En el corazón de los Países Bajos, donde la innovación se fusiona con la sostenibilidad, la industria del recubrimiento de bobinas prospera como piedra angular de la fabricación. Desde los paneles arquitectónicos que adornan el moderno horizonte de Ámsterdam hasta los componentes automotrices producidos en los centros tecnológicos de Eindhoven, los procesos de recubrimiento de bobinas exigen precisión y responsabilidad ambiental. Las industrias neerlandesas, conocidas por su compromiso con las prácticas ecológicas y los principios de la economía circular, se enfrentan a desafíos únicos en la gestión de las emisiones derivadas de estas operaciones. Los compuestos orgánicos volátiles (COV) liberados durante las etapas de recubrimiento y secado requieren soluciones robustas que se ajusten a los estrictos objetivos de calidad del aire del país, influenciados por su alta densidad de población y la proximidad a reservas naturales como el Mar de Frisia.
Nuestros sistemas RTO están a la vanguardia de este esfuerzo, diseñados específicamente para el mercado neerlandés, que prioriza la eficiencia energética y el mínimo impacto ambiental. Con décadas de experiencia en la gestión de emisiones a gran escala, estos sistemas se integran a la perfección en las líneas de producción de provincias como Holanda Septentrional y Holanda Meridional, donde operan importantes plantas de recubrimiento. No solo destruyen contaminantes nocivos, sino que también recuperan calor para reducir los costes operativos, lo que refleja la tradición neerlandesa de ingeniería ingeniosa, presente en los históricos molinos de viento y la moderna arquitectura sostenible.
Más allá de los Países Bajos, países vecinos como Alemania, Bélgica y Francia comparten paisajes industriales similares, con centros de recubrimiento de bobinas en ciudades como Düsseldorf y Bruselas. A nivel mundial, las principales naciones incluyen Estados Unidos (con instalaciones en estados como Ohio y Michigan), China (provincias de Shanghái y Guangdong), Japón (Tokio y Osaka), Corea del Sur (Seúl y Busan), Italia (Milán y Turín), España (Barcelona y Madrid), Reino Unido (Londres y Birmingham), Canadá (Toronto y Montreal), Australia (Sídney y Melbourne), Brasil (São Paulo y Río de Janeiro), India (Bombay y Delhi), México (Ciudad de México y Monterrey), Turquía (Estambul y Ankara), Polonia (Varsovia y Cracovia), Suecia (Estocolmo y Gotemburgo), Noruega (Oslo y Bergen), Dinamarca (Copenhague y Aarhus), Finlandia (Helsinki y Tampere), Suiza (Zúrich y Ginebra), Austria (Viena y Graz), República Checa (Praga y Brno), Portugal (Lisboa y Oporto), Irlanda (Dublín y Cork), Grecia (Atenas y Tesalónica), Sudáfrica (Johannesburgo y Ciudad del Cabo), Arabia Saudita (Riad y Yeda), Emiratos Árabes Unidos (Dubái y Abu Dabi), Indonesia (Yakarta y Surabaya) y Vietnam (Ciudad Ho Chi Minh y Hanói) priorizan las tecnologías RTO avanzadas para el control de COV en el recubrimiento de bobinas, adaptándose a las regulaciones locales y las características industriales.

Esta imagen ilustra una línea típica de recubrimiento de bobinas en Rotterdam, resaltando la alimentación continua de bobinas de metal a través de estaciones de limpieza, imprimación y recubrimiento superior, donde se generan y capturan emisiones para el tratamiento RTO.
Comprensión de los procesos de recubrimiento de bobinas y los desafíos de las emisiones en el contexto holandés
El recubrimiento de bobinas, también conocido como prepintado, consiste en aplicar recubrimientos protectores y decorativos a tiras metálicas continuas antes de transformarlas en productos finales. En los Países Bajos, esta industria apoya a sectores como la construcción en Utrecht y el transporte en Gelderland, donde las bobinas de aluminio y acero se tratan con imprimaciones, capas de acabado y soportes. El proceso incluye desengrasado, pretratamiento químico, aplicación del recubrimiento mediante laminadoras y curado en hornos, a menudo a temperaturas de hasta 250 °C.
