Descripción general del producto y desafíos de la industria
En industrias como la impresión, el recubrimiento y la fabricación de productos electrónicos, el tratamiento de los gases de escape con bajos niveles de compuestos orgánicos volátiles (COV) siempre ha representado un desafío importante para el cumplimiento de la normativa ambiental. Las tecnologías tradicionales individuales suelen presentar inconvenientes críticos, entre ellos: alto consumo de energía, elevados costos operativos y contaminación secundaria.
El Concentración por adsorción de zeolita + combustión catalítica Este proceso combinado resuelve elegantemente estos problemas. Gracias al efecto sinérgico de "adsorción-desorción-combustión", logra una purificación altamente eficiente y un aprovechamiento óptimo de los recursos, lo que lo convierte en una solución de primera categoría para el tratamiento del aire industrial moderno.
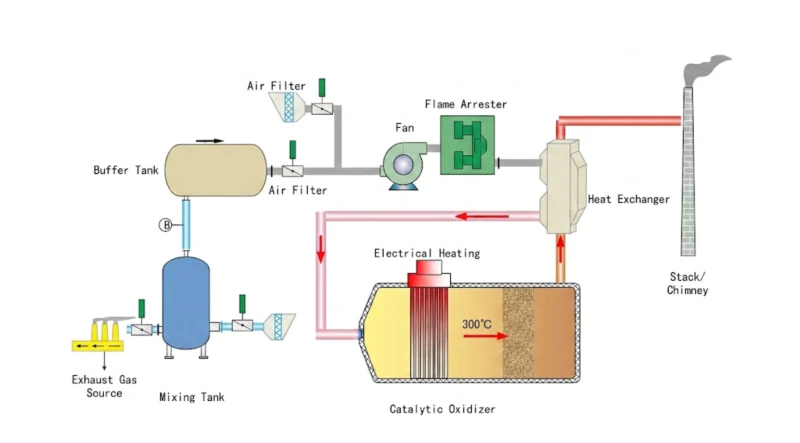
Plano técnico y diagrama de flujo del proceso
Diagrama de la estructura del sistema

Diagrama de flujo del proceso de combustión catalítica
¿Quiere ver cómo se adapta este sistema a sus instalaciones?
Descubra todas las capacidades y los detalles técnicos de nuestro sistema de combustión catalítica de zeolita.
Ver especificaciones detalladasPrincipio de funcionamiento: El ciclo de adsorción-desorción
Nuestro sistema de zeolita funciona mediante un proceso cíclico continuo y de alta eficiencia. Alterna sin interrupciones entre filtración, concentración y oxidación térmica para garantizar la purificación ininterrumpida de los gases de escape.

Ilustración esquemática del flujo del proceso dinámico de adsorción-desorción-combustión.
Filtración de pretratamiento
En primer lugar, los gases de escape sin tratar entran en el filtro seco. Las partículas y las impurezas se retienen eficazmente para proteger el medio filtrante de zeolita posterior de la obstrucción.
Adsorción y conmutación
El gas filtrado se envía a los tanques de adsorción activos (por ejemplo, los tanques A y B). Cuando el tanque A se acerca a la saturación, el sistema cambia automáticamente el flujo de aire a un tanque de reserva (por ejemplo, el tanque C) y el tanque A deja de adsorber.
Desorción térmica y combustión
Se introduce un flujo de aire caliente para desorber el contenido saturado del tanque A. El gas residual orgánico concentrado se dirige entonces al dispositivo de combustión catalítica, donde se descompone de forma segura y completa en CO₂ y H₂O.
Operación cíclica continua
Tras la desorción, el tanque A se enfría y entra en modo de espera. Una vez que el tanque B se acerca a la saturación, el sistema vuelve a activarse, alternando sistemáticamente el proceso de desorción entre todos los tanques de forma cíclica y continua.
Análisis en profundidad: Componentes principales del sistema
Diseñado con precisión y materiales de primera calidad, cada módulo de nuestro sistema de adsorción-desorción de zeolita está concebido para ofrecer la máxima eficiencia, seguridad y durabilidad operativa.
Unidad de filtración seca avanzada
Los gases de escape se introducen en el filtro de pretratamiento donde pasan a través de un algodón filtrante de alta durabilidad, interceptando eficazmente partículas moleculares grandes y polvo de mayor tamaño que 5 μmLuego pasa a través de un sistema de filtración de bolsas de varias etapas para eliminar partículas finas hasta 0,5 μm.
Fabricados con fibras sintéticas de alta calidad, nuestros materiales filtrantes ofrecen un rendimiento excepcional en condiciones de alta humedad, flujo de aire intenso y gran cantidad de polvo. Su diseño optimizado garantiza una distribución uniforme del flujo de aire, baja resistencia operativa y alta capacidad de retención de polvo.
Resistencia inicial: ≤ 50 Pa
Resistencia inicial: ≤ 80 Pa
Resistencia inicial: ≤ 100 Pa
Resistencia inicial: ≤ 120 Pa

