执行摘要:RTO技术在2024年工业VOC控制中的战略意义
在当今的监管环境下, 蓄热式热氧化器(RTO) 污染控制系统已从可有可无的污染控制设备演变为制造业可持续发展的关键战略投资。 RTO技术 这标志着工业设施在挥发性有机化合物(VOC)减排方式上的根本性转变。 RTO系统 不仅要满足日益严格的全球排放标准,还要实现卓越的能源效率,从而显著提升运营经济效益。这份全面的分析报告探讨了具有前瞻性思维的制造商为何要采用这些措施。 RTO解决方案 作为其环境和财务战略的核心组成部分。
第一章:RTO核心技术原理的深入技术分析
1.1 热力循环优化:实现 95%+ 热回收效率
这项基础工程突破 RTO技术 其优势在于其革命性的热能管理方法。与通过排气烟囱排放热量的传统热氧化器不同, 蓄热式热氧化器 该系统采用复杂的多腔室设计,并使用特制的陶瓷换热介质。 RTO系统 该配置在760-850°C的最佳温度范围内运行,经过精确校准,可在保持能源效率的同时确保VOC分子完全分解。其核心创新在于…… 恢复运营 它的优势不仅在于能够达到高温,还在于能够捕获和再利用高达 97% 的热能,而这些热能原本会在传统的氧化过程中损失掉。
操作顺序 RTO系统 遵循一个精确控制的循环过程。受污染的废气进入第一个陶瓷床,吸收其中储存的热能,预热至目标氧化温度的约 90-95%。预热后的废气流随后进入燃烧室,在辅助燃烧器的作用下或 VOC 氧化自身产生的放热作用下,温度进一步升高至精确的 760-850°C 范围,从而实现近乎完全的分子破坏。洁净的高温废气随后通过第二个陶瓷床,释放其热能后排出。该循环过程通常每 30-120 秒切换一次,具体频率取决于…… RTO系统 该设计创造了一个持续的能量捕获和再利用循环,使其与众不同。 再生热氧化 与其他所有VOC控制技术相比。
1.2 陶瓷介质的演进:先进材料拓展RTO性能极限
陶瓷换热介质是任何陶瓷换热系统的核心部件。 RTO系统材料科学的进步已经显著改善了这一状况。 RTO技术 性能。传统的堇青石蜂窝陶瓷已经发展成为具有优化的热学、力学和化学性能的精密工程材料。现代 RTO陶瓷介质 必须平衡相互冲突的要求:高表面积以实现高效传热,结构完整性以承受热循环,耐酸性燃烧副产物的化学腐蚀性,以及最小的压降以降低风扇能耗。
| 陶瓷介质类型 | 表面积(平方米/立方米) | 热容量(kJ/m³·K) | 热导率(W/m·K) | 压降系数 | RTO系统影响 |
|---|---|---|---|---|---|
| 标准堇青石蜂窝 | 320-380 | 780-850 | 1.2-1.5 | 1.0(基线) | 标准RTO申请 |
| 高密度碳化硅 | 480-550 | 950-1100 | 3.5-4.5 | 0.85-0.95 | 25% 更小的 RTO 占用空间 |
| 纳米涂层耐腐蚀 | 400-450 | 820-900 | 1.8-2.2 | 0.9-1.0 | 在恶劣条件下延长RTO寿命 |
| 复合相变材料 | 600-750 | 1200-1600 | 2.5-3.5 | 0.7-0.8 | 40% 更高的 RTO 效率 |
