En el campo especializado de la purificación de gases de combustión industriales, la tecnología de Absorción por Secado por Aspersión (SDA) destaca como una obra maestra de la cinética multifásica. Mientras que la torre de absorción proporciona el escenario, la Atomizador rotatorio Este componente central actúa como el “corazón”, impulsando todo el ciclo químico. Al convertir la energía cinética de alta presión en una fuerza centrífuga masiva, logra una atomización submicrométrica que las boquillas de pulverización tradicionales no pueden igualar. Esta atomización de alta eficiencia es fundamental para la rápida neutralización ácido-base, permitiendo que el dióxido de azufre (SO₂) tóxico se convierta en sales sólidas estables en cuestión de segundos. Para los hornos industriales pequeños y medianos, dominar la mecánica del atomizador rotatorio es clave para cumplir con los estándares de emisiones ultrabajas y lograr cero descargas de aguas residuales.

Figura 1: Instalación SDA a escala industrial que utiliza atomización rotativa centrífuga.
1. Mecánica de la rueda centrífuga
La superioridad del proceso SDA comienza con la forma en que maneja el absorbente de lechada de cal. Los sistemas húmedos tradicionales dependen de enormes volúmenes de líquido, pero el enfoque "semiseco" del SDA requiere que la lechada esté tan finamente atomizada que pueda secarse hasta convertirse en polvo mientras aún está en el aire. Esto se logra mediante la Fuerza centrífuga generado por una rueda giratoria de alta velocidad dentro del atomizador.
Física de la atomización submicrométrica
Al entrar la suspensión en la rueda giratoria, la fuerza centrífuga la impulsa hacia afuera. El líquido es forzado a pasar por estrechas ranuras en la rueda, donde se fragmenta en microgotas. Mediante la calibración de la velocidad de rotación, el sistema BAOLAN produce gotas con un diámetro promedio de tan solo 60 micrómetros (μm). Esto crea una nube de niebla con una enorme superficie específica, lo que proporciona las condiciones termodinámicas ideales para la absorción simultánea de SO₂ y la evaporación de la humedad.
Esta dispersión submicrométrica garantiza que, incluso a altas velocidades de los gases de combustión, el contacto químico sea prácticamente instantáneo. Sin la capacidad del atomizador rotatorio para crear gotas tan finas, la suspensión impactaría contra las paredes de la torre aún húmeda, lo que provocaría incrustaciones catastróficas y fallos mecánicos.
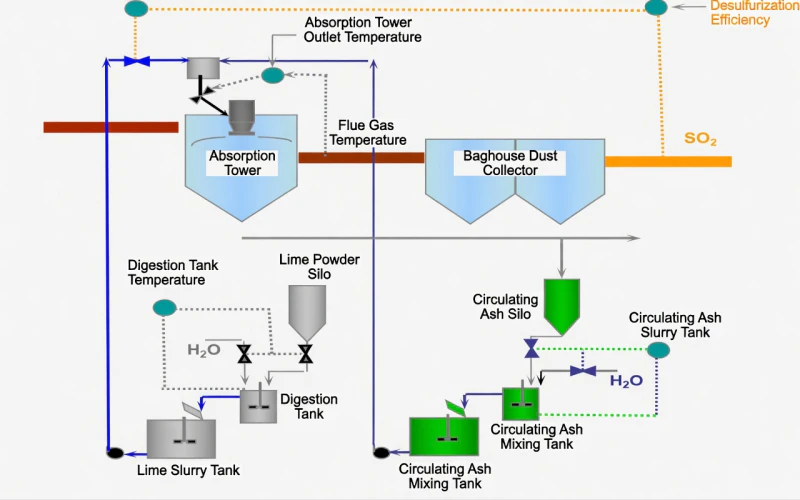
Figura 2: Topología de los componentes del sistema: El centro de preparación y atomización de la suspensión.
2. Gas-Líquido-Sólido: La neutralización de triple fase
Una vez que el núcleo atomiza el absorbente, el proceso pasa a funcionar como un reactor químico rápido. La torre SDA logra el control de múltiples contaminantes aprovechando el cambio de fase de niebla líquida a polvo seco.
Cinética de transferencia de masa rápida
Cuando los gases de combustión calientes (hasta 260 °C) entran en contacto con las finas gotas alcalinas, la energía térmica provoca que el agua de la suspensión se evapore a la velocidad del rayo. Durante este período de evaporación, la cal disuelta [Ca(OH)₂] reacciona con componentes ácidos como SO₂, HCl y HF. Este es el Neutralización gas-líquido-sólido Proceso: los contaminantes son absorbidos por la película líquida, neutralizados por el álcali y, finalmente, solidificados a medida que la gota se seca.
