在荷兰,从 莱顿生物科学园 到制药集群 奥斯挥发性有机化合物 (VOC) 的管理已成为业务连续性的基石。随着荷兰政府加强执法力度, 环境活动 (活动法令) 蓄热式热氧化器(RTO) 由于其无与伦比的能量回收和破坏效率,已成为软胶囊和注射剂制造商的首选技术。
什么是RTO?(蓄热式热氧化器)
RTO(反应式氧化反应器)是一种先进的工业环境系统,旨在高温下(通常在200℃至30℃之间)氧化分解有机污染物(VOCs)。 815°C 和 980°C.
核心工作原则
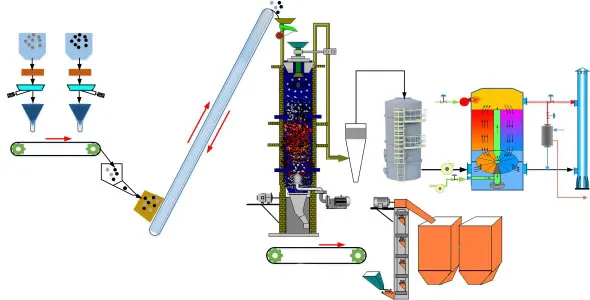
RTO的运行逻辑核心在于“高温氧化+高效热再生“:
- 氧化阶段挥发性有机化合物(VOCs)进入燃烧室,热能将有机分子分解成无害物质。 二氧化碳($CO_2$) 和 水蒸气$H_2O$).
- 再生阶段该系统利用专门的 陶瓷换热介质当净化后的热气体排出时,热量被陶瓷吸收;当冷的原料气体进入下一个循环时,储存的热量会预热进入的气流。
- 循环操作精确的阀门切换可维持热效率,通常能使系统达到“自热运行”(在特定 VOC 浓度下维持氧化作用,无需辅助燃料)。
RTO核心技术参数
RTO 的性能由几个关键的工程指标决定。这些参数决定了其是否符合荷兰标准。 NeR (荷兰排放标准)或美国 美国环保署 标准。
关键参数基准表
| 技术指标 | 参数范围 | 对绩效的影响 | 参考标准 |
|---|---|---|---|
| 工作温度 | 815 – 980°C (1500 – 1800°F) | 决定VOC破坏的热力学完整性。 | EPA 452/B-02-001 |
| VOC 销毁 (DRE) | ≥ 99%(最高可达 99.9%) | 确保排放量保持在严格的 20mg/m³ 限值以下。 | 欧盟 IED 2010/75/EU |
| 热回收(TER) | 95% – 97% | 直接降低天然气/辅助燃料消耗。 | 行业能源白皮书 |
| 气体停留时间 | 0.5 – 1.0 秒 | 确保在高温区内分子完全分解。 | 化学动力学模型 |
| 流量能力 | 2,000 – 80,000+ 标准立方英尺/分钟 | 定义设备的物理处理吞吐量。 | 工程设计规范 |
| 系统电阻(ΔP) | 2500 – 4500 帕 | 影响主风扇的功耗。 | 流体动力学计算 |
| 阀门泄漏率 | < 0.1% | 防止未经处理的旁路气体进入烟囱。 | 零泄漏阀芯设计 |

技术深度解析
- 破坏效率:例如,用于药物溶剂 异丙醇 或者 乙醇99%+ DRE 是强制性的。温度低于 760°C 会显著降低效率,并可能导致一氧化碳等不完全燃烧副产物的产生。
- 能量回收:TER 为 95%+ 表示入口和出口气体之间的温差最小(通常为 30-50°C),这在欧盟等高能源成本市场中至关重要。
应用特点、优势和局限性
1. 理想应用场景:大容量、中低浓度
RTO 在气流超过 5,000 $m^3/h$ 的制药环境中表现出色。由于 GMP 要求高通风率,因此产生的废气通常是“体积大但浓度低”,这完美契合了 RTO 的再生逻辑。
2. 核心战略优势
- 卓越的能源投资回报率在“自热点”,VOCs 作为主要燃料,使该过程几乎可以自我维持。
- 降低运营成本长期运营成本比传统热氧化器 (TO) 低 60-80%。
- 脱碳通过最大限度地减少化石燃料的使用,区域输电组织(RTO)与荷兰的政策保持一致。 气候协调 (气候协议)目标。
3. 局限性及缓解措施
- 高浓度风险如果浓度超过 25% LEL,系统有过热的风险。 解决方案:采用热气旁通或新鲜空气稀释。
- 颗粒物污染:医药粉尘或油雾会堵塞陶瓷。 解决方案安装高效预过滤器(例如,G4+F7+H13)。
关键组件和生态系统支持
- 陶瓷介质高密度蜂窝陶瓷或莫来石。高表面积是传热的关键。
- 切换阀(提升阀)必须使用气动零泄漏阀,以防止未经处理的气体“泄漏”。
- 燃烧器:调节式燃烧器(例如 Maxon 或 Eclipse)可在启动期间提供精确控制。
- 二次热回收将余热重新导向工厂暖通空调或水预热系统,以实现最高效率。
主流RTO品牌比较
| 品牌 | 核心力量 | TER / DRE | 决策逻辑 |
|---|---|---|---|
| 杜尔(Ecopure) | 德国工程技术;超稳定。 | 97% / 99.9% | 最适合高预算、高风险的制药集群。 |
| 永恒之力 | 强整合软胶囊/注射剂领域的专家。 | 96% / 99.5% | 最适合 成本效益 以及专用工业撬装设备。 |
| 安吉尔 | 具备腐蚀性/卤化物尾气处理方面的专业知识。 | 95% / 99% | 适用于复杂的化学合成/纯化。 |
全球监管环境与本地搜索引擎优化(荷兰)
1. 荷兰和欧盟市场
在荷兰, ILT (人类环境与交通监察局)严格执行VOC管理计划。
- 遵守欧盟工业排放指令(EU IED)。
- 补贴荷兰公司可以利用 EIA(能源投资安全运输) RTO投资可享受大幅税收减免。
2. 全球基准
- 美国:遵循美国环保署第 25A 方法。
- 中国GB 37822-2019 标准规定,RTO 是进入化工园区的先决条件。
实地经验与案例研究
实地洞察:“堵塞”的教训
在一个项目中 北布拉班特省我们观察到三个月内压力骤降。
- 问题软胶囊生产过程中产生的微量油雾在陶瓷表面碳化。
- 修复方案:加装三级过滤系统和自动“烘烤”循环。
- 课预处理是决定您 RTO 寿命的“心脏”。
案例研究:荷兰大型制药公司(50,000 $m^3/h$)
- 背景碳床运营成本高,乙醇排放不稳定。
- 解决方案:3塔式RTO+二次能量回收。
- 结果DRE稳定在99.5%;年度天然气节省量超过 €120,000.
未来趋势:下一代区域培训机构
- RTO + 碳捕获(CCUS):捕获清洁的 $CO_2$ 用于荷兰温室。
- 氢气燃烧器向零碳辅助燃料过渡。
- 人工智能维护利用机器学习预测负荷波动并优化阀门循环。
结论对于荷兰和全球制药企业而言,高规格 恢复运营 这不仅仅是环境成本,更是实现“绿色工厂”愿景的战略资产。





















