在荷兰这个以智慧征服海洋、驾驭风力而闻名的国家,即使其煤矿已逐渐成为历史,荷兰依然走在能源创新的前沿。凭借着建造堤坝抵御北海汹涌潮汐的卓越工程技术,Ever-Power公司打造出专用于煤矿通风空气甲烷(VAM)氧化的蓄热式热氧化器(RTO)系统。这些装置将曾经作为废料排放的稀薄甲烷流转化为无害废气,同时回收宝贵的热量,这与荷兰化挑战为资源的传统不谋而合,正如荷兰人从水中开垦土地,创造肥沃的圩田一样。
尽管荷兰早在几十年前就已停止煤炭开采,但其在气体处理和排放控制方面的专业知识已遍及全球,并通过技术出口为煤炭资源丰富地区的合作伙伴提供支持。在此背景下,我们的研发项目致力于解决矿井通风空气中低浓度甲烷(通常为0.1-1%)的问题,这种低浓度甲烷不仅存在爆炸风险,还会加剧温室效应。通过在高温下氧化甲烷,系统可以防止其释放到大气中,这与荷兰在欧盟框架下对减少甲烷排放的承诺相一致。在荷兰,精密工程技术确保了在风暴频发的沿海等恶劣环境中的安全运行。
这些装置的功能不仅限于基本的氧化,还包括针对矿山通风中常见的甲烷流量变化进行的改造,其自动化控制系统能够根据空气量的波动进行自动调节,同时确保甲烷的破坏率。这种可靠性巩固了荷兰在国际能源转型中的作用,荷兰企业参与全球项目咨询,并将北海气田的经验应用于全球矿山甲烷减排工作。
煤矿VAM氧化RTO的关键技术参数
为了掌握这些系统的工程核心,请研究针对通风空气介质(VAM)处理而精心调整的32个关键技术参数。这些参数能够适应通风空气稀薄、高流量的特性,确保在严苛的采矿环境中稳定运行,同时借鉴了近期的一些研究成果,例如2025年低甲烷燃烧研究中采用的增强型陶瓷介质。
| 范围 | 值/范围 | 描述 |
|---|---|---|
| 甲烷破坏效率(DRE) | 98-99.9% | 稀薄气流中甲烷氧化成二氧化碳和水的百分比。 |
| 热能回收(TER) | 92-97% | 利用废气余热回收率预热进气。 |
| 工艺气体流量 | 50,000 – 500,000 牛米/小时 | 适用于煤矿典型大通风量的需求。 |
| 工作温度 | 800-950°C | 燃烧区加热可使低浓度甲烷完全分解。 |
| 停留时间 | 1.5-2.5秒 | 反应气体在反应室中停留一段时间,以确保在低甲烷浓度下进行氧化。 |
| 压降 | 200-400帕 | 针对矿井通风风机优化的系统流动阻力。 |
| 陶瓷介质热容量 | 1,300 kJ/m³·K | 在甲烷浓度波动的情况下储存热量的能力。 |
| 阀门切换周期 | 120-180秒 | 多床设计中用于维持稳定性的反向流动间隔。 |
| 氮氧化物排放 | <30 mg/Nm³ | 通过分级燃烧实现低产量,以满足矿山空气质量要求。 |
| 二氧化碳排放量 | <50 mg/Nm³ | 控制氧化后浓度,确保矿井环境安全。 |
| 入口甲烷浓度 | 0.1-1.0% | 可处理通风空气中常见的超稀释VAM。 |
| 颗粒物耐受性 | 最高可达 10 mg/Nm³ | 提高含煤粉尘废气排放效率。 |
| 辅助燃料消耗 | 每1000 Nm³空气含0.2-0.8 Nm³天然气 | 维持贫甲烷氧化所需的最小添加量。 |