Cámara de adsorción modular
La caja de adsorción utiliza un diseño de zeolita multicapa para garantizar una distribución uniforme del flujo de aire. Funciona con una velocidad del viento en una torre vacía de tan solo 0,8 - 1,5 m/sEl sistema mantiene una resistencia aerodinámica extraordinariamente baja al tiempo que ofrece la máxima captura de COV.
-
🛡️
Robusto y antioxidante Fabricado en acero al carbono de alta resistencia con tratamientos superficiales anticorrosión de primera calidad para soportar entornos industriales adversos.
-
👷
Listo para mantenimiento y seguridad Equipado con pozos de registro específicos para mantenimiento, plataformas operativas integradas, escaleras de seguridad y barandillas de protección.
-
🧩
Diseño de cartucho modular Los tamices moleculares se instalan de forma independiente, lo que permite un mantenimiento rápido y localizado sin interrumpir el funcionamiento de todo el sistema.

Zeolita de panal de abeja de alto rendimiento
Compuesto de zeolita microporosa inorgánica natural (SiO₂, Al₂O₃). Los tamices moleculares poseen una estructura regular con diámetros de cavidad entre 0,6 - 1,5 nm y tamaños de poro de 0,3 - 1 nmEsta precisa estructura cristalina permite una adsorción excepcionalmente selectiva en función de la forma y la polaridad.
Con una inmensa superficie específica (300-1000 m²/gNuestra zeolita garantiza una alta resistencia a la temperatura, una absoluta ininflamabilidad y una sólida estabilidad hidrotérmica.
🔥 Sinergia de desorción térmica
La desorción utiliza aire caliente procedente directamente de la calor residual de la combustión catalítica aguas abajoEsta sinergia prácticamente no requiere energía auxiliar adicional, lo que reduce los costos operativos a solo 1/20 de métodos catalíticos directos.
Opciones de desorción flexibles:
- • Desorción en línea: Altamente automatizado. Al alcanzar la saturación, las válvulas cambian de estado y el aire caliente se dirige directamente a través del lecho en tiempo real.
- • Desorción fuera de línea: Los tamices modulares saturados se transfieren manualmente a un dispositivo de desorción especializado y aislado, ubicado en un área segura designada.
Ventajas tecnológicas clave
Nuestro proceso de combustión catalítica con zeolita está diseñado para superar las limitaciones del tratamiento tradicional de COV, ofreciendo una eficiencia, seguridad y ahorros operativos sin precedentes.
Economía y ahorro energético excepcionales.
Una vez que el sistema está en funcionamiento, los COV altamente concentrados generan suficiente energía térmica para mantener combustión autosostenida (Funcionamiento autotérmico) dentro del reactor catalítico. Esto permite reutilizar de forma brillante la energía de los residuos, reduciendo drásticamente el consumo de electricidad auxiliar o gas natural.
Funcionamiento continuo e ininterrumpido
Diseñado con un sofisticado mecanismo de conmutación alternante en paralelo de múltiples lechos (caja de adsorción). Esto permite que el sistema rote sin problemas entre las fases de adsorción y desorción, garantizando Tratamiento continuo de gases de escape las 24 horas del día, los 7 días de la semana. Sin necesidad de detener nunca sus líneas de producción.
Estándares de seguridad inflexibles
A diferencia de la incineración directa, nuestro sistema utiliza oxidación catalítica sin llama a baja temperaturaEstá totalmente integrado con válvulas de alivio a prueba de explosiones, parallamas y un sistema redundante de monitoreo de sensores de temperatura y presión en múltiples puntos para eliminar por completo los riesgos operativos.
Cumplimiento ambiental integral
Oxida de forma completa y permanente los compuestos orgánicos volátiles, transformándolos en CO₂ y vapor de agua inocuos, sin dejar residuos. Olvídese de los elevados costes de eliminación y la contaminación ambiental secundaria que supone tratar el carbón activado saturado como residuo peligroso.
Escenarios de aplicación amplios
El sistema de adsorción-desorción de zeolita es la solución definitiva para instalaciones industriales que se ocupan de grandes volúmenes de aire y emisiones de COV de baja concentración en una amplia gama de sectores de fabricación pesada y de precisión.