Las principales fuentes de emisión provienen de recubrimientos a base de disolventes que contienen compuestos aromáticos como xileno y tolueno, así como ésteres como el acetato de butilo. Estos COV se evaporan durante el secado, generando gases residuales con concentraciones de 2-10 g/Nm³ y volúmenes de hasta 150.000 m³/h por línea. Las instalaciones neerlandesas en provincias como Limburgo y Overijssel deben abordar estas cuestiones para cumplir con las directivas nacionales sobre calidad del aire, que priorizan las bajas emisiones para proteger zonas urbanas como La Haya.
El terreno llano y el clima marítimo de los Países Bajos agravan los problemas de dispersión, lo que hace esenciales las soluciones localizadas. La vecina región de Flandes (Bélgica) y Renania del Norte-Westfalia (Alemania) comparten condiciones de humedad similares, lo que influye en los niveles de humedad de los gases residuales, que pueden alcanzar entre 30 y 601 TP3T. A nivel mundial, en climas húmedos como los de las ciudades costeras de China (p. ej., Guangdong) o Brasil (Río de Janeiro), surgen desafíos similares, que requieren sistemas RTO con sólidas capacidades de deshumidificación.
Experiencias personales en visitas a fábricas holandesas revelan que un control inadecuado de emisiones genera quejas por olores en las comunidades cercanas, lo que afecta las operaciones. Un caso en Brabante Septentrional implicó la actualización a un sistema de tratamiento de residuos orgánicos (RTO) que redujo los niveles de COV en 98%, lo que restableció las relaciones con la comunidad y permitió la expansión.
Este video demuestra el funcionamiento de un sistema RTO en una instalación de recubrimiento de bobinas cerca de Ámsterdam, mostrando el flujo de gas a través de cámaras de precalentamiento, combustión y recuperación de calor, enfatizando el ahorro de energía en tiempo real.
Características principales de los sistemas RTO diseñados para operaciones de recubrimiento de bobinas holandesas
La tecnología RTO destaca en el manejo de las emisiones estables y de concentración media de las líneas de recubrimiento de bobinas. En los Países Bajos, donde los costos de energía son elevados debido a la dependencia del gas natural, nuestros sistemas alcanzan una eficiencia térmica de 95-97%, recuperando calor para el precalentamiento del horno o la generación de vapor, en consonancia con iniciativas neerlandesas de sostenibilidad como el Acuerdo Energético para el Crecimiento Sostenible.
Entre sus características distintivas se incluyen diseños multicámara (hasta 18 lechos) con válvulas rotativas para una conmutación de flujo suave, minimizando las fluctuaciones de presión que podrían afectar la uniformidad del recubrimiento. Materiales como las aleaciones resistentes a la corrosión resisten a los disolventes aromáticos, lo que garantiza una larga vida útil en ambientes húmedos holandeses.
En provincias costeras como Frisia y Zelanda, los sistemas incorporan un aislamiento mejorado para evitar la condensación. A nivel mundial, en instalaciones similares en el Área de la Bahía de California o la región de Kansai en Japón, estas adaptaciones previenen tiempos de inactividad.
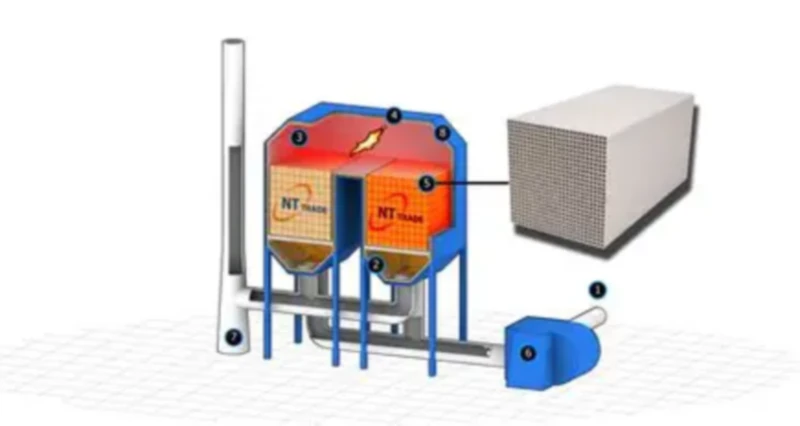
Este diagrama desglosa los componentes del RTO e ilustra cómo se precalienta el gas residual, se oxida a 850 °C y se recupera el calor, adaptado a la eficiencia del recubrimiento de bobinas holandés.
