En los ámbitos especializados de la remediación ambiental y la producción bioquímica, el control de olores persistentes y compuestos orgánicos volátiles (COV) de baja concentración representa un desafío de ingeniería de primer orden. Las tecnologías de purificación tradicionales suelen tener dificultades con la paradoja particular de estos sectores: corrientes de aire caracterizadas por caudales volumétricos colosales, pero con concentraciones de contaminantes relativamente bajas. Desde las penetrantes emisiones sulfurosas de las plantas de tratamiento de aguas residuales municipales hasta los agresivos perfiles de solventes de la síntesis farmacéutica y el procesamiento del caucho, la simple filtración ya no es suficiente. La sinergia integrada de la adsorción-desorción con zeolita y la combustión catalítica proporciona una solución definitiva al final del proceso que alcanza una eficiencia de purificación superior al 951%, reduciendo drásticamente el consumo energético de las operaciones industriales a gran escala.

Figura 1: Sistema integrado de adsorción-desorción de zeolita para la reducción de olores y COV a nivel regional.
1. Superioridad estructural: Zeolita frente a medios tradicionales
La principal ventaja del tamiz molecular de zeolita en el sector bioquímico radica en su arquitectura cristalina altamente ordenada. A diferencia de los materiales amorfos como el carbón activado, que presentan una distribución de poros caótica e irregular, la zeolita se compone de una red tridimensional de tetraedros de dióxido de silicio y óxido de aluminio. Esta precisión atómica da como resultado una estructura de "panales uniformes": canales idénticos hasta la escala subnanométrica, que proporcionan un entorno predecible y estable para la captura molecular.
Superficie y resistencia térmica
El volumen interno de poros de estas estructuras alveolares representa casi la mitad del volumen total del material. Esto se traduce en una superficie específica asombrosa, que suele alcanzar hasta 1000 metros cuadrados por gramo. Además, la naturaleza inorgánica de la zeolita le confiere una estabilidad hidrotérmica superior y una absoluta ininflamabilidad. Esta es una mejora de seguridad crucial para las instalaciones de procesamiento farmacéutico y de caucho, donde los compuestos orgánicos de alto punto de ebullición pueden provocar el sobrecalentamiento o la ignición espontánea de los filtros de carbono.
Gracias a que los conductos son rectos y regulares, la resistencia al viento de todo el sistema se mantiene en un nivel notablemente bajo (aproximadamente 300 Pa). Esto minimiza el consumo energético de los ventiladores industriales de tiro inducido, lo que permite el procesamiento continuo de grandes flujos de aire procedentes de decantadoras o mataderos con un consumo eléctrico mínimo.
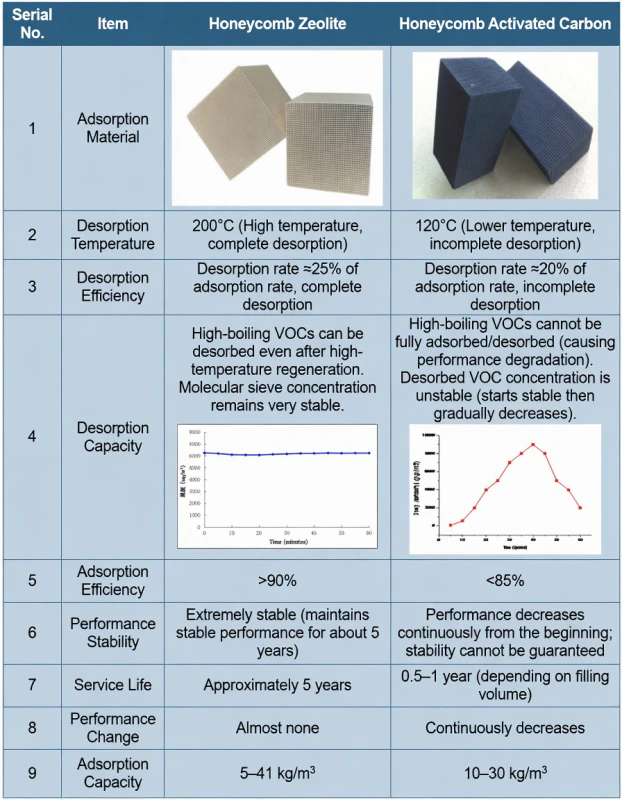
Figura 2: Contraste morfológico: Red cristalina ordenada de zeolita frente a poros de carbono amorfo.
El mecanismo de microtamizado: precisión a nivel de angstrom.
Mediante microscopía electrónica de barrido (MEB), se revela la estructura reticular hexagonal perfectamente organizada del tamiz molecular. Esta consistencia física es la clave de la adsorción selectiva por forma del sistema. Los diámetros de las cavidades de la zeolita se diseñan entre 0,6 y 1,5 nanómetros, ajustándose perfectamente a la huella molecular de compuestos orgánicos volátiles (COV) industriales comunes como el benceno, el tolueno y los ésteres complejos.
