Case Study · Industrial Emission Control
How a secondary lead-zinc smelter eliminated white plume emissions, achieved ultra-low discharge compliance, and cut annual operating costs — with zero secondary pollution.
Magnetic Fume Scrubbing
Lead-Zinc Flue Gas Treatment
Non-Thermal Plume Suppression
01 — Industry Background
Why Lead-Zinc Smelters Face a White Plume Crisis
The global transition toward electric vehicles and energy storage has triggered a surge in demand for secondary lead and zinc. Smelters running reverberatory furnaces, blast furnaces, and electric arc processes now handle higher throughput loads than ever before — and with that comes a proportional rise in flue gas volume, sulfur dioxide concentration, and visible white plume discharge.
In lead-zinc smelting, flue gas leaving a desulfurization scrubber is typically saturated with water vapor, residual fine particulates (<2.5 µm), acid mist droplets, and trace sulfur compounds. Even after conventional wet flue gas desulfurization (WFGD), the stack exhaust remains visibly opaque — a persistent white or grey plume that violates increasingly stringent visual-emission regulations in China, the EU, and other jurisdictions.
Regulatory pressure compounds the operational challenge. In China, the Emission Standard of Air Pollutants for Lead and Zinc Industry (GB 25466–2010, revised 2023) mandates particulate emissions below 10 mg/Nm³ and SO&sub2; below 100 mg/Nm³, with an additional requirement for no visible white plume under normal operating conditions. Similar visual-emission benchmarks now appear in EU Industrial Emissions Directive (IED) Best Available Technique (BAT) conclusions and EPA 40 CFR Part 60 Subpart A references.
“Conventional alkali-solution scrubbing can reduce SO&sub2; — but it cannot eliminate the white plume. That requires removing the fine aerosol phase simultaneously, which is where magnetic field purification changes the equation.”
— Engineering Technical Summary, Magnetic Plume Abatement Project

02 — Pollution Profile
Flue Gas Characterization in Lead-Zinc Smelting Operations
In a typical secondary lead-zinc smelting facility, the primary emission source is the desulfurization tower exhaust stack. After wet scrubbing, the post-FGD flue gas stream carries a complex mixture of pollutants that differ fundamentally from raw furnace exhaust:
- Residual fine particulates (PM&sub2;.&sub5;): 50–70 mg/Nm³ at the desulfurization scrubber inlet, often persisting above 20 mg/Nm³ post-scrubbing without dedicated deep-treatment.
- Sulfur dioxide (SO&sub2;): Inlet concentrations typically 200–800 mg/Nm³; standard WFGD reduces this to 50–100 mg/Nm³, but achieving <35 mg/Nm³ requires enhanced polishing.
- Acid mist and SO&sub3; aerosols: These fine acidic droplets are highly corrosive and are the primary driver of visible white plume formation. Concentrations range from 20–80 mg/Nm³ after wet scrubbing.
- Saturated water vapor: Post-wet-scrubber gas is typically at 40–55°C with relative humidity near 100%, which condenses on cooling to form the visible white cloud.
- Heavy metal traces: Lead, zinc, cadmium, and arsenic compounds may be carried over as sub-micron aerosols from the smelting furnace, requiring capture to protect public health.
| المعلمة | Inlet Value | Outlet (Design) | Regulatory Limit |
|---|---|---|---|
| Mixed pollutant (particulates + acid mist) | 70 mg/Nm³ | ≤10 mg/Nm³ | ≤10 mg/Nm³ |
| Flue gas volume | 150,000 Nm³/h | — | — |
| Inlet flue gas temperature | ≈35°C | — | — |
| Purification efficiency | — | ≥97% | — |
| Visible white plume | Present (severe) | None (invisible) | Invisible under normal conditions |
03 — Engineering Requirements
Design Criteria for Magnetic Plume Abatement in Metal Smelting
Before selecting a white plume control technology, the engineering team established the following non-negotiable design criteria. These are consistent with the technical specification requirements documented in the project record and reflect industry-wide best practices for smelter off-gas treatment.