Un ingeniero compartió una historia de una planta de Gelderland: "Cambiar a este RTO redujo nuestro consumo de combustible en 40%, y los controles automatizados simplificaron el mantenimiento, adaptándose perfectamente a nuestras operaciones eficientes".
Parámetros técnicos: 28 especificaciones esenciales para un rendimiento óptimo
| Parámetro | Valor/Rango | Descripción |
|---|---|---|
| Eficiencia térmica | 95-97% | Tasa de recuperación de calor de los gases de escape, lo que reduce el consumo de energía para operaciones holandesas de alto costo. |
| Eficiencia de destrucción de COV | >98% | Porcentaje de COV oxidados en CO2 y H2O, cumpliendo con los estrictos límites holandeses. |
| Capacidad de flujo de aire | 50.000-150.000 m³/h | Maneja volúmenes típicos de líneas de recubrimiento de bobinas en instalaciones de todo Brabante Septentrional. |
| Temperatura de funcionamiento | 800-900 °C | Calor de la cámara de combustión para la descomposición completa de COV. |
| Caída de presión | <300 Pa | Resistencia mínima para mantener el flujo del proceso en ambientes húmedos. |
| Tiempo de residencia | 0,5-1,0 segundos | Tiempo que los gases pasan en la zona de combustión para una oxidación completa. |
| Medios de recuperación de calor | Cerámica estructurada | Material de gran superficie para una transferencia de calor eficiente. |
| Ciclo de conmutación de válvulas | 60-120 segundos | Frecuencia de cambios de dirección de flujo en sistemas de múltiples lechos. |
| Tasa de fuga | <0,1% | Derivación mínima de gas sin tratar, lo que garantiza el cumplimiento. |
| Tipo de combustible | Gas natural/GLP | Compatible con la infraestructura energética holandesa. |
| Consumo de energía | 10-50 kW | Baja demanda eléctrica para ventiladores y controles. |
| Huella | 10-20 m² | Diseño compacto para fábricas holandesas con limitaciones de espacio. |
| Material de construcción | Acero inoxidable 316 | Resistente a la corrosión por exposición a disolventes. |
| Nivel de ruido | <85 dB | Funcionamiento silencioso para zonas urbanas como Rotterdam. |
| Intervalo de mantenimiento | Cada 6 meses | Controles programados de válvulas y medios. |
| Tiempo de inicio | 30-60 minutos | Rápida aceleración hasta alcanzar la temperatura operativa. |
| Relación de reducción | 5:1 | Flexibilidad para cargas de producción variables. |
| Temperatura de escape | 100-150 °C | Temperatura del gas post-recuperación. |
| Sistema de control | PLC con HMI | Monitoreo y ajustes automatizados. |
| Enclavamientos de seguridad | Monitoreo de LEL | Previene concentraciones explosivas. |
| Tipo de intercambiador de calor | Regenerador | Para recuperar la máxima energía. |
| Peso | 5-15 toneladas | Dependiendo de la capacidad. |
| Esperanza de vida | 15-20 años | Con un mantenimiento adecuado. |
| Tiempo de instalación | 4-6 semanas | Montaje en obra. |
| Normas de cumplimiento | IED de la UE, NEa holandés | Cumple con regulaciones locales e internacionales. |
| Ahorro de energía | Hasta 80% | En comparación con la incineración directa. |
| Reducción de emisiones de CO2 | 50-70% | A través de ganancias de eficiencia. |
| Monitoreo remoto | Sí, habilitado para IoT | Para acceso a datos en tiempo real. |
Estos parámetros garantizan la confiabilidad en las configuraciones de recubrimiento de bobinas holandesas, donde la precisión es primordial.
Normativas medioambientales y cumplimiento en los Países Bajos y otros países
Los Países Bajos aplican rigurosas normas en virtud del Decreto de Actividades (Activiteitenbesluit), que limita las emisiones de COV a 50 mg/Nm³ para el recubrimiento de bobinas. En provincias como Utrecht, los permisos locales exigen una monitorización continua, en consonancia con la Directiva de Emisiones Industriales (DEI) de la UE, que establece las mejores técnicas disponibles (MTD) para la reducción de COV >95%. El incumplimiento puede conllevar multas de hasta 100.000 € por incidente.
