Sistema sinérgico integrado de tratamiento de gas WAM y RTO
Solución altamente eficiente para los desafíos de oxidación de gases residuales (WAM) de alta concentración, gran volumen y composición compleja, que elimina por completo los riesgos de seguridad y la obstrucción de los medios regenerativos.
¿Por qué las RTO tradicionales no logran procesar flujos WAM de forma segura?
Los oxidadores térmicos regenerativos estándar están diseñados exclusivamente para parámetros de COV gaseosos predecibles. Cuando se exponen a corrientes de gases de escape industriales (WAM, por sus siglas en inglés) volátiles y de alta concentración, o a corrientes de gases de escape industriales muy complejos, las configuraciones tradicionales sufren vulnerabilidades térmicas y estructurales inmediatas.
Altos riesgos de explosión y picos de LEL
Las corrientes de gas WAM suelen presentar picos de concentración severos e impredecibles. Los controles de seguridad estándar de RTO no logran mitigar las fluctuaciones repentinas, lo que provoca que las proporciones de mezcla localizadas superen el umbral crítico del LEL (Límite Inferior de Explosividad) del 25%, desencadenando una deflagración de emergencia o el apagado del sistema.
Obstrucción por condensación y altas presiones
Los compuestos orgánicos de alto punto de ebullición y los monómeros viscosos presentes en los flujos de WAM, sin tratar, se licúan fácilmente en las zonas de menor temperatura. Se condensan directamente sobre las superficies cerámicas de panal, provocando fuertes caídas de presión y aumentando los costos de funcionamiento continuo de los ventiladores de tiro inducido.
Acristalamiento y ensuciamiento a altas temperaturas
Cuando las partículas orgánicas penetran en la cámara de combustión principal a temperaturas superiores a 820 °C, los complejos de polvo inorgánico y los compuestos alcalinos vaporizados se adhieren al medio regenerativo. Este proceso irreversible de vitrificación térmica reduce la eficiencia de recuperación de calor y obliga a reemplazar el medio regenerativo prematuramente.

Proceso de acondicionamiento y destrucción térmica en múltiples etapas
Para superar las limitaciones estructurales de los equipos independientes, implementamos una arquitectura de ingeniería que combina "Preacondicionamiento ± Oxidación Térmica ± Gestión de Seguridad". Este proceso separa de forma segura los componentes volátiles explosivos o pegajosos antes de su destrucción térmica.
Etapa 01 Bucle de acondicionamiento dinámico
Los gases volátiles entrantes de WAM se someten a análisis multisensor. Los conjuntos de acondicionamiento de LEL de alta velocidad introducen bucles de aire de dilución calculados en fracciones de segundo, reduciendo de forma segura las concentraciones de volátiles por debajo del riguroso parámetro de explosividad LEL 25%.
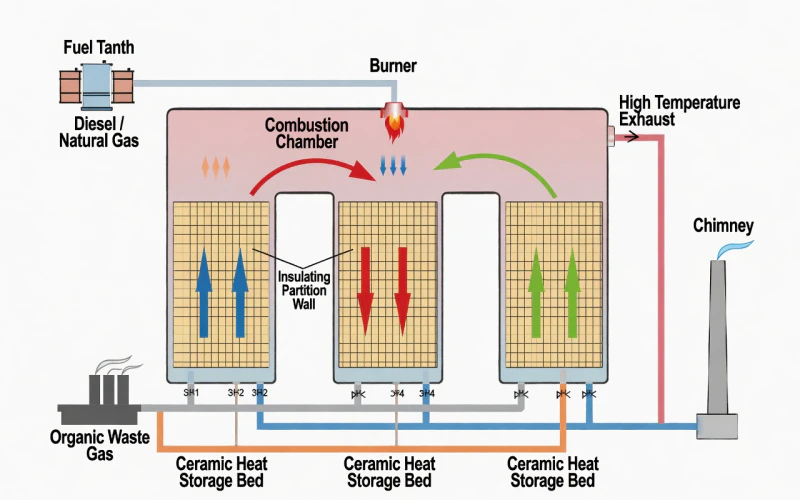
Etapa 02 Barrera de oxidación de núcleo de 3 lechos
El gas estabilizado ingresa a un oxidante térmico regenerativo de tres lechos especializado. Secuencias alternas de flujo de aire cíclico dirigen el gas a través de bloques monolíticos de panal de abeja de alta calidad hacia una zona de retención central que opera a ≥ 820 °C, descomponiendo matrices orgánicas con una tasa de destrucción certificada del 99,91 TP3T.
Etapa 03 Captura de energía y desacidificación
Los gases de escape limpios y a alta temperatura se someten a una recuperación térmica primaria de alta eficiencia, alcanzando una recuperación de energía térmica (TER) de ≥ 95%. Posteriormente, el gas se dirige a través de circuitos de lavado químico de enfriamiento rápido para eliminar de forma segura los subproductos ácidos nocivos antes de su liberación a la atmósfera.
Superioridad del sistema de ingeniería central
Configuraciones diseñadas para maximizar los márgenes de tiempo de ejecución en entornos operativos adversos.
Redundancia a prueba de explosiones
Equipado con un sistema de enclavamiento programático de tres etapas. Si las características del flujo superan los límites de seguridad, los sistemas automatizados de derivación de emergencia con ventilación rápida garantizan la protección del núcleo del RTO de forma segura.
Matriz de cero obstrucciones
Los bucles de filtración fraccionada frontales aíslan los polímeros pegajosos y los elementos condensables antes de las zonas de recuperación de calor, protegiendo así los lechos de matriz internos de la acumulación de compuestos sólidos.
Autosostenimiento autotérmico
Una vez que los puntos de temperatura operativa de referencia coinciden con los valores mínimos de energía, las necesidades de combustible auxiliar se reducen a cero absoluto. El excedente de energía térmica puede redirigirse a los procesos de producción.

