Produktübersicht und Herausforderungen der Branche
In Branchen wie der Druck-, Beschichtungs- und Elektronikfertigung stellt die Behandlung von Abgasen mit niedrigen Konzentrationen flüchtiger organischer Verbindungen (VOCs) seit jeher eine erhebliche Herausforderung für die Einhaltung von Umweltauflagen dar. Herkömmliche Einzeltechnologien weisen häufig gravierende Nachteile auf, darunter: hoher Energieverbrauch, erhöhte Betriebskosten und Sekundärverschmutzung.
Der Zeolith-Adsorptionskonzentration + katalytische Verbrennung Das kombinierte Verfahren löst diese Probleme auf elegante Weise. Durch den Synergieeffekt von Adsorption, Desorption und Verbrennung wird eine hocheffiziente Reinigung und Ressourcennutzung erreicht, was es zu einer erstklassigen Lösung für die moderne industrielle Luftreinigung macht.
Technischer Entwurf & Prozessablauf
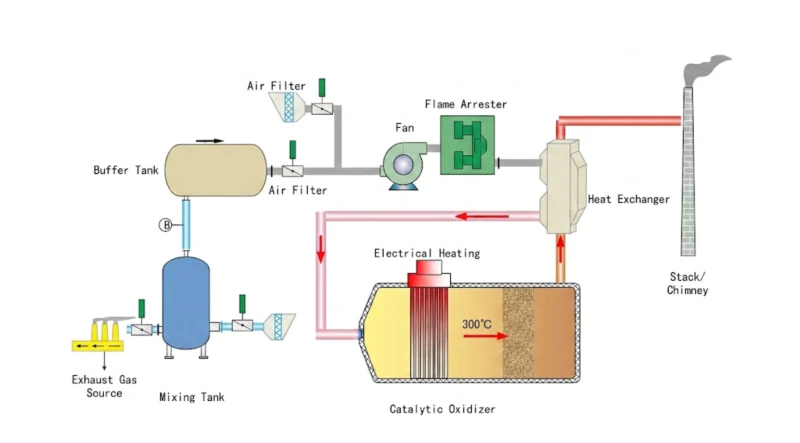
Systemstrukturdiagramm

Ablauf des katalytischen Verbrennungsprozesses
Möchten Sie sehen, wie dieses System zu Ihrer Einrichtung passt?
Entdecken Sie die vollen Leistungsfähigkeit und die technischen Details unseres Zeolith-Katalysatorsystems.
Detaillierte Spezifikationen ansehenFunktionsprinzip: Der Adsorptions-Desorptions-Zyklus
Unser Zeolithsystem arbeitet mit einem kontinuierlichen, hocheffizienten Kreislaufprozess. Es wechselt nahtlos zwischen Filtration, Konzentration und thermischer Oxidation, um eine unterbrechungsfreie Abgasreinigung zu gewährleisten.

Schematische Darstellung des dynamischen Adsorptions-Desorptions-Verbrennungsprozesses.
Vorbehandlung Filtration
Zunächst gelangt das Rohabgas in den Trockenfilter. Partikel und Verunreinigungen werden effizient abgefangen, um das nachgeschaltete Zeolithmedium vor Verstopfung zu schützen.
Adsorption & Schalten
Das gefilterte Gas wird in aktive Adsorptionstanks (z. B. Tank A/B) geleitet. Sobald Tank A gesättigt ist, schaltet das System den Luftstrom automatisch auf einen Reservetank (z. B. Tank C) um, und die Adsorption in Tank A wird eingestellt.
Thermische Desorption und Verbrennung
Zur Desorption des gesättigten Tanks A wird ein Heißluftstrom eingeleitet. Das konzentrierte organische Abgas wird dann zur katalytischen Verbrennungsvorrichtung geleitet, wo es sicher und vollständig in CO₂ und H₂O zersetzt wird.
Kontinuierlicher Zyklusbetrieb
Nach der Desorption kühlt Tank A ab und geht in den Standby-Modus. Sobald Tank B sich der Sättigung nähert, schaltet das System zurück und wiederholt den Desorptionsprozess systematisch und kontinuierlich in allen Tanks.