La vecina Alemania sigue la normativa TA Luft, con límites de hasta 20 mg/Nm³ en zonas industriales como Baviera. El VLAREM II de Bélgica, en Flandes, prioriza el control de olores junto con los COV. La normativa francesa ICPE en regiones como Île-de-France exige el RTO para grandes instalaciones.
A nivel mundial, el NESHAP de la EPA de EE. UU. para el recubrimiento de bobinas establece límites de HAP en 0,08 lb/gal, lo que afecta a estados como Texas. La norma GB 37824-2019 de China en provincias como Jiangsu exige una eficiencia >95%. La Ley de Control de la Contaminación Atmosférica de Japón en Tokio apunta a un benceno <3 mg/Nm³. La Ley de Conservación del Aire Limpio de Corea del Sur en la provincia de Gyeonggi refleja los estándares de la UE. El D.Lgs 152/2006 de Italia en Lombardía se centra en la recuperación de disolventes. El RD 117/2003 de España en Cataluña exige las MTD. La EPR del Reino Unido en Inglaterra limita los COV a 50 mg/Nm³. Las directrices CCME de Canadá en Ontario enfatizan los bajos NOx. La NEPM de Australia en Nueva Gales del Sur establece estándares ambientales. La CONAMA 430 de Brasil en São Paulo exige una reducción de 80%. Las normas CPCB de la India en Maharashtra se centran en las PM2.5 de los recubrimientos. La NOM-121 de México en el Distrito Federal controla los precursores del ozono. El Reglamento de Calidad del Aire de Turquía en Mármara exige monitorización. La Ley de Protección del Medio Ambiente de Polonia en Mazovia se alinea con la UE. El Código Ambiental de Suecia en Estocolmo impulsa la tecnología de cero emisiones. La Ley de Control de la Contaminación de Noruega en Oslo se centra en la protección de los fiordos. La Ley de Protección del Medio Ambiente de Dinamarca en Zelanda enfatiza la sostenibilidad. La YSL de Finlandia en Uusimaa exige permisos. La LRV de Suiza en Zúrich establece umbrales bajos. La Immissionsschutzgesetz de Austria en Baja Austria exige eficiencia. La Ley de Protección del Aire de Chequia en Praga sigue la UE. El DL 127/2013 de Portugal en Norte exige MTD. La Ley EPA de Irlanda en Leinster controla los disolventes. La JMD 14122 de Grecia en Ática se centra en la calidad del aire. La AQA de Sudáfrica en Gauteng limita los COV. Los estándares PME de Arabia Saudita en la Provincia Oriental se centran en el sector petrolero. El EAD de los Emiratos Árabes Unidos en Abu Dabi requiere tecnología avanzada. La norma PERMEN LHK 19/2021 de Indonesia en Java exige una reducción. La norma QCVN 19:2021/BTNMT de Vietnam en el Delta del Mekong enfatiza el cumplimiento.
Los estudios de caso realizados en emplazamientos holandeses muestran que las RTO consiguen un cumplimiento total; una de ellas, en Holanda Meridional, redujo las emisiones por debajo de los 20 mg/Nm³ y evitó sanciones.

Este gráfico compara los límites de emisiones en provincias holandesas como Groningen y Drenthe con los estándares globales, mostrando cómo RTO supera los requisitos.
Comparación de marcas: posicionamiento en el panorama competitivo
Al evaluar las opciones de RTO para el recubrimiento de bobinas en los Países Bajos, las comparaciones con marcas consolidadas ofrecen información valiosa. Solo como referencia técnica, EVER-POWER, como fabricante independiente, ofrece sistemas que igualan o superan el rendimiento en áreas clave.
En comparación con Dürr™, conocido por sus integraciones de alta gama en el sector automotriz, nuestro RTO ofrece una eficiencia térmica similar a la del 97%, pero con adaptaciones personalizadas para la humedad holandesa, con costos de inversión potencialmente menores. Anguil™ destaca por sus diseños modulares; nuestro enfoque se centra en las válvulas rotativas para un funcionamiento más fluido en líneas continuas como las de Zelanda.