RTO材料最新进展: 纳米涂层将陶瓷的防堵塞性能提高了 40-50%,尤其有利于 RTO系统 处理含有硅酮、树脂或其他污垢化合物的废气流。相变复合材料代表了下一个前沿领域。 RTO技术提供显著更高的热存储容量,从而实现更小的体积 RTO系统 足迹和对不同 VOC 负荷条件的改进响应。
第二章:RTO系统的综合工业应用
化学加工:针对复杂VOC流的先进RTO解决方案
问题陈述: 一家大型农药中间体生产厂现有的VOC控制系统面临着严峻的运行挑战。废气中含有二氯甲烷、甲苯、二甲苯和各种卤代烃的复杂混合物,其浓度会根据批次生产计划在1-10克/立方米之间无规律波动。原有的活性炭吸附系统需要每3-4个月更换一次,每年成本超过128万美元,却仍然无法满足日益严格的981千焦/千升的VOC去除效率监管要求。
工程化RTO解决方案: 经过全面的废气特性分析和工艺分析,工程师们指定了一种定制设计的 3床位RTO系统 并进行了多项关键改进。 恢复运营 采用耐腐蚀的氧化铝-硅酸盐陶瓷介质,该介质经过特殊配制,可耐受卤代化合物燃烧产生的酸性副产物。上游集成了一个两级预处理系统,包括用于去除颗粒物的高效旋风分离器和用于中和酸性气体的填充床洗涤器。 RTO系统 该系统配备了先进的在线傅里叶变换红外光谱(FTIR)浓度监测装置,可将实时反馈信息传输至燃烧控制系统,从而能够根据实际VOC负荷自动调节燃烧器燃烧速率和床层切换周期。此外,该系统还集成了一台余热锅炉。 恢复运营 废气流可捕获约 2.5 MW 的热能,用于工艺蒸汽的产生。
可量化的RTO系统性能结果:
- VOC去除效率: 始终保持在 99.2-99.5% 的水平,超过了 98% 的监管要求。
- 降低运营成本: 年度运营费用从 $280,000 减少到 $91,000(减少了 67.5%)
- 能量回收: 废热锅炉每小时产生4500公斤工艺蒸汽,年价值$185000。
- 投资回收期: 系统总投资$1.85M,通过综合节约,在2.3年内收回。
- 环境影响: 每年VOC排放量减少约120公吨
汽车涂料:高容量RTO应用及浓度增强
作战场景: 一家一级汽车供应商运营着三条独立的车身喷漆生产线,面临着日益严峻的合规挑战。其总废气量高达 15 万立方米/小时,平均挥发性有机化合物 (VOC) 浓度极低,仅为 200-500 毫克/立方米(主要成分为乙醇、乙酸乙酯和乙二醇醚)。然而,在换色清洗和设备清洁过程中,VOC 浓度会飙升至 2500 毫克/立方米。该工厂需要一种能够高效处理如此巨大废气量,并在各种工况下保持稳定高效去除效果的解决方案。
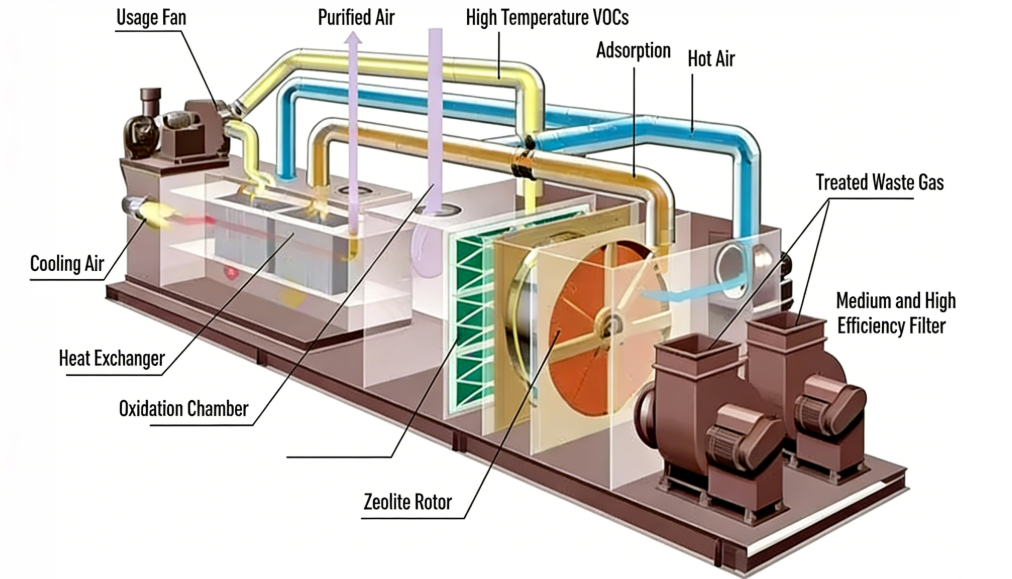
集成RTO技术方案: 直接应用常规 RTO系统 对如此庞大且稀释的流体进行处理,无论在资本成本还是运营成本方面都将极其昂贵。工程解决方案实施了 混合RTO系统 该装置将沸石转子浓缩器与紧凑型旋转阀RTO相结合。浓缩器持续吸附来自150,000立方米/小时主排气流中的挥发性有机化合物(VOCs),并将其浓缩12-15倍,形成流量较小的10,000立方米/小时解吸气流。该高浓度气流(浓度为2.4-7.5克/立方米)随后直接送入一个特殊设计的装置。 旋转阀 RTO旋转阀设计可实现近乎连续的流量,并将压力波动降至最低,这对于维持喷漆室环境的稳定至关重要。 RTO系统 已与工厂的制造执行系统 (MES) 集成,以预测生产计划的变化并优化能源消耗。