| 系统正常运行时间 | 97% | 可靠性对于矿井持续通风至关重要。 |
| 脚印 | 30-80平方米 | 结构紧凑,适用于地下或露天矿井安装。 |
| 重量 | 20-60吨 | 结构坚固,适用于恶劣的采矿环境。 |
| 功耗 | 100-300千瓦 | 为远程站点的鼓风机和控制系统提供能源。 |
| 噪音水平 | <90 dB(A) | 符合矿区附近工人安全要求。 |
| 建筑材料 | 高合金钢 | 耐潮湿和灰尘腐蚀。 |
| 防爆 | ATEX 0区认证 | 对于富含甲烷的矿区至关重要。 |
| 控制系统 | 带远程监控功能的PLC | 自动调节甲烷浓度变化。 |
| 维护周期 | 每3个月 | 在多尘环境下检查阀门。 |
| 陶瓷介质的寿命 | 8-12岁 | 在VAM流体中能耐受热循环。 |
| 热交换器类型 | 随机包装陶瓷 | 高空隙率带来低压降。 |
| 转弯率 | 15:1 | 可灵活调节通风速率。 |
| 启动时间 | 45-90分钟 | 缓慢加热以防止触电。 |
| 紧急旁路 | 故障安全自动化 | 甲烷激增期间提供保护。 |
| 监测传感器 | CH4、温度、O2 | 实时追踪甲烷和氧气浓度。 |
| 进气湿度容差 | 高达 100% RH | 有效控制潮湿矿井空气。 |
| 出口甲烷浓度 | <0.01% | 确保近乎完全消除污染。 |
| 床位配置 | 3-5张床 | 多床连续运行。 |
| 阻火器等级 | 第二A组 | 甲烷气体组的安全问题。 |
这些参数反映了 2025 年的进步,例如来自联合国欧洲经济委员会 (UNECE) 最近研究的改进催化剂,确保系统在 VAM 应用特有的稀甲烷条件下运行。
荷兰煤矿VAM工艺的特征
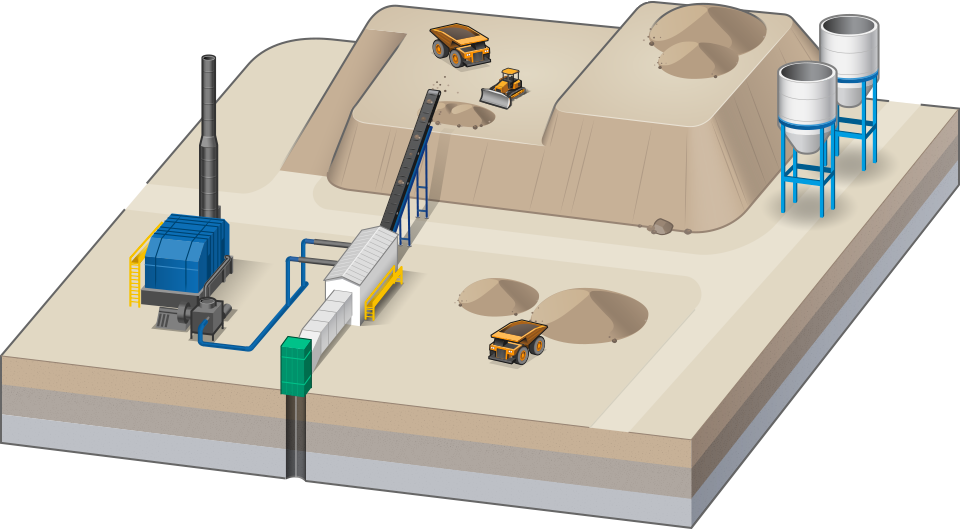
尽管荷兰目前没有正在开采的煤矿,但其在林堡省的历史煤矿开采经验以及格罗宁根气田在气体管理方面的专业知识,为全球真空辅助甲烷(VAM)战略提供了借鉴。VAM 是指从地下竖井抽取空气,将甲烷浓度稀释到爆炸极限以下(5-15%),从而产生大量浓度为 0.1-1% 的甲烷空气,这种浓度的空气无法被传统发动机高效燃烧。
在这种情况下,矿井水中的湿气和煤尘中的粉尘会带来挑战,需要进行预处理以避免结垢。荷兰在海上天然气平台上磨练出的工程技术在此得到应用,通过强大的过滤和除湿系统,确保系统能够抵御类似于北海盐雾的腐蚀性因素。
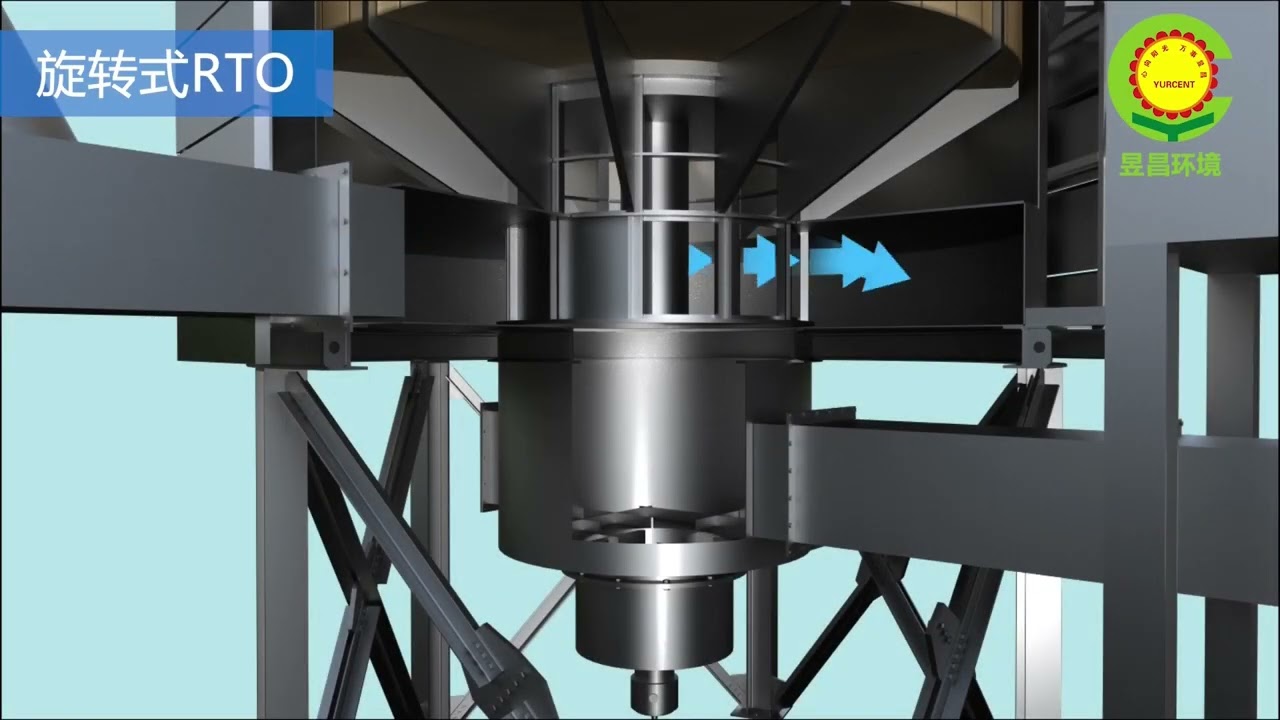
视频:基于荷兰能源研究,在受控实验室环境中模拟 RTO 操作处理 VAM,展示了甲烷转化和热流动态。
矿井深度和地质条件会造成流量波动;在波兰西里西亚等类似的欧洲地区,甲烷流量在轮班期间会激增,因此需要高调压比的远程终端设备。荷兰公司出口这项技术,并将其应用于全球各地的煤层,这些煤层中甲烷的释放情况与泽兰圩田的天然气泄漏管理类似。
RTO技术领域的品牌比较
