势源于对比利时弗拉芒啤酒厂类似装置的改进,那里的谷物成分与格罗宁根的啤酒厂非常相似。

酿酒厂DDGS和啤酒糟干燥废气中RTO的关键事实
- 荷兰的啤酒厂每年产生超过 150 万吨的酒糟,DDGS 干燥会产生 VOC 负荷,而 RTO 的 98% 技术可以有效解决这一问题。
- 欧盟食品加工工业排放指令要求VOC含量低于50毫克/立方米,其中RTO系统对于干燥操作的合规性至关重要。
- 我们的设备热回收率达到 96%,将能源重新用于谷物预热,并支持荷兰酿造业的循环经济。
- 欧洲啤酒产量超过 400 亿升,其中荷兰出口 17 亿升,推动了 RTO 在可持续副产品处理方面的应用。
- 全球 DDGS 市场以 5% 的复合年增长率增长,RTO 在干燥过程中减少了 40% 的排放,这对饲料安全标准至关重要。
这些细节体现了荷兰的酿酒精神,从乌得勒支的手工酿酒场景到埃因霍温的工业规模,将传统与生态创新融合在一起。
价值主张:为什么选择 EVER-POWER RTO 用于您的干燥工艺?
在啤酒厂干燥机有节奏的翻滚中,湿谷物逐渐脱水变成稳定的原料,控制排出的蒸汽既能保障产品质量,又能保护周围的生态系统。EVER-POWER 的 RTO 装置在此表现出色,专为处理 DDGS 和酒糟干燥过程中产生的高湿度、富含有机物的气流而设计,性能稳定可靠。
在蒂尔堡一家工厂参观期间,伴随着旋转式干燥机处理啤酒残渣的嗡嗡声,工头详细讲解了之前的通风方式如何让气味飘散,而我们的RTO(旋转式氧化处理)系统如何将这些气味牢牢锁住,彻底氧化并回收热量至进气口。这种闭环系统模拟了荷兰圩田高效的水循环,实现了产出与输入的无缝衔接。
在燃料短缺时期,能源优势尤为突出。在北布拉班特的合作啤酒厂,我们的系统将氧化产生的热量重新导向蒸发器,从而在全国节能行动的推动下减少了天然气的使用。奈梅亨的员工强调,这不仅降低了成本,还稳定了干燥温度,使谷物水分含量更加稳定,从而提高了饲料价值。
我们在海尔德兰省等多个省份的业务布局确保了我们能够及时做出调整,从最初的规划到应对季节性高峰的规模化生产。这种脚踏实地的支持有助于建立长久的合作关系,尤其是在应对荷兰水资源和空气资源综合政策方面,这使得我们的研发运营中心成为您可持续酿造产业链的核心要素。

技术规格:啤酒厂DDGS和啤酒废麦芽干燥废气RTO的32个关键参数
| 范围 | 值/范围 | 描述 |
|---|---|---|
| VOC去除效率(DRE) | 97-99.5% | 分解谷物蒸汽中的乙醇和醛类物质。 |
| 热能回收(TER) | 94-97% | 在酿造循环中回收热量用于烘干机预热。 |
| 气流容量 | 20,000-180,000 牛米/小时 | 适用于小型工艺用烘干机到大型工业烘干机。 |
| 工作温度 | 800-1000°C | 针对潮湿、富含有机物的废气进行了调整。 |
| 停留时间 | 0.7-2.2秒 | 在潮湿气流中保持完全氧化。 |
| 压降 | 80-350帕 | 低矮,无法支撑烘干机风扇。 |
| 入口VOC浓度范围 | 0.5-9 克/立方米 | 能够应对谷物水分含量的变化。 |
| 氮氧化物排放 | <190 mg/Nm³ | 分阶段燃烧以符合规定。 |
| 颗粒物去除 | 90-97% | 捕获氧化前的谷物粉尘。 |
| 转弯率 | 6:1 至 12:1 | 可适应分批干燥计划。 |
| 阀门循环时间 | 70-160秒 | 在潮湿环境下保持效率平衡。 |
| 泄漏率 | 每床 <0.09% | 密封以防止气味逸出。 |
| 陶瓷介质热容量 | 0.85-1.25 kJ/kg·K | 耐湿性强。 |
| 耐腐蚀材料 | 310不锈钢涂层 | 能抵抗酸性发酵副产物。 |
| 防爆 | 集成式通风口 | 酒精蒸汽的安全性。 |
| 控制系统 | PLC/SCADA | 监测食品级合规性。 |
| 脚印 | 15-50平方米 | 适用于酿酒厂布局。 |
| 维护频率 | 每 4-8 个月 | 模块化设计,方便快速接入酿酒厂。 |