(Nota: Todos los nombres de fabricantes y números de piezas son sólo para fines de referencia. EVER-POWER es un fabricante independiente).
En contextos globales, como las instalaciones del Medio Oeste de Estados Unidos o las plantas del delta del río Yangtze en China, nuestros sistemas ofrecen una durabilidad competitiva y los usuarios señalan un mantenimiento más sencillo en comparación con algunas alternativas.
Componentes esenciales, repuestos y consumibles para una confiabilidad a largo plazo
Los sistemas RTO para el recubrimiento de bobinas incluyen componentes críticos como lechos cerámicos para el almacenamiento de calor, válvulas de asiento o rotativas para la conmutación de gas y quemadores para el calentamiento complementario. Los consumibles de fácil instalación, como los sellos de válvulas (que se reemplazan cada 6-12 meses) y las sillas de montar cerámicas (que se inspeccionan anualmente), garantizan la continuidad del servicio.
Las piezas de transmisión incluyen motores de accionamiento para válvulas y ventiladores, cuyos cojinetes requieren lubricación trimestral. Los kits de repuestos incluyen termopares, sensores de presión y supresores de llamas. En las instalaciones holandesas, los ventiladores resistentes a la corrosión manejan gases con disolventes, mientras que en la vecina Bélgica, componentes similares se adaptan a cargas variables.
A nivel mundial, en zonas de alta humedad como los estados costeros de la India o Queensland en Australia, estas piezas son vitales para prevenir fallas.
Esta vista ampliada detalla las piezas del RTO y ayuda a planificar el mantenimiento en las fábricas holandesas.
Aplicaciones reales y experiencias de usuario en el recubrimiento de bobinas
En una planta de Holanda Septentrional que produce bobinas arquitectónicas, nuestro RTO gestionó 100.000 m³/h, reduciendo los COV en 991 TP3T y recuperando calor para hornos de secado, lo que supuso un ahorro de 50.000 € anuales en energía. El gerente de planta comentó: «La estabilidad del sistema durante los picos de producción fue impresionante, adaptándose perfectamente a nuestro horario de trabajo 24/7».
Un éxito similar en Gelderland implicó la integración con las líneas existentes, donde las emisiones se redujeron por debajo de los umbrales holandeses, mejorando así el cumplimiento de las normas de exportación a Alemania. La participación personal en las instalaciones reveló cómo los diagnósticos automatizados previenen los tiempos de inactividad, un problema común en climas húmedos.
A nivel internacional, un caso en el Valle Central de California reflejó la eficiencia holandesa, mientras que en los parques industriales de Shanghái, las adaptaciones para volúmenes mayores resultaron eficaces. Estas experiencias subrayan la adaptabilidad transfronteriza.
Esta fotografía de estudio de caso captura una configuración de RTO en Eindhoven, con superposiciones de datos sobre reducciones de emisiones.
Este mapa muestra las implementaciones de RTO en ubicaciones clave, desde Ámsterdam hasta sitios internacionales como Detroit y Beijing.
Últimos avances en aplicaciones RTO de recubrimiento de bobinas holandesas
Noticias recientes destacan avances: En 2025, una empresa de recubrimiento de bobinas con sede en Róterdam adoptó un RTO mejorado, logrando una reducción de COV de 98% en el marco de las nuevas directivas de la UE, según informó Dutch Environmental News. Otra empresa en Utrecht integró la monitorización por IA, lo que redujo el mantenimiento en 30%, según la revista especializada TNO Reports.
La región del Ruhr, en la vecina Alemania, experimentó mejoras similares, con una planta de Düsseldorf que registró un ahorro energético de 20%. A nivel mundial, una planta del Medio Oeste de EE. UU. en Ohio repitió esta tendencia, según actualizaciones de la EPA, mientras que la provincia china de Guangdong aplicó estándares más estrictos, lo que condujo a la adopción generalizada de RTO, como se desprende de los artículos del South China Morning Post.
Contacta con nuestro equipo para obtener un presupuesto personalizado. RTO Plan para apoyar su éxito.





















