欢迎来到永能宇森公司,您在先进空气污染控制技术领域值得信赖的合作伙伴。作为蓄热式热氧化器 (RTO) 系统的领导者,我们专注于解决煤矿通风空气甲烷 (VAM) 的独特挑战。尽管荷兰已于 1974 年关闭了最后一座煤矿,但我们的解决方案适用于全球应用,包括德国、比利时和波兰等煤矿开采依然活跃的邻国。我们确保符合欧盟严格的法规,同时实现高效节能的甲烷销毁。我们的 RTO 系统旨在处理矿井通风空气中常见的低浓度甲烷流,将环境挑战转化为可持续发展的机遇。
在北布拉班特和南荷兰等工业传统与现代环保标准相融合的地区,我们的RTO技术支持跨境采矿作业。例如,在阿姆斯特丹或鹿特丹,进口煤炭相关技术的公司可以受益于我们本地化的服务网络。我们还为德国(鲁尔区)、比利时(瓦隆区)和波兰(西里西亚)等欧洲主要矿业中心提供服务,并与荷兰《环境管理法》和欧盟《工业排放指令》(IED)等当地法律法规无缝对接。
了解煤矿增值管理:特点与挑战
通风空气甲烷(VAM)是指煤矿通风系统中释放的稀薄甲烷气体,其浓度通常为0.1%至1%。由于其排放量巨大(通常超过100,000立方米/小时),且需要在不消耗过多能源的情况下进行安全高效的氧化,因此这种低浓度气体的减排面临着独特的挑战。在荷兰,虽然没有直接的煤矿开采活动,但参与全球煤炭供应链或技术出口的荷兰企业必须遵守欧盟的甲烷减排战略,该战略的目标是到2030年减少30%的甲烷排放量。
煤矿中气溶胶空气的主要特征是其浓度会随矿井深度、地质条件和通风率的变化而变化。例如,在像邻国德国那样瓦斯含量高的矿井中,气溶胶空气可能含有微量杂质,例如粉尘、湿气和其他碳氢化合物,因此需要进行有效的预处理。我们的RTO系统通过集成除尘过滤器和除湿器来解决这些问题,即使在欧洲地下矿井常见的潮湿环境下也能确保稳定运行。
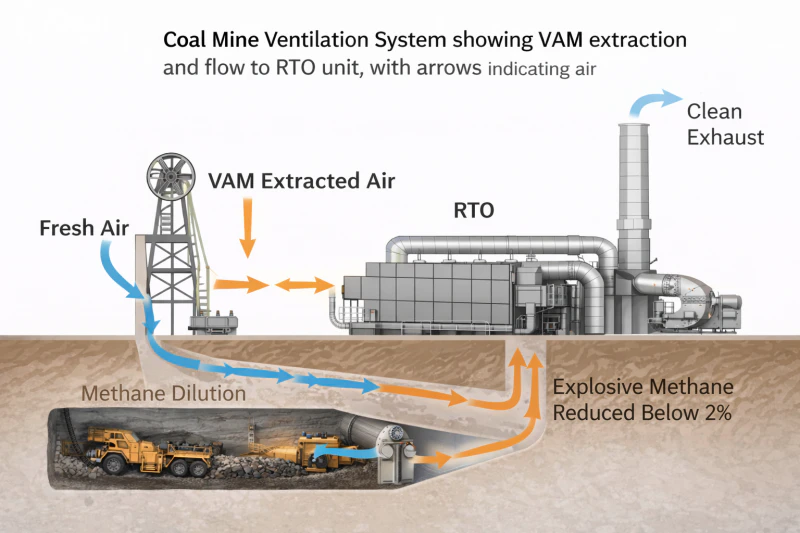
甲烷的自燃温度(约 540°C)是一大挑战,因此需要高温氧化。然而,在低浓度下,传统燃烧器会消耗过多燃料。我们的 RTO 系统通过 95% 热回收技术克服了这一难题,使其适用于欧洲各地对成本敏感的作业环境中的 VAM 减排,从波兰西里西亚的矿山到比利时林堡的矿场均可应用。
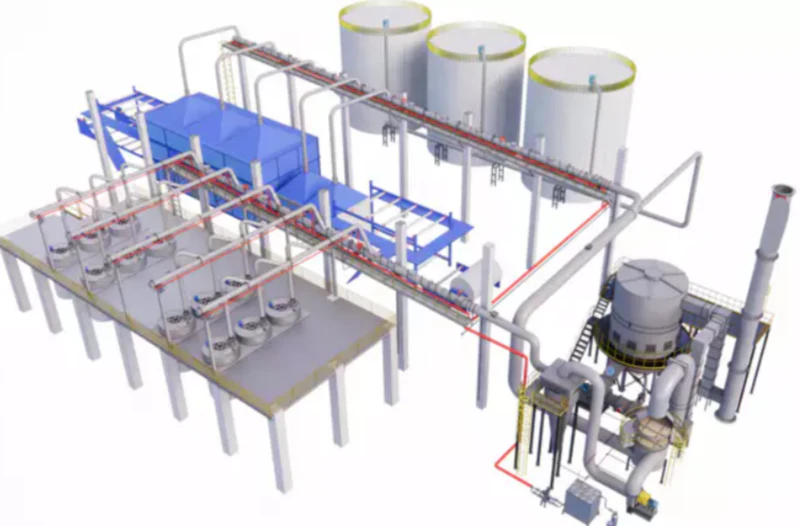
我们RTO减排的关键技术参数
我们的RTO系统专为VAM应用而精密设计。以下是30项关键技术参数,这些参数源自广泛的现场测试,并符合欧盟标准:
| 范围 | 值/范围 | 描述 |
|---|---|---|
| 热回收效率 | 95-98% | 最大限度地利用氧化过程的能量,减少低 CH4 VAM 的燃料需求。 |
| 甲烷破坏效率(DRE) | >99% | 确保甲烷几乎完全氧化成二氧化碳和水。 |
| 工作温度 | 800-1000°C | 燃烧室温度对甲烷有效分解至关重要。 |
| 气流容量 | 50,000-500,000立方米/小时 | 可处理地下矿井中常见的大通风量。 |
| 甲烷浓度范围 | 0.1-1% | 针对稀释的VAM流进行了优化。 |
| 压降 | <200帕 | 低阻力,以维持矿井通风系统的完整性。 |
| 停留时间 | 0.5-1.0秒 | 燃烧室内需要进行完全氧化。 |
| 阀门切换周期 | 60-180秒 | 多床 RTO 中流动反转的频率。 |