Validación de ingeniería WAM comprobada
Desafío: Un fabricante químico global experimentó paradas crónicas por sobrecalentamiento del RTO y obstrucciones internas graves en la estructura de panal debido al uso de disolventes pesados e irregulares en el procesamiento por lotes.
Solución: La implementación de un bucle central de estabilización LEL multisensor integrado directamente con una configuración térmica regenerativa de 3 lechos diseñada específicamente.
¿Listo para proteger su matriz de proceso de flujo WAM de alta concentración? Ejecute una simulación dinámica de fluidos personalizada según los límites de su perímetro de ingeniería.
Solicitar simulación de flujo WAM personalizada
Escenarios de aplicación estratégica en la industria
Ofrecemos matrices de oxidación térmica a medida para gases residuales industriales WAM complejos y de alta concentración, que abarcan estos sectores manufactureros clave:

Petroquímica y productos químicos finos
Este sistema trata de forma especializada los gases residuales de disolventes mixtos de alta concentración y complejidad, procedentes de columnas de destilación y de los escapes de las bombas de vacío de los reactores. El sistema utiliza un acondicionamiento de precisión del límite inferior de explosividad (LIE) en la etapa inicial para eliminar por completo los riesgos de explosión instantánea causados por variaciones en la corriente volátil, al tiempo que garantiza una recuperación térmica eficiente.

Nuevos materiales y síntesis de resinas
Resuelve con éxito los problemas de purificación de gases residuales que contienen polímeros de alto punto de ebullición, resinas de pasta de PVC y elementos compuestos viscosos. Emplea la intercepción de condensación en múltiples etapas junto con diseños de matriz cerámica regenerativa antiincrustante para erradicar por completo la acumulación de materia orgánica y la obstrucción del lecho.

Talleres sobre productos farmacéuticos y plaguicidas
Este sistema está diseñado para controlar emisiones intermitentes altamente fluctuantes, flujos de corrientes con olores fuertes y gases de cola de procesos especializados ricos en azufre, nitrógeno y halógenos. Se combina con un circuito de desacidificación de enfriamiento rápido posterior a la operación de alta eficiencia para garantizar el cumplimiento absoluto sin contaminación secundaria.
Premios y socios corporativos globales
Validado según estrictas normas internacionales de ingeniería y respaldado por las principales empresas industriales a nivel mundial para garantizar el cumplimiento absoluto de las normas medioambientales.

Alianzas estratégicas globales
Colaboramos estrechamente con grupos líderes en los sectores químico, manufacturero y energético para ser pioneros en operaciones inteligentes y seguras de gestión de gases volátiles en el aire.

Cualificaciones de ingeniería certificadas
Arquitectura de fabricación de sistemas totalmente certificada que garantiza emisiones ultrabajas, una sólida retención térmica y operaciones seguras en toda la industria pesada.





