Compliance-First Design
The selected technology and all ancillary materials and manufacturing processes must meet relevant national standards. The system must maintain stable performance even when flue gas volume fluctuates between 10% and 110% of design capacity.
Mature, Proven Technology
Only commercially proven purification processes are acceptable — no pilot-scale or experimental technologies. The system must achieve a 30%–50% improvement over existing baseline performance using verified abatement techniques.
Corrosion-Resistant Construction
All components in contact with the acidic flue gas stream — including ducts, vessels, graphene composite absorber layers, and fans — must be fabricated from corrosion-resistant materials with certified anti-corrosion treatment.
انعدام التلوث الثانوي
The system must not generate additional wastewater, spent reagent, or hazardous solid waste streams. By-products, if any, must be directly recyclable or disposable without environmental risk.
كفاءة الطاقة
The system running power must be minimized through equipment selection and engineering optimization. Raw materials must have a stable and reliable domestic supply chain. All major equipment must source from nationally recognized quality-certified manufacturers.
Noise & Footprint Control
Equipment noise must not exceed 85 dB(A) measured at 1 m from the unit, meeting GB 12348–2008 Class II industrial boundary limits. The layout must minimize site footprint to facilitate integration with existing plant infrastructure.
Modular Scalability
The modular design concept must accommodate evolving environmental requirements over 3–5 years. Additional purification capacity must be addable without redesigning the core system architecture.
Forward-Looking Regulatory Alignment
The system must eliminate visual pollution while simultaneously reducing low-frequency gaseous pollutant emissions to achieve ultra-low discharge standards, responding to current and anticipated environmental policy requirements in the region.
04 — Treatment Solution
How Magnetic Plume Abatement Technology Works
Magnetic Plume Abatement (MPA) — also referred to as magnetic fume scrubbing, magnetic field flue gas purification, magnetohydrodynamic plume suppression, or non-thermal white smoke elimination — is a dry purification technology that exploits the interaction between a controlled magnetic field and airborne polar molecules and charged aerosol particles in flue gas.
The core mechanism combines two physical effects: (1) magnetic field-induced migration, where paramagnetic molecules such as water vapor, SO&sub3; mist, and fine acidic droplets are deflected toward and captured by a graphene composite absorber layer; and (2) dipole alignment and aggregation, where sub-micron particulates are caused to collide and agglomerate into larger, more easily captured clusters. The result is a simultaneous reduction in particulate matter, acid aerosols, and saturated water content in the exiting gas stream — the three co-contributors to visible white plume formation.
Process Flow: From Desulfurization Tower Outlet to Clean Stack Discharge
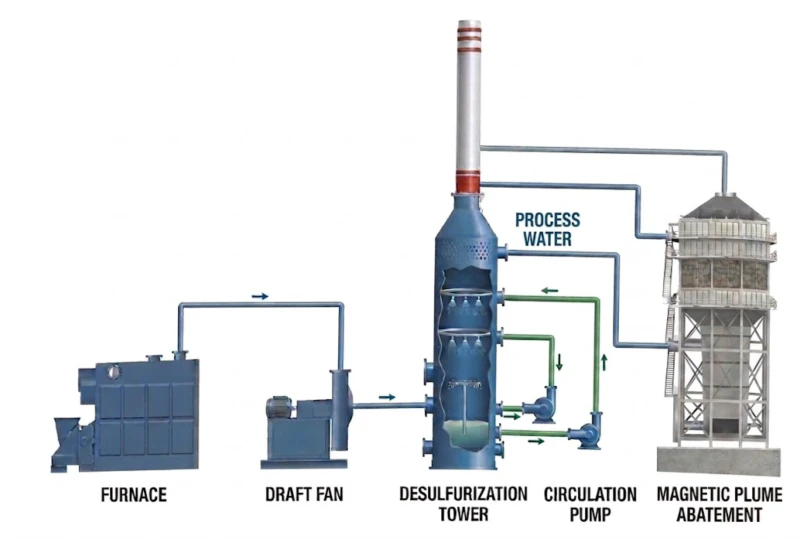
System Configuration & Key Technical Parameters
For the lead-zinc smelting application, the magnetic plume abatement unit is configured as a tower-external, top-entry / bottom-exhaust module installed directly atop the existing desulfurization tower. This configuration eliminates the need for new ductwork runs and minimizes installation downtime. The key technical parameters selected for this project are:
| المعلمة | مواصفة |
|---|---|
| Unit Model | BLCNXB-15W |
| Layout Type | Tower-external, stand-alone module |