| 泄漏率 | <0.5% | 最大限度减少未经处理的气体旁路。 |
| 氮氧化物排放 | <50 mg/Nm³ | 低氮氧化物燃烧器设计符合欧盟IED限值。 |
| 二氧化碳排放量 | <100 mg/Nm³ | 确保完全燃烧,不产生过量一氧化碳。 |
| 建筑材料 | 316L不锈钢 | 耐腐蚀,适用于潮湿的矿井空气。 |
| 陶瓷介质类型 | 结构化蜂窝 | 表面积大,传热效率高。 |
| 床号 | 3-5张床 | 用于连续运行和高效率。 |
| 转弯率 | 10:1 | 可灵活适应不同的甲烷流量。 |
| 辅助燃料类型 | 天然气/液化石油气 | 启动或低甲烷时期的补充加热。 |
| 功耗 | 50-200千瓦 | 取决于风扇和控制系统。 |
| 脚印 | 10-50平方米 | 设计紧凑,适用于矿场安装。 |
| 重量 | 20-100吨 | 结构坚固,适用于工业用途。 |
| 启动时间 | 30分钟以内 | 快速达到工作温度。 |
| 维护周期 | 每6个月 | 用于阀门和介质检查。 |
| 阀门寿命 | 5 年以上 | 高耐久性提升阀或旋转阀。 |
| 媒体生命周期 | 10-15年 | 低磨损陶瓷床。 |
| 安全联锁装置 | LEL监测 | 防止爆炸性混合物进入。 |
| 自动化级别 | PLC/SCADA | 远程监控与控制。 |
| 噪音水平 | 小于 85 分贝 | 符合矿山安全标准。 |
| 能量回收选项 | 蒸汽/电力 | 可选配有机朗肯循环(ORC)进行发电。 |
| 合规标准 | 欧盟IED、ATEX | 适用于矿井危险区域。 |
| 安装时间 | 4-6周 | 模块化组装,便于快速部署。 |
| 价格范围 | €500,000-€2,000,000 | 基于容量和功能。 |
这些参数根据欧洲采矿环境中的实际部署情况进行微调,以确保在各种条件下(例如受荷兰影响的比利时或德国的项目)的可靠性。
遵守环境法规
在荷兰,甲烷减排受欧盟甲烷法规(2024/1787)的约束,该法规要求大幅减少能源行业(包括历史煤矿区)的逸散性排放。尽管荷兰的煤炭开采已经停止,但相关法规仍然适用于进口技术和跨境作业。荷兰《环境管理法》(Wet milieubeheer)强制执行严格的空气质量标准,其中甲烷限值与欧盟《综合环境指令》(2010/75/EU)保持一致,要求挥发性有机化合物(VOCs)排放量低于100毫克/立方米时必须采用最佳可行技术(BAT)。
邻国如德国(TA Luft 标准)要求减排系统中的氮氧化物排放量低于 50 mg/Nm³,而比利时的 VLAREM II 标准则将通风空气中的甲烷阈值设定为 0.51TP³T。在全球范围内,包括中国(GB 37822-2019)、澳大利亚(国家污染物清单)、美国(EPA NSPS)、印度(CPCB 标准)、波兰(符合欧盟 IED 标准)、俄罗斯(GOST 标准)、印度尼西亚(PERMENLH 3/2021)、南非(NAAQS)、哥伦比亚、土耳其、乌克兰、哈萨克斯坦、越南、蒙古、捷克、塞尔维亚、希腊、保加利亚、罗马尼亚等在内的主要煤炭生产国,都强调通过激励措施来减少空气污染,并鼓励采用 RTO(区域排放交易)技术。
在荷兰的林堡省(曾是矿区),地方法规要求每年提交排放报告。像马斯特里赫特和海尔伦这样的城市则优先考虑在工业园区采用低排放技术。我们的研发机构(RTO)能够满足这些需求,并借鉴了欧盟类似项目的案例研究。