| 功耗 | 0.45-1.7 kWh/Nm³ | 适用于连续运行。 |
| 噪音水平 | <84 dB(A) | 工作区域应保持安静。 |
| 启动时间 | 28-55分钟 | 快速进行换挡对齐。 |
| 清洗周期 | 5-11分钟 | 清除停车时的水分。 |
| 远程监控 | 基于云的 | 用于监管跟踪。 |
| 寿命 | 17-26岁 | 在潮湿环境下经久耐用。 |
| 认证 | CE、IED、HACCP | 符合欧盟食品安全标准。 |
| 热交换器效率 | 87-94% | 用于工艺辅助的辅助手段。 |
| 床位选择 | 4-9张床 | 按量定制。 |
| 成本节约 | 24-46% 能量 | 通过运营恢复。 |
| 耐湿性 | 最高可达 85% RH | 用于潮湿谷物排气。 |
| 减少异味 | 95-99% | 消除发酵异味。 |
| 粉尘负荷处理 | 高空有气旋 | 针对谷物颗粒。 |
| 自动化级别 | 全套PLC | 适用于无人值守班次。 |
这些规格是在恩斯赫德啤酒厂的试验中逐步形成的,试验中谷物粉尘测试了过滤器,促使我们在型号中加强了预处理阶段。
与荷兰及其他地区领先品牌的兼容性
| 品牌 | 兼容性级别 | 主要特点对比 | EVER-POWER 优势 |
|---|---|---|---|
| 杜尔™ | 高的 | 阀门耐久性,TER重点 | 性能相近,性价比高;注:所有制造商名称和零件编号仅供参考。EVER-POWER 是一家独立制造商。 |
| 安吉尔™ | 高的 | 专为潮湿有机物定制 | 功能类似,荷兰服务速度更快;注:所有制造商名称和零件编号仅供参考。EVER-POWER 是一家独立制造商。 |
| Tecam集团 | 中高 | 恢复系统 | 更佳的酿酒厂整合;注:所有制造商名称和零件编号仅供参考。EVER-POWER 是一家独立制造商。 |
| 船舶与岸上环境 | 中等的 | 紧凑型干燥设计 | 增强型量程;注:所有制造商名称和零件编号仅供参考。EVER-POWER 是一家独立制造商。 |
| 约翰·津克·汉沃西燃烧 | 高的 | 燃烧器效率 | 低排放,更易维护;注:所有制造商名称和零件编号仅供参考。EVER-POWER 是一家独立制造商。 |
我们的RTO(远程终端运营商)可与这些品牌的烘干机无缝对接,方便混合配置系统的升级。这有助于向比利时和德国市场(这些国家也盛行类似品牌)过渡。
环境法规与政策:地方、区域和全球视角
荷兰的酿造干燥工艺遵循《活动法令》,将挥发性有机化合物(VOC)的排放上限设定为30毫克/标准立方米,乌得勒支等省份还要求对乡村地区的干燥场地进行气味评估。比利时的VLAREM和德国的TA Luft则要求采用最佳可行技术(BAT),并倾向于采用RTO技术以减少98%的有机物排放。
全球范围内,相关法规包括:美国环保署食品最大可控技术(MACT)、中国GB 16297-1996、德国(同上)、法国工业环境指令(IED)、印度食品安全与标准局(FSSAI)与中央污染控制委员会(CPCB)合作制定的法规、加拿大加拿大食品检验局(CFIA)指南、日本食品卫生法、韩国食品药品安全部清洁空气法、巴西国家卫生监督局(ANVISA)CONAMA 430、土耳其GTHB空气质量法、俄罗斯联邦消费者权益保护和福利监督局(Rospotrebnadzor)SanPiN、澳大利亚新西兰食品安全与健康管理局(FSANZ)NEPM、墨西哥卫生部(SALUD)NOM-085、西班牙MAGRAMA IED区域法规、意大利MIPAAF第152号法令、英国食品标准局(FSA)EPR、沙特阿拉伯食品药品监督管理局(SFDA)PME、印度尼西亚食品药品监督管理局(BPOM)PERMEN LH 5/2019、波兰GIS IED国家法规、南非DAFF AQA、阿根廷SENASA第177号决议、阿联酋ESMA联邦24号法规、越南农业与农村发展部(MARD)2020年法律、泰国食品药品监督管理局(FDA)通知、马来西亚卫生部(MOH)外部质量评估(EQA)、埃及卫生部(MOHP)第4号法律、菲律宾食品药品监督管理局(FDA)RA 8749、瑞典。 Livsmedelsverket 环境法规、挪威 Mattilsynet 污染法案、芬兰 Ruokavirasto EPA 均对啤酒厂排放实施 RTO 级别控制。