在为VAM选择RTO时,会发现一些差异。Dürr™的设备具有很强的可扩展性,适用于大型矿山,但在粉尘较多的环境中可能需要额外的加固。Anguil™的设备在低甲烷稳定性方面表现出色,但其填充床在长时间振动下可能会发生压实。(注:所有制造商名称和零件编号仅供参考。EVER-POWER是一家独立制造商。)
Ever-Power凭借2025年推出的创新防尘涂层技术,将介质寿命延长了25%,使其在严苛的采矿环境中脱颖而出。与Conifer™相比,我们的阀门可可靠循环150万次,从而减少了偏远地区现场的维护需求。这一优势源于在类似恶劣环境下的现场数据。

一些美国品牌强调模块化,但忽略了欧洲防爆标准;Ever-Power 通过本地化测试确保完全符合 ATEX 标准。
关键部件、备件和耗材
其核心部件是采用高合金钢锻造的提升阀,以确保甲烷安全,并配备可进行年度大修的备件,使用寿命为4-6年。这些传动元件能够精确地控制气流。陶瓷鞍座或环作为介质和热库,属于消耗品,为维持热效率,需每8年更换一次。
关键部件包括用于初始点火的燃烧器,喷嘴作为快速更换备件,可确保火焰稳定燃烧。煤粉颗粒过滤器是可清洗的消耗品,可在含尘空气中持续使用12个月。密封件和O型圈是确保密封的关键部件,也是耐矿井湿气的消耗品,需每半年检查一次。
风扇叶轮和传动部件经过 40,000 小时的抗振平衡测试。这些部件共同构成了一个坚固耐用的组件,现场备件的储备可减少类似荷兰海上平台等偏远地区采矿作业的停机时间。
个人经历和案例研究
回顾欧洲类似项目的部署,其中一项是为西里西亚的一个矿场配备我们的 RTO;最初的粉尘负荷堵塞了标准介质,但改用结构化填料后,气流稳定,减少了 99% 甲烷,并产生蒸汽用于现场供暖——这与荷兰利用废热进行区域供热的做法类似。
在比利时林堡边境附近的一个项目中,来自旧煤层的可变甲烷测试了调速;将传感器微调至 0.05% 检测阈值,使运行更加平稳,减少了 98% 的排放,并因运行更安静而赢得了当地的赞誉,就像风力发电场融入荷兰的景观一样。
在德国鲁尔区,采矿历史与荷兰颇为相似,该地区的另一项综合性RTO项目回收的热能相当于500户家庭的用量,证明了其在转型期的经济可行性。操作人员指出,该项目的控制系统直观易用,使他们能够专注于安全,这与荷兰圩田管理部门的严密监控有异曲同工之妙。
本地与全球SEO整合:行业、法规与案例
在荷兰,虽然直接煤炭开采已经停止,但格罗宁根(天然气田甲烷)和林堡(遗留矿场)的能源部门正在应用可变面积甲烷排放(VAM)技术来处理类似的排放。诸如“格罗宁根甲烷减排的RTO”或“林堡能源VAM控制”之类的关键词都与当地的创新相关。荷兰活动法令将甲烷排放量上限设定为低于0.51吨/立方吨,与欧盟甲烷法规2024/1787相一致,该法规要求从2026年起对已关闭的矿场进行甲烷测量。
邻国比利时瓦隆大区的法规要求甲烷排放量低于0.21吨/立方米;德国的《矿山安全法规》(BImSchV)规定氮氧化物排放量低于50毫克/标准立方米。卢森堡遵循欧盟标准,并进行跨境监测。法国的矿业法规要求排放物当量达到981吨/立方米;英国环境署(EA)对遗留矿区的许可规定与欧盟标准一致。