Esta uniformidad permite que el sistema logre un efecto de "tamiz molecular", donde las moléculas orgánicas dañinas quedan físicamente obstruidas y atrapadas dentro de las cavidades internas, mientras que los gases atmosféricos más pequeños e inocuos, como el nitrógeno y el oxígeno, pasan sin obstáculos. En las plantas de reciclaje de recursos renovables, donde la corriente de gas puede contener una amplia variedad de hidrocarburos fragmentados, esta fiabilidad estructural evita la "obstrucción" o "envenenamiento" que suele afectar a los medios de adsorción menos organizados.
Consistencia operativa: A diferencia del carbono, cuya eficiencia disminuye a medida que los poros se obstruyen de forma desigual, la zeolita mantiene las tasas de captura iniciales durante cientos de miles de ciclos, lo que garantiza el cumplimiento ambiental a largo plazo para industrias de alta sensibilidad.
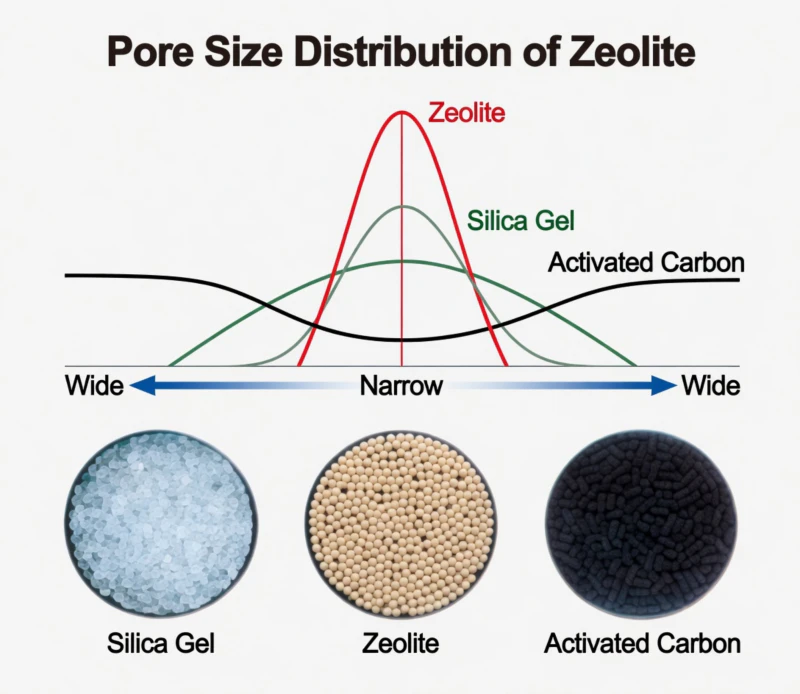
Figura 3: Visualización mediante microscopía electrónica de barrido (SEM) de la geometría precisa de la zeolita y la consistencia de los poros.
3. Selección de polaridad y campo electrostático interno
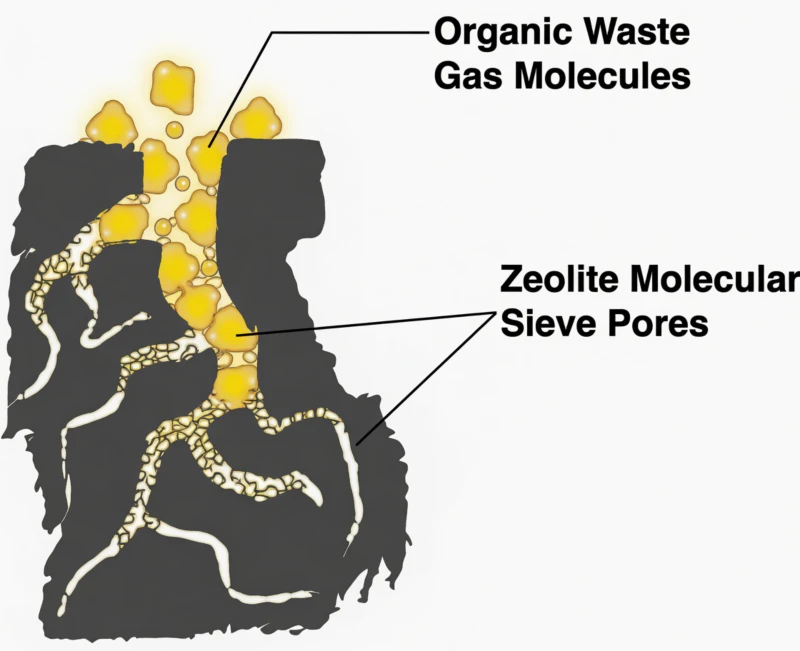
Figura 4: Captura mediante mecanismo dual: exclusión por tamaño e inducción de polaridad.