Detailanalyse: Kernsystemkomponenten
Jedes Modul unseres Zeolith-Adsorptions-Desorptionssystems ist mit höchster Präzision und aus erstklassigen Materialien gefertigt und auf maximale Effizienz, Sicherheit und lange Lebensdauer ausgelegt.
Fortschrittliche Trockenfiltrationseinheit
Das Abgas wird in den Vorfilter geleitet, wo es durch hochbeständige Filterwatte strömt und dabei effizient große Molekülpartikel und Staubpartikel größer als … abfängt. 5 μmAnschließend durchläuft es ein mehrstufiges Beutelfiltrationssystem, um Feinstpartikel bis zu einer bestimmten Größe zu entfernen. 0,5 μm.
Unsere aus hochwertigen Synthetikfasern gewebten Filtermedien eignen sich hervorragend für feuchte Umgebungen, hohe Luftströmungen und starke Staubbelastungen. Die optimierte Beutelform gewährleistet eine gleichmäßige Luftstromverteilung, einen geringen Betriebswiderstand und eine hohe Staubaufnahmekapazität.
Anfangswiderstand: ≤ 50 Pa
Anfangsresist: ≤ 80 Pa
Anfangsdruck: ≤ 100 Pa
Anfangsdruck: ≤ 120 Pa

Modulare Adsorptionskammer
Die Adsorptionsbox nutzt eine mehrschichtige Zeolithkonstruktion, um eine gleichmäßige Luftstromverteilung zu gewährleisten. Betrieb bei einer Windgeschwindigkeit von nur 0,8 - 1,5 m/sDas System zeichnet sich durch einen bemerkenswert niedrigen Luftwiderstand bei gleichzeitig maximaler VOC-Abscheidung aus.
-
🛡️
Robust und rostfrei Hergestellt aus hochbelastbarem Kohlenstoffstahl mit hochwertigen Rostschutz-Oberflächenbehandlungen, um auch rauen industriellen Umgebungen standzuhalten.
-
👷
Wartungs- und sicherheitsbereit Ausgestattet mit speziellen Wartungsschächten, integrierten Arbeitsplattformen, Sicherheitsleitern und Geländern.
-
🧩
Modulares Kartuschendesign Die Molekularsiebe werden unabhängig voneinander installiert, was eine schnelle, lokale Wartung ermöglicht, ohne das gesamte System zu beeinträchtigen.

Hochleistungs-Wabenzeolith
Sie bestehen aus natürlichem anorganischem mikroporösem Zeolith (SiO₂, Al₂O₃). Molekularsiebe besitzen ein regelmäßiges Gerüst mit Hohlraumdurchmessern zwischen 0,6 - 1,5 nm und Porengrößen von 0,3 - 1 nmDiese präzise Kristallstruktur ermöglicht eine außergewöhnliche formselektive und polaritätsbasierte Adsorption.
Mit einer immensen spezifischen Oberfläche (300-1000 m²/g), garantiert unser Zeolith hohe Temperaturbeständigkeit, absolute Nichtbrennbarkeit und robuste hydrothermale Stabilität.
🔥 Synergie der thermischen Desorption
Bei der Desorption wird Heißluft direkt aus dem Restwärme der nachgeschalteten katalytischen VerbrennungDiese Synergie erfordert praktisch keine zusätzliche Hilfsenergie, wodurch die Betriebskosten auf nur noch 1/20 von direkten katalytischen Methoden.
Flexible Desorptionsoptionen:
- • Online-Desorption: Hochautomatisiert. Bei Sättigung schalten die Ventile um, und heiße Luft wird in Echtzeit direkt durch das Bett geleitet.
- • Offline-Desorption: Gesättigte Modulsiebe werden manuell in eine spezielle, isolierte Desorptionsvorrichtung in einem dafür vorgesehenen Sicherheitsbereich überführt.
Technologische Kernvorteile
Unser Zeolith-Katalyse-Verbrennungsverfahren wurde entwickelt, um die Einschränkungen der herkömmlichen VOC-Behandlung zu überwinden und bietet beispiellose Effizienz, Sicherheit und betriebliche Einsparungen.