| Air Inlet / Outlet Orientation | Bottom-entry, top-exhaust |
| كفاءة التنقية | ≥97% |
| Inlet Mixed Pollutant Concentration | 70 mg/Nm³ |
| Outlet Mixed Pollutant Concentration | ≤10 mg/Nm³ |
| System Resistance | 250 Pa |
| Treated Flue Gas Volume | 150,000 Nm³/h |
| Absorber Layer Material | Graphene composite |
| Equipment Dimensions (L×W×H) | 13.6 m × 8.15 m × 20.2 m |
| Magnetic Energy Generator Model | BLEMG-2K |

05 — Core Advantages
Why Magnetic Plume Abatement Outperforms Conventional Alternatives
- ✓
True Visible-Emission Elimination: Unlike conventional alkali-scrubber upgrades that only reduce pollutant concentration, MPA simultaneously removes fine aerosols, acid mist, and saturation water vapor — the three physical co-causes of white plume formation. The stack exhaust is genuinely invisible under all normal operating conditions, not merely less opaque. - ✓
Dry Process — Zero Wastewater, Zero Chemical Reagent: Conventional wet plume suppression (e.g., sodium hydroxide scrubbing, calcium hydroxide solution sprays) generates significant volumes of contaminated wastewater and spent reagent requiring further treatment. MPA is entirely dry — no liquid inputs, no liquid waste outputs, no reagent procurement cost. - ✓
Low Operating Power — Cost-Efficient Over Asset Lifetime: System running power is 15 kW for a 150,000 Nm³/h treatment capacity, resulting in an annual electricity cost of approximately 43,200 RMB (based on 300 operating days, 0.4 RMB/kWh). This compares favorably with wet reheat systems that require 80–150 kW to achieve equivalent visible-emission suppression. - ✓
High Operational Flexibility — Designed for Variable Smelting Loads: Smelter output is inherently variable due to batch processing, maintenance cycles, and feed material quality variation. The MPA system maintains design-level purification performance across a 10%–110% flue gas volume range without manual intervention or set-point adjustment. - ✓
Rapid Integration with Existing Infrastructure: The tower-external, plug-in module design requires only addition of a flue gas baffle at the desulfurization tower top and a short connecting duct to the MPA unit inlet. No new foundations, no structural modifications to the existing tower, and no changes to upstream process equipment. Typical installation can be completed during scheduled maintenance shutdowns. - ✓
Proactive Regulatory Positioning: As environmental enforcement intensifies globally, plants equipped with MPA can demonstrate best-available-technology compliance with immediate effect and are well-positioned to meet future emission tightening without capital re-investment in core treatment infrastructure.
Technology Comparison: Magnetic Plume Abatement vs. Conventional Alternatives
| Criterion | Magnetic Plume Abatement | Wet Alkali Scrubbing | GGH Reheating |
|---|---|---|---|
| White plume elimination | Complete (invisible stack) | Partial (haze remains) | Moderate (varies with temp) |
| Secondary wastewater | لا أحد | High volume | لا أحد |
| Running power (kW) | 15 kW | 60–100 kW | 80–150 kW |
| Chemical reagent cost | صفر | Ongoing (NaOH / Ca(OH)&sub2;) | صفر |
| Installation complexity | Low (plug-in module) | High (pipeline, pumps, basin) | Medium (heat exchanger) |
| Purification efficiency | ≥97% | ≈80–85% | N/A (no removal) |
06 — Operational Results
Commissioning Outcomes and Verified Operating Data
The magnetic plume abatement unit completed first-time commissioning successfully. All operating data and plume abatement performance results met design targets. The stack exhaust achieved a genuinely invisible state with no white vapor visible under normal operating conditions, as verified by independent third-party monitoring.