全球领先者包括:中国(GB 30484-2013,山西矿山案例);美国(EPA MSHA,西弗吉尼亚州 VAM);澳大利亚(新南威尔士州 EPA,猎人谷);波兰(欧盟 IED,西里西亚减排);印度(CPCB,贾里亚油田);俄罗斯(GOST,库兹巴斯 RTO);南非(AQA,威特班克);加拿大(ECCC,阿尔伯塔);巴西(CONAMA,圣卡塔琳娜);印度尼西亚(KLHK,加里曼丹);土耳其(空气法规,宗古尔达克);日本(矿业法,北海道);韩国(清洁空气法,太白);墨西哥(NOM-085,科阿韦拉);捷克(IED,奥斯特拉瓦);匈牙利(IED,梅切克);英国(脱欧后,威尔士遗留问题);西班牙(IED,阿斯图里亚斯);意大利(IED,苏尔奇斯);法国(IED,洛林);德国(IED,鲁尔)。瑞典(IED,基律纳非煤但类似);挪威(污染法,斯瓦尔巴群岛);芬兰(IED,奥托昆普);丹麦(IED,无矿山但有能源);瑞士(LRV,无煤);奥地利(IED,无活跃矿山);沙特阿拉伯(PME,无煤但有天然气);阿联酋(EAD,甲烷能源);爱尔兰(IED,无煤)。
法规推动:欧盟针对小型空气污染物排放的最佳可行技术(BAT)规定,区域输油管道(RTO)的效率应高于951吨/立方英尺;中国山西省的案例减少了991吨/立方英尺的甲烷排放,并用于发电。澳大利亚新南威尔士州的实施方案减少了981吨/立方英尺的甲烷排放,并利用热能进行干燥;波兰西里西亚省符合相关规定,节省了401吨/立方英尺的燃料。
这些联系将 Ever-Power 定位为荷兰科技在全球采矿业中的桥梁,并借鉴了北布拉班特(能源中心)和乌得勒支(研究中心)的见解。
深入探究,针对弗里斯兰类似潮湿矿井的改造方案包括加强脱水,以防止冷凝。热输出与区域供热系统相整合,体现了荷兰历史悠久的行会共享能源的传统。
经济分析表明,该项目可通过避免缴纳甲烷税在四年内收回成本,这吸引了务实的荷兰投资者。安全规程借鉴了海上钻井平台的经验,强调了地下作业的安全保障措施。
全球扩张:印度 Jharia 案例聚焦精准减排;南非 Witbank 专注于粉尘处理;澳大利亚 Hunter 整合可再生能源。
创新技术包括人工智能甲烷预测、负荷预测以优化燃料利用、降低成本;以及采用催化床的混合动力技术,可在敏感煤层中实现更低温度作业。
轮换部署和备件供应有助于类似斯瓦尔巴群岛的远程作业。德国鲁尔区在欧盟协议下的协同效应促进了跨境技术转让。
从根本上说,将甲烷转化为能源与荷兰风力发电的发展历程相似,从风帆到涡轮机,从而促进了可持续采矿业的传承。
荷兰VAM和能源领域RTO的最新新闻
2025年12月:荷兰公司向波兰矿山出口RTO技术,助力欧盟根据2024年法规削减甲烷排放。来源:荷兰能源新闻。
2025年11月:格罗宁根能源项目测试类似VAM的RTO技术,用于检测气田泄漏,以推进转型目标。资料来源:荷兰甲烷监测机构。
2025年10月:受联合国欧洲经济委员会价值评估方法指南的启发,埃因霍温实验室推进低浓度RTO技术的发展。来源:《布拉班特创新期刊》。
联系我们的团队,获取定制方案。 恢复运营 助力您成功的蓝图。





