Außergewöhnliche Wirtschaftlichkeit und Energieeinsparungen
Sobald das System in Betrieb ist, erzeugen die hochkonzentrierten VOCs ausreichend thermische Energie, um es aufrechtzuerhalten. selbsterhaltende Verbrennung (autothermer Betrieb) innerhalb des katalytischen Reaktors. Dadurch wird die Eigenenergie des Abfalls auf geniale Weise wiederverwendet, wodurch der Bedarf an zusätzlichem Strom oder Erdgas drastisch reduziert wird.
Ununterbrochener Dauerbetrieb
Ausgestattet mit einem ausgeklügelten, parallelen Wechselschaltmechanismus für mehrere Adsorptionsbetten (Adsorptionsboxen). Dies ermöglicht dem System einen nahtlosen Wechsel zwischen Adsorptions- und Desorptionsphasen und gewährleistet so die... 24/7 kontinuierliche Abgasreinigung ohne jemals Ihre Produktionslinien stilllegen zu müssen.
Kompromisslose Sicherheitsstandards
Im Gegensatz zur direkten Verbrennung nutzt unser System flammenlose katalytische Oxidation bei niedrigen TemperaturenEs ist vollständig integriert mit strengen explosionsgeschützten Sicherheitsventilen, Flammendurchschlagsicherungen und redundanter Mehrpunkt-Temperatur- und Drucksensorüberwachung, um Betriebsgefahren vollständig auszuschließen.
Umfassende Einhaltung der Umweltauflagen
Es oxidiert flüchtige organische Verbindungen vollständig und dauerhaft zu unschädlichem CO₂ und Wasserdampf und hinterlässt keine Rückstände. Verabschieden Sie sich von den horrenden Entsorgungskosten und der sekundären Umweltbelastung, die mit der Behandlung gesättigter Aktivkohle als Sondermüll verbunden sind.
Breites Anwendungsspektrum
Das Zeolith-Adsorptions-Desorptionssystem ist die optimale Lösung für Industrieanlagen, die mit folgenden Problemen zu tun haben: große Luftmengen und VOC-Emissionen in niedriger Konzentration in einer Vielzahl von Branchen der Schwer- und Präzisionsfertigung.

🎨 Oberflächenbeschichtung
Ideal geeignet für die Automobil-, Luft- und Raumfahrt-, Schiffbau- und Möbelindustrie, wo in Spritzkabinen große Mengen an Farbnebel und Lösungsmitteldämpfen entstehen.
🖨️ Druck und Verpackung
Hochwirksam beim Auffangen und thermischen Zerstören flüchtiger Lösungsmittel, die beim Hochgeschwindigkeitsdruck aus industriellen Tinten, Farbstoffen und Klebstoffen verdunsten.
⚡ Elektronikherstellung
Entfernt sicher und effizient organische Lösungsmittel und mikroskopische chemische Emissionen, die bei der Präzisionsreinigung von Leiterplatten und der Halbleiterfertigung verwendet werden.
🧪 Chemieanlagen
Gewährleistet eine zuverlässige, kontinuierliche 24/7-Reinigung komplexer, gemischter chemischer und petrochemischer Abgasströme und sichert so die strikte Einhaltung der Emissionsvorschriften.
🏭 Schwerindustrie
Die robuste Konstruktion ermöglicht die nahtlose Integration des Systems in anspruchsvolle Betriebsabläufe (Energie, Metallurgie, Zement), die eine groß angelegte Emissionskontrolle erfordern.
Systemauswahl- und Anpassungsablauf
Jede Industrieanlage hat ein einzigartiges Abgasprofil, deshalb entwickeln wir 100% kundenspezifische SystemeFolgen Sie unserem 4-stufigen Arbeitsablauf, damit wir die perfekte Zeolith-Konfiguration für Ihre Anforderungen an Konformität und Effizienz entwickeln können.
Schadstoffprofil identifizieren
Ermitteln Sie Ihre gesamte Abgasanlage Luftvolumen (m³/h) und die genaue VOC-Komponenten und Konzentrationen (mg/m³)Dies sind die grundlegenden Daten, die zur Dimensionierung der Kapazität der Adsorptionskammern verwendet werden.