🎨 Recubrimiento de superficie
Ideal para la industria automotriz, aeroespacial, naval y de fabricación de muebles, donde se generan grandes volúmenes de niebla de pintura y vapores de disolventes en las cabinas de pulverización.
🖨️ Impresión y embalaje
Altamente eficaz para capturar y destruir térmicamente los disolventes volátiles que se evaporan de las tintas, colorantes y adhesivos industriales durante la impresión a alta velocidad.
⚡ Fabricante de productos electrónicos.
Elimina de forma segura y eficaz los disolventes orgánicos y las emisiones químicas microscópicas utilizadas durante la limpieza de placas de circuitos impresos de precisión y la fabricación de semiconductores.
🧪 Plantas químicas
Proporciona una purificación fiable y continua, las 24 horas del día, los 7 días de la semana, de corrientes de gases de escape químicas y petroquímicas complejas y mixtas, garantizando el estricto cumplimiento de las normativas sobre emisiones.
🏭 Industria pesada
Su sólida ingeniería permite que el sistema se integre sin problemas en operaciones de alta exigencia (energía, metalurgia, cemento) que requieren un control de emisiones a gran escala.
Flujo de selección y personalización del sistema
Cada instalación industrial tiene un perfil de escape único, por eso diseñamos Sistemas personalizados 100%Siga nuestro flujo de trabajo de 4 pasos para que podamos diseñar la configuración de zeolita perfecta que se ajuste a sus necesidades de cumplimiento normativo y eficiencia.
Identificar el perfil de contaminantes
Determina tu escape total Volumen de aire (m³/h) y el exacto Componentes y concentraciones de COV (mg/m³)Estos son los datos fundamentales que se utilizan para dimensionar la capacidad de las cámaras de adsorción.
Evaluar las condiciones de funcionamiento
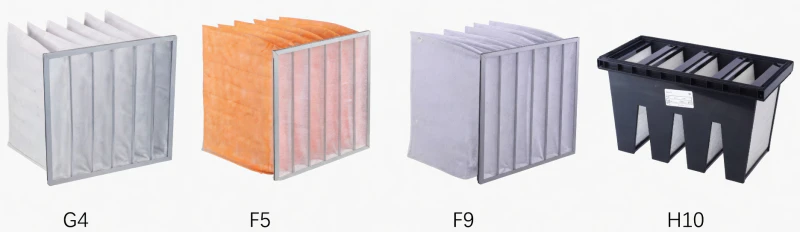
Evaluar la entrada temperatura, humedad y partículas en suspensión Contenido. Los altos niveles de polvo o humedad requieren grados específicos de filtro seco (G4-H10) y ajustes de preenfriamiento para proteger la zeolita.
Ingeniería y dinámica de fluidos
Envíe sus datos a nuestro equipo de ingeniería. Realizamos cálculos rigurosos de dinámica de fluidos para determinar la solución exacta. relación de concentración (10x-20x), tamaño de la cama y requisitos térmicos.
Entrega de planos personalizados
Reciba una propuesta técnica integral y personalizada que incluye planos CAD del sistema, eficiencia de purificación prevista (≥95%), requisitos de potencia instalada y análisis del retorno de la inversión (ROI).
¿Listo para comenzar el Paso 01?
Si no está seguro de cómo medir sus parámetros operativos exactos, nuestros ingenieros de dinámica de fluidos pueden ayudarle a evaluar sus líneas de producción actuales.
Solicite una consulta de ingeniería gratuita.Estudios de caso: Rendimiento en el mundo real
Nuestros sistemas de combustión catalítica por adsorción-desorción de zeolita funcionan a la perfección en cientos de instalaciones industriales en todo el mundo. A continuación, presentamos dos casos de éxito que demuestran un rendimiento excepcional en el tratamiento de grandes volúmenes de gases de escape de baja concentración.
.webp)
Tratamiento de gases de escape de cabinas de pintura para un fabricante de automóviles líder.
La planta de pintura del cliente generaba grandes volúmenes de COV de la serie del benceno de baja concentración. Mediante la integración de nuestra tecnología de zeolita, los gases de escape se concentraron dinámicamente 20 veces antes de la oxidación térmica, lo que redujo significativamente los costos de energía auxiliar.
| Volumen de aire de procesamiento | 80.000 m³/h |
| Contaminantes primarios | Tolueno, xileno |
| Concentración de entrada | 150 - 250 mg/m³ |
| Eficiencia de purificación | ≥ 97,5% |
.webp)
Control de COV en la impresión por huecograbado para una empresa de embalaje.
Para hacer frente a las enormes emisiones de disolventes procedentes de los procesos de impresión de alta velocidad, este sistema utiliza una configuración de adsorción alternada de 3 camas (tanques A/B/C) para garantizar emisiones ininterrumpidas y que cumplen estrictamente con la normativa las 24 horas del día, los 7 días de la semana.
| Volumen de aire de procesamiento | 50.000 m³/h |
| Contaminantes primarios | Acetato de etilo, isopropanol |
| Concentración de entrada | 300 - 500 mg/m³ |
| Eficiencia de purificación | ≥ 96,8% |
¿Te gustaría ver casos de estudio similares para tu sector?
Nuestra base de datos contiene métricas de rendimiento de más de 500 instalaciones en todo el mundo. Podemos proporcionarle informes detallados sobre las operaciones en campo, relevantes para su sector de fabricación específico.
Solicite un informe de referencia del sector.




