07 — Implementation Cautions
Critical Engineering Considerations Before Deployment
- ⚠️
Acid mist pipeline routing complexity: Desulfurization units handling sulfur-rich smelter off-gas can have multiple acid mist condensate lines with irregular flow patterns. A computational fluid dynamics (CFD) gas flow model should be conducted prior to duct design, and manual air dampers should be installed on every acid mist branch line to enable system-level airflow balancing and troubleshooting. - ⚠️
Corrosive media compatibility: Standard sodium hydroxide and calcium hydroxide solution scrubbing generates wastewater and spent liquor with high TDS and heavy metal content. The MPA system by contrast is dry, but all ductwork upstream of the unit that carries saturated acid-laden gas must be specified in acid-resistant materials (typically FRP or acid-resistant steel with epoxy lining). Do not source components from non-certified vendors to reduce cost. - ⚠️
Baseline parameter verification: Actual smelter flue gas parameters — flow rate, temperature, pollutant concentrations — must be independently measured via isokinetic stack sampling before equipment sizing is finalized. Relying solely on furnace design parameters or historical estimates frequently leads to undersized systems that cannot achieve outlet targets during peak production. - ⚠️
Upstream dust loading: If the upstream desulfurization system lacks a dedicated cyclone or baghouse pre-filter, coarse particulate carry-over can gradually foul the graphene composite absorber layer in the MPA unit, reducing efficiency over time. Conduct a particle size distribution survey of post-scrubber gas before finalizing upstream treatment steps. - ⚠️
Noise and community relations: Even though MPA system fans are low-power (15 kW), new fan installations can attract local community attention in densely populated industrial zones. Conduct a noise impact assessment per GB 12348–2008 before commissioning and install acoustic enclosures if the predicted fan noise at the nearest receptor exceeds 55 dB(A) daytime or 45 dB(A) nighttime.
08 — Engineering Takeaways
Four Transferable Lessons from This Project
- 1
A downstream add-on can outperform a full system replacement. Rather than rebuilding the entire desulfurization train, adding the MPA unit as a polishing stage achieved compliance at a fraction of the cost of a full plant retrofit. For older smelters with functional but non-compliant FGD systems, this plug-in approach is often the most economically rational path to white plume compliance. - 2
Airflow balance is as important as purification chemistry. Initial commissioning revealed that sub-optimal airflow distribution among the acid mist branch lines was causing localized over-loading in one section of the MPA absorber. Installation of manual balancing dampers and re-commissioning of the fan curve resolved this without hardware changes. Allocate time for airflow calibration in the commissioning schedule. - 3
Dry technology simplifies ongoing compliance monitoring. With no liquid reagent to manage and no wastewater discharge permit to maintain, the environmental compliance burden on plant operators is substantially reduced. Online particulate monitors provide continuous proof of compliance without the labor-intensive periodic manual stack tests that wet systems require. - 4
Modularity enables future-proofing without over-investment. The modular architecture of the MPA system means that if a future regulatory revision lowers the visible-emission threshold or adds new pollutant parameters (e.g., mercury vapor), incremental modules can be added without replacing the core unit. This protected the project’s capital investment from regulatory obsolescence.
09 — Frequently Asked Questions
Magnetic Plume Abatement: Answers to the Ten Most Common Questions
From plant managers, environmental engineers, and procurement teams evaluating MPA technology for the first time.
Ready to Eliminate Your White Plume?
Explore the Full Range of Emission Control Solutions
From magnetic plume abatement to regenerative thermal oxidation systems for industrial VOC abatement, our engineering team delivers proven, field-verified solutions for the most demanding emission control challenges in heavy industry.





