Más allá de las dimensiones físicas
Si bien el tamizado geométrico constituye la primera capa de filtración, la verdadera capacidad de "terminación" de la zeolita reside en su potente campo electrostático interno. Debido a la carga intrínseca de los átomos de aluminio en la estructura de silicato, los tamices moleculares de zeolita actúan como adsorbentes polares. Esto resulta esencial para la industria bioquímica, donde contaminantes como los mercaptanos, las aminas y los compuestos que contienen azufre, provenientes de los procesos de sacrificio, son altamente polares.
El campo electrostático crea un “anclaje molecular” que fija los COV objetivo con una fuerza significativamente mayor que las simples fuerzas de Van der Waals utilizadas por los filtros tradicionales. Esto permite un tratamiento de alta eficiencia incluso de corrientes de escape muy diluidas, ya que la atracción se basa en la física molecular y no en la concentración de gas. Además, se pueden seleccionar zeolitas hidrofóbicas especializadas para garantizar que, en los entornos de alta humedad del tratamiento de aguas residuales, las moléculas orgánicas tengan prioridad en la adsorción sobre el vapor de agua.
4. Sinergia entre adsorción-desorción y destrucción térmica

Figura 5: Ciclo de proceso trifásico: adsorción, desorción térmica y modo de espera.
Concentración y desorción
Para evitar interrupciones en la producción, el sistema utiliza varios tanques de adsorción (A, B y C). Mientras un tanque depura activamente los gases de escape, otro se regenera. Mediante aire caliente procedente exclusivamente del calor residual de la combustión catalítica, el sistema desorbe los COV atrapados. Esta etapa de concentración reduce el volumen de gas que requiere tratamiento en 20 veces, transformando un problema de baja concentración en una corriente rica en energía, lista para la oxidación final.
Destrucción térmica de baja energía
El gas tóxico concentrado ingresa al combustor catalítico, donde las sustancias orgánicas se oxidan y descomponen en CO₂ inocuo y vapor de agua a temperaturas que oscilan entre 300 y 500 °C. Debido a la alta densidad del gas concentrado en combustible orgánico, el calor exotérmico liberado suele ser suficiente para mantener la reacción sin necesidad de gas natural externo. Esto convierte al sistema en un «ciclo de autoconsumo energético», un modelo de referencia para las industrias de recursos renovables.
5. Capacidad inigualable para parques industriales modernos
Dar soporte a escenarios multisectoriales de gran envergadura requiere una capacidad de fabricación colosal. Nuestro sistema integrado es capaz de procesar volúmenes de gases de escape ultragrandes que superarían la capacidad de las tecnologías tradicionales. En grandes complejos ganaderos o parques farmacéuticos, una sola unidad puede gestionar sin problemas volúmenes de aire de diseño que alcanzan la asombrosa cifra de doscientos mil metros cúbicos por hora.
Integridad mecánica
Fabricado con acero al carbono de alta resistencia y recubrimientos anticorrosión avanzados, el sistema soporta las atmósferas altamente húmedas y corrosivas del tratamiento de aguas residuales y el procesamiento de caucho sin sufrir deterioro estructural.
Versatilidad modular
Los módulos de tamiz molecular independientes permiten un mantenimiento rápido y un ajuste específico del material, ya sea que el objetivo sean mercaptanos de matadero o disolventes farmacéuticos.
Preparación para el arranque en frío
Con un breve tiempo de arranque en frío de entre 20 y 30 minutos, el sistema es ideal para ciclos de procesamiento biológico intermitentes y operaciones de reciclaje renovable por lotes.
Siguiendo estrictamente el sistema de gestión ISO 9001, garantizamos que cada instalación medioambiental, ya sea en una cuenca de tratamiento de aguas residuales remota o en un centro de reciclaje de alta tecnología, mantenga una posición de liderazgo en seguridad industrial y rendimiento de purificación. Al elegir un sistema con una resistencia al viento de tan solo 300 Pa y una capacidad de captura de 95%+, los propietarios de las instalaciones logran el equilibrio ideal entre el cumplimiento normativo y la rentabilidad operativa.
Prepare su estrategia de cumplimiento industrial para el futuro.
Para los sectores de remediación ambiental, bioquímica y recursos renovables, los olores y los COV ya no representan un problema regulatorio. Al implementar tecnología avanzada de concentración de zeolita no inflamable, protege su rentabilidad y garantiza el cumplimiento normativo mediante la destrucción rigurosa de las emisiones tóxicas. Contacte hoy mismo con nuestro equipo de ingeniería experto para diseñar un sistema de purificación de gases de escape industriales a medida para sus instalaciones a gran escala y únase al selecto grupo de operadores industriales energéticamente neutros.





