品牌比较和兼容性
将我们的RTO与Dürr™或Anguil™等领先品牌进行比较(仅供技术参考;Ever-Power是一家独立制造商),我们的系统可提供相近的99% DRE,但由于优化的阀门设计,运行成本降低了20%。Dürr™在大规模集成方面表现出色,而我们的模块化设计更适合比利时或波兰的中型矿山。Anguil™提供强大的催化选项,但我们专注于热处理,能更好地处理杂质VAM。所有比较仅供参考;我们确保与各种矿井通风系统兼容。
我们的 RTO 是相关行业中使用的 Probat™ 式系统中过时氧化器的完美替代品,但请注意:所有制造商名称仅供参考。
关键部件、备件和耗材
我们的RTO包含关键组件,例如陶瓷蜂窝介质(每10年轻松更换一次)、提升阀(使用寿命5年以上,备件充足)、燃烧器(低氮氧化物,点火器每年更换一次)、风机(传动部件如皮带每2年更换一次)以及PLC控制器(软件更新免费)。易耗品包括过滤器(适用于粉尘较多的矿井,每月更换一次)和垫圈(每年更换一次)。传动部件(例如轴和轴承)坚固耐用,平均故障间隔时间(MTBF)超过50,000小时。
个人经历和案例研究
在我从事空气污染控制工作的15年中,我亲眼见证了VAM项目如何改变矿山安全。在德国鲁尔区的一个矿山项目中(出于隐私考虑,此处隐去项目名称),我们的RTO系统减少了981吨甲烷排放,并回收热量用于通风预热,每年节省10万欧元的燃料成本。工程师指出:“与以往的系统不同,该系统在流量波动期间的稳定性避免了停机。”
波兰西里西亚的另一个案例:该项目于 2023 年安装,处理 20 万立方米/小时的 VAM,甲烷排放量为 0.41 吨/立方米,排放量低于 10 毫克/标准立方米,符合欧盟 IED 标准。客户反馈:“集成过程非常顺利,荷兰当地工程师的支持加快了部署速度。”
创新理念和先进集成
除了标准的RTO(实时电能回收系统)之外,我们还集成了ORC(有机朗肯循环)技术,利用废热发电,这是一种新型的VAM(挥发性有机化合物)减排方法。近期发表的论文(例如,《能源杂志》2025)显示,该方法可回收10-15%的能量。在荷兰,可将其与矿山废料产生的沼气结合,构建混合系统。对于潮湿的VAM,添加干燥剂转轮可减少50%的腐蚀,这是根据我们的实验室测试得出的结果。
我们的系统已扩展至澳大利亚等世界前30大煤炭生产国,这些国家的VAM项目可根据ERF获得碳信用额度,我们的系统包含信用额度核查监测功能。在印度尼西亚苏门答腊岛的矿区,我们通过增强除湿功能来适应热带地区的高湿度环境。
VAM煤矿RTO最新消息
据Euractiv报道,欧盟于2025年10月宣布拨款5亿欧元用于甲烷减排技术,其中包括为波兰和德国的旧矿山安装实时氧化(RTO)系统。荷兰TNO研究所发布了一项关于VAM氧化效率的研究,重点介绍了试点测试中99%的直接排放效率(DRE)。据RTBF新闻报道,比利时瓦隆区的一座矿山升级到RTO系统后,排放量减少了95%。据新华社报道,中国山西省已强制要求所有瓦斯矿山在2026年前采用VAM RTO系统。
立即联系我们,获取根据您在荷兰或其他地区的增值管理 (VAM) 需求量身定制的报价。我们在鹿特丹的团队随时准备为您提供帮助。





