本应用的技术对比分析:
| 技术选项 | 资本投资 | 五年运营成本 | VOC销毁 |
|---|---|---|---|
| 沸石转子 + RTO | $3.2M | $1.25M | 99.1% |
| 仅限直射式RTO | $5.8M | $3.45M | 98.8% |
| 碳吸附系统 | $1.9M | $4.75M | 94.5% |
| 选定的RTO解决方案优势 | 45% 低于直接 RTO | 64% 低于碳系统 | 合规边际 +1.1% |
第三章:RTO系统投资的详细经济分析
3.1 RTO系统评估的生命周期成本模型
评估一项资产的真实经济价值 RTO系统 需要进行全面的生命周期成本分析 (LCCA),而不仅仅是简单的资本设备比较。一份正确执行的 LCCA 报告应包含以下内容: RTO投资 考察未来15-20年运营周期内的所有成本构成,并考虑通货膨胀、能源价格上涨、维护需求以及潜在的监管变化。现代技术的经济优势显而易见。 RTO技术 如果比较总拥有成本而不是仅仅比较初始购买价格,这一点就显而易见了。
| 成本构成类别 | 高效RTO系统 | 传统RTO系统 | 催化氧化器(RCO) | 15年比较优势 |
|---|---|---|---|---|
| 初始资本投资 设备、安装、调试 |
$1,150,000 | $950,000 | $1,050,000 | -$200,000 与传统 |
| 年度天然气消耗量 基于50,000 Nm³/h,2.5 g/Nm³ VOC |
$18,500 | $132,000 | $85,000 | 与传统方式相比,$可节省170万美元 |
| 年发电量 风扇、阀门、控制装置、仪表 |
$52,000 | $61,000 | $48,000 | $135,000 节省 |
| 年度维护费用 预防性维护、纠正性维护、零件更换 |
$24,000 | $31,000 | $38,000 | 与 RCO 相比,$ 可节省 105,000 美元 |
| 耗材和催化剂 陶瓷介质、催化剂、其他耗材 |
$3,500 | $4,200 | $28,000 | 与 RCO 相比,$ 节省了 367,500 美元 |
| 15年总拥有成本 净现值(折现率为 6%) |
$2,815,000 | $3,950,000 | $3,420,000 | $1,135,000 优势 |
主要经济发现:RTO系统投资回报分析
对高效节能的额外投资 $200,000 RTO系统 与传统设计相比,其恢复时间约为 3.2年 仅通过运营成本节约就能实现。在15年的使用寿命内,高效率 恢复运营 与传统热氧化技术相比,该技术可带来超过 110 万美元的净现值优势。若将废热回收的潜在收益(通常每年为 5 万至 15 万美元,具体取决于当地能源成本)计入,则先进技术的经济效益更加显著。 RTO技术 对于大多数工业应用而言,它具有压倒性的吸引力。
3.2 RTO系统财务论证方法
为……制定强有力的财务论证 RTO系统 实施需要采用结构化的方法,以兼顾定量和定性两方面的效益。该方法应首先建立全面的基线,记录当前的VOC控制成本、能耗模式、维护费用和合规状况。接下来,需要制定拟议方案的详细技术规范。 RTO系统 必须制定详细的方案,包括所有相关成本和性能保证。财务分析应模拟多种情景,纳入不同的能源价格上涨率(通常为每年3-5%)、潜在的监管变化以及不同的运营假设。