Los subproductos resultantes —principalmente sulfito de calcio y sulfato de calcio— forman una ceniza seca en polvo. Este proceso en seco elimina la necesidad de las enormes balsas de deshidratación de lodos y las bombas de lodos de alto mantenimiento que requiere la desulfuración húmeda. Al mantener una eficiencia de desulfuración superior a 951 TP3T, el sistema SDA permite a las instalaciones industriales cumplir con estándares de emisiones casi nulas con un perfil operativo significativamente más limpio.
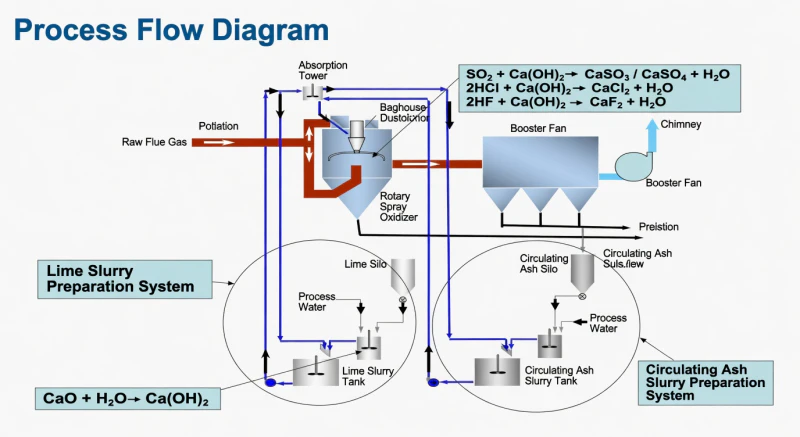
Figura 3: Diagrama de flujo del proceso cíclico: Neutralización y evaporación rápida.
3. Arquitectura estructural del depurador SDA
Para soportar la dinámica de alta velocidad del atomizador rotatorio, el cuerpo del absorbedor debe ser un recipiente de integridad metalúrgica impecable. Fabricada en acero al carbono de gran espesor con un revestimiento anticorrosión interno de escamas de vidrio, la torre está diseñada para soportar presiones internas de entre -6000 y 6000 Pa.
Control centralizado de distribución de gas
La estructura de la torre cuenta con un sistema de entrada de gases de múltiples vías. Los gases de combustión ingresan por las vías superior e inferior hacia el distribuidor central, donde las paletas de guía de salida inducen una ligera rotación en sentido contrario a las agujas del reloj. Este giro aerodinámico garantiza una mezcla homogénea del gas y la niebla de lodo, maximizando el tiempo de residencia y asegurando que cada molécula de ácido tóxico sea neutralizada por la nube del atomizador.
Esta racionalidad estructural evita la acumulación de polvo en las paredes de la torre y mantiene una resistencia operativa estable de 800–1500 Pa. El resultado es una descarga purificada con niveles de azufre consistentemente inferiores a 35 mg/Nm³, logrando un equilibrio sostenible entre la salud ambiental y la productividad de la fabricación.

Figura 4: Carcasa de la torre absorbedora de acero al carbono reforzado con escamas de vidrio
4. La economía del corazón: Ahorro de reactivos 50%
El “corazón” del sistema no es solo un dispositivo de purificación, sino también un motor económico. Los datos de ingeniería demuestran que la atomización precisa que logra el atomizador rotatorio facilita la reutilización inteligente de los residuos de desulfuración.
Nucleación de residuos
Al reciclar las cenizas de desulfuración y reincorporarlas a la suspensión de cal, el sistema crea núcleos dentro de cada nueva gota. Esto aumenta la superficie activa disponible para la reacción, reduciendo el consumo de reactivos en un asombroso 30-50% en comparación con los sistemas de paso único.
Utilización de subproductos
Las cenizas volantes secas y el yeso producidos se transportan neumáticamente a través de tuberías cerradas hasta los silos. Este sistema automatizado de manejo de cenizas evita la dispersión de polvo, generando un subproducto listo para la construcción que reduce los costos operativos.
Gracias a la integración de un diseño estructural de vanguardia internacional y la brillantez centrífuga del atomizador rotatorio, la serie BAOLAN BLSDA ofrece una solución infalible para los parques industriales más exigentes del mundo. Elegir SDA es más que seleccionar un método de desulfuración; es invertir en el corazón de un futuro industrial limpio, estable y económicamente sostenible.
Diseña hoy mismo tu futuro conforme a la normativa.
No permita que los gases de combustión complejos y con alto contenido de polvo ni las estrictas normativas medioambientales pongan en peligro su permiso de operación. Implemente la potencia centrífuga de la desulfuración semiseca SDA para garantizar una purificación segura, estable y económicamente superior. Póngase en contacto hoy mismo con nuestro equipo de ingeniería experto para diseñar un sistema SDA de la serie BL a medida, adaptado a los objetivos exactos de volumen y concentración de azufre de sus instalaciones.





