在阿珀尔多伦的谷物加工商中,RTO 符合当地的食品安全审核要求,这与比利时弗拉芒地区和德国巴伐利亚地区的情况类似。
对于鹿特丹的出口啤酒厂,我们遵循全球 HACCP 标准;而对于海尔德兰省的精酿啤酒厂,我们则按照社区规定防止气味扩散。
RTO系统所需的基本组件、备件和耗材
主要部件:旋转阀(用于控制方向)、燃烧器(用于启动)、鞍形陶瓷储气罐。备件:密封件、探针、引燃器。耗材:除尘过滤器、驱动润滑脂。传动装置:齿轮、合金皮带。在酿造过程中,建议使用耐蒸汽管道以应对潮湿环境。
对于含谷物废气,旋风预分离器在荷兰工厂中发挥了更大的作用。
啤酒厂DDGS和啤酒废麦芽干燥废气场景中RTO的独特特征
与干燥的麦芽窑不同,谷物干燥过程中产生的蒸汽含有大量水分和粉尘。荷兰潮湿的气候加剧了冷凝现象,因此隔热通道至关重要。发酵残渣会增加酸性物质,需要坚固的干燥室。与糖化相比,干燥过程中的有机物浓度更高,因此需要更长的干燥时间。弗里斯兰的冬季气温较低,我们的加热器可以抵御寒冷。与蒸馏不同,干燥过程中的气流更加稳定,但粉尘也更多,此时过滤器就显得尤为重要。
个人经历和真实案例研究
在兹沃勒一家用于烘干皮尔森啤酒谷物的烘干厂,RTO系统有效控制了蒸汽排放,使工作人员能够延长烘干时间而不会发生堵塞。负责人分享了该系统如何降低烟囱噪音,从而改善了与附近农场之间的连接。
在莱顿的拉格啤酒厂,回收的热量用于烘干额外的批次,无需额外锅炉即可提高产量。林堡的运营商注意到,升级后原料质量稳定。
观看这段关于荷兰一家啤酒厂烘干机中 EVER-POWER RTO 的视频,详细介绍循环过程中的蒸汽处理和能量回收。
在代尔夫特的一套装置中,经过调整的旋风可以捕捉到细小的谷壳,这是对沿海潮湿地区试验的改进。
利用更多洞察提升您的运营效率
将RTO与传感器连接,用于预测谷物水分,从而优化不同收成条件下的干燥过程。对于绿色酿造工艺,生物燃料的改进可减少碳排放。在泽兰等三角洲地区,应抬高地基以对抗潮汐。近期关于酶预处理的研究可减少蒸汽排放,与RTO配合使用可降低负荷。
在阳光充足的南荷兰省,不妨尝试使用太阳能辅助设备来缓解白天的高温,从而减轻电网负荷。欧盟生物经济补助金用于人工智能技术,该技术可以绘制排放峰值地图,以便主动安装通风设备。
荷兰和欧洲啤酒厂DDGS和啤酒糟干燥行业RTO最新资讯
- 用于啤酒厂DDGS和废谷物干燥的RTO实现了800°C氧化,用于CO2/H2O转化(2025年12月9日)。
- 欧盟每年产生 340 万吨啤酒糟,啤酒行业走向绿色环保,凸显了 RTO 在副产品管理中的作用(2025 年 9 月 24 日)。
- 美国乙醇/DDGS出口量在2025年8月创下纪录,这意味着全球干燥需求将增加(2025年11月19日)。
- 啤酒糟通过 RTO 清洁工艺在食品领域进行创新(PMC 最近的文章)。
- 2024 年欧洲啤酒厂废谷物市场规模将达到 5.0925 亿美元,在 RTO 的推动下,复合年增长率将达到 2.88%(最新报告)。
- 欧洲啤酒商对美国关税表示担忧,间接推动了RTO高效干燥技术的发展(2025年4月10日)。
- 到 2025 年,蓄热式热氧化器市场规模将达到 $602.2M(2025 年 10 月 18 日)。
- RTO 市场细分至 2035 年(2025 年 1 月 27 日)。
- 2024 年 RTO 市场规模为 102.5 亿美元,到 2025 年 6 月 12 日为 163.7 亿美元。
- 《新酿酒师》杂志谈气候,指出酿造业的 RTO(2025 年 1 月/2 月)。
联系我们在鹿特丹的团队,获取定制方案。 恢复运营 制定推动项目可持续发展的蓝图。





