Beurteilung der Betriebsbedingungen
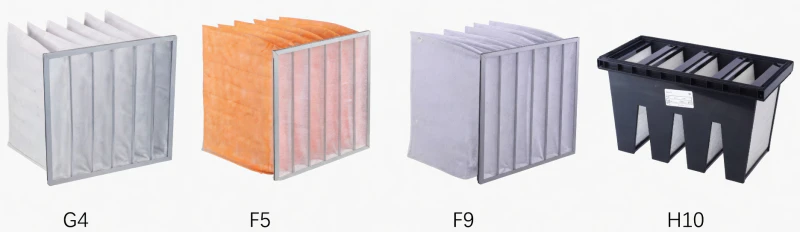
Bewerten Sie den Einlass Temperatur, Luftfeuchtigkeit und Feinstaub Hohe Staub- oder Feuchtigkeitswerte erfordern spezielle Trockenfilterklassen (G4-H10) und Vorkühlungsanpassungen zum Schutz des Zeoliths.
Ingenieurwesen & Fluiddynamik
Übermitteln Sie Ihre Daten an unser Ingenieurteam. Wir führen präzise strömungsmechanische Berechnungen durch, um die genauen Werte zu bestimmen. Konzentrationsverhältnis (10x-20x), Bettdimensionierung und thermische Anforderungen.
Lieferung kundenspezifischer Baupläne
Sie erhalten ein umfassendes, individuell angepasstes technisches Angebot inklusive System-CAD-Zeichnungen, erwarteter Reinigungsleistung (≥95%), installiertem Leistungsbedarf und ROI-Analyse.
Bereit für Schritt 01?
Wenn Sie sich nicht sicher sind, wie Sie Ihre genauen Betriebsparameter messen können, helfen Ihnen unsere Strömungsmechanik-Ingenieure gerne bei der Beurteilung Ihrer aktuellen Produktionslinien.
Fordern Sie eine kostenlose Ingenieurberatung anFallstudien: Leistung in der Praxis
Unsere katalytischen Verbrennungssysteme mit Zeolith-Adsorption und -Desorption arbeiten weltweit in Hunderten von Industrieanlagen einwandfrei. Nachfolgend finden Sie zwei typische Erfolgsgeschichten, die die außergewöhnliche Leistungsfähigkeit bei der Behandlung großer Mengen niedrigkonzentrierter Abgase demonstrieren.
.webp)
Abgasreinigung für Lackierkabinen eines führenden Automobilherstellers
Die Lackieranlage des Kunden erzeugte große Mengen an VOCs der Benzolreihe in niedriger Konzentration. Durch die Integration unserer Zeolith-Technologie wurde das Abgas vor der thermischen Oxidation dynamisch um das 20-Fache konzentriert, wodurch die Hilfsenergiekosten deutlich gesenkt wurden.
| Prozessluftvolumen | 80.000 m³/h |
| Primäre Schadstoffe | Toluol, Xylol |
| Einlasskonzentration | 150 - 250 mg/m³ |
| Reinigungseffizienz | ≥ 97,5% |
.webp)
VOC-Kontrolle im Tiefdruck für ein Verpackungsunternehmen
Dieses System bewältigt die massiven Lösemittelemissionen aus Hochgeschwindigkeitsdruckprozessen und nutzt eine alternierende 3-Bett-Adsorptionskonfiguration (A/B/C-Tanks), um eine unterbrechungsfreie und strikt konforme Emissionskontrolle rund um die Uhr zu gewährleisten.
| Prozessluftvolumen | 50.000 m³/h |
| Primäre Schadstoffe | Ethylacetat, Isopropanol |
| Einlasskonzentration | 300 - 500 mg/m³ |
| Reinigungseffizienz | ≥ 96,8% |
Möchten Sie ähnliche Fallstudien für Ihre Branche sehen?
Unsere Datenbank enthält Leistungskennzahlen von über 500 Installationen weltweit. Wir können Ihnen detaillierte Berichte zum Feldeinsatz bereitstellen, die auf Ihren spezifischen Fertigungssektor zugeschnitten sind.
Fordern Sie einen Branchenreferenzbericht an




