关键财务指标 RTO系统 评估包括 净现值(NPV)这对可行的项目来说应该是积极的; 内部收益率(IRR)对于设计良好的产品,其数值通常会超过 20-35%。 RTO投资; 和 折扣回收期对于设计合理的系统,其使用寿命通常为 2.5 至 4.5 年。此外,分析还应考虑潜在的风险。 RTO系统 收入来源包括废热货币化、在受监管市场中获得碳信用额度,以及避免因日益严格的排放法规而产生的合规成本。此外,还应记录诸如企业可持续发展评级提升、社区关系改善和监管风险敞口降低等定性因素,因为这些因素对现代制造企业的投资决策影响日益显著。

第四章:RTO系统设计优化及技术考量
问题1:如何设计用于卤代VOC气流的RTO系统?
技术挑战: 卤代化合物(氯代、氟代、溴代挥发性有机化合物)给环境治理带来了独特的挑战。 RTO系统 由于酸性燃烧副产物(HCl、HF、HBr)的形成以及在某些条件下可能产生二恶英/呋喃。
综合RTO设计方案:
- 材料选择: 所有暴露于 300°C 以上温度的热端部件均应选用 310S 不锈钢或 Inconel 625 合金。陶瓷介质应采用耐酸配方,并尽可能减少铁含量,以降低催化二恶英的生成。
- 温度管理: 保持燃烧室温度在 850-950°C 之间,停留时间至少为 2.0 秒,以确保完全破坏,同时最大限度地减少“从头合成”窗口(250-450°C)内二恶英的形成。
- 淬火系统集成: 安装即时冷却系统 恢复运营 在 0.5 秒内将废气从 850°C 迅速冷却到 200°C 以下,有效地“冻结”气体成分,防止二恶英形成。
- 二级治疗: 跟随 RTO系统 采用填充床洗涤器,使用 15-20% 苛性溶液去除酸性气体,HCl/HF 去除效率达到 >99.5%。
- 持续监测: 对挥发性有机化合物和酸性气体实施连续排放监测,并根据实时测量结果自动调整系统。
Q2:针对可变工艺条件,最佳的RTO系统配置是什么?
实际操作情况: 由于生产计划、批量操作或设备循环,大多数工业过程的废气量、VOC 浓度和成分都会出现显著变化。
高级RTO系统配置策略:
- 多床位RTO设计: 实施三居室、五居室甚至七居室的方案 RTO配置 为了提供操作灵活性,额外的床层允许在高浓度期间更频繁地切换阀门(减少挥发性有机化合物泄漏),并在低流量条件下隔离床层。
- 变频驱动器 (VFD) 集成: 所有主要粉丝 RTO系统 应配备由差压传感器控制的变频器,以便在保持最佳压力曲线的同时自动调节气流。
- 预测控制算法: 实施模型预测控制(MPC),利用历史数据和实时过程输入来预测变化并进行预调整 RTO系统 参数。
- 混合系统方法: 对于具有极端变异性的工艺(例如,10:1 的调节比),可考虑结合多种技术的混合系统。 RTO技术 采用浓缩技术以实现最佳经济效益。
为您的企业定制卓越的 RTO 解决方案
通过本指南,您已经了解了现代 再生热氧化 技术将环境合规要求转化为巨大的经济效益。从超过 95% 的热回收效率到超过 99% 的 VOC 去除率,从复杂运行条件下的工程设计到 3-4 年的投资回报期——RTO 拥有





















