In the specialized field of industrial flue gas purification, Spray Drying Absorption (SDA) technology stands out as a masterpiece of multi-phase kinetics. While the absorption tower provides the stage, the Rotary Atomizer acts as the “Heart,” driving the entire chemical cycle. By converting high-pressure kinetic energy into massive centrifugal force, this core component achieves a level of sub-micron atomization that traditional spray nozzles cannot replicate. This high-efficiency atomization is the prerequisite for rapid acid-base neutralization, allowing toxic Sulfur Dioxide (SO₂) to be converted into stable solid salts in a matter of seconds. For small and medium-sized industrial kilns, mastering the mechanics of the rotary atomizer is the key to achieving ultra-low emission compliance with zero wastewater discharge.

Fig 1: Industrial-Scale SDA Facility utilizing Centrifugal Rotary Atomization
1. Mechanics of the Centrifugal Wheel
The SDA process’s superiority begins with how it handles the lime slurry absorbent. Traditional wet systems rely on massive liquid volumes, but the SDA “Semi-Dry” approach requires the slurry to be so finely atomized that it can dry into a powder while still in the air. This is achieved through the Centrifugal Force generated by a high-speed rotating wheel within the atomizer.
Sub-Micron Atomization Physics
As the slurry enters the rotating wheel, it is propelled outward by extreme centrifugal acceleration. The liquid is forced through narrow slots in the wheel, where it is sheared into microscopic droplets. By calibrating the rotation speed, the BAOLAN system produces droplets with an average diameter of only 60 micrometers (μm). This creates a cloud of mist with a massive specific surface area, providing the perfect thermodynamic condition for the simultaneous absorption of SO₂ and the evaporation of moisture.
This sub-micron dispersion ensures that even at high flue gas velocities, the chemical contact is near-instantaneous. Without the rotary atomizer’s ability to create such fine droplets, the slurry would impact the tower walls while still wet, leading to catastrophic scaling and mechanical failure.
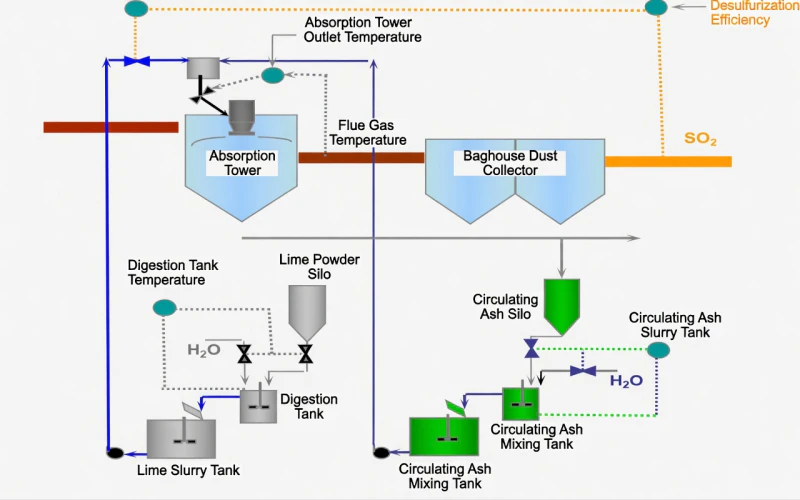
Fig 2: System Component Topology: The Slurry Preparation and Atomization Hub
2. Gas-Liquid-Solid: The Triple-Phase Neutralization
Once the “Heart” has atomized the absorbent, the process shifts into a rapid chemical reactor mode. The SDA tower achieves multi-pollutant control by exploiting the phase change from liquid mist to dry powder.
Rapid Mass Transfer Kinetics
When the hot flue gas (up to 260°C) contacts the fine alkaline droplets, the heat energy causes the water in the slurry to evaporate at lightning speed. During this evaporation window, the dissolved lime [Ca(OH)₂] reacts with acidic components like SO₂, HCl, and HF. This is the Gas-Liquid-Solid Neutralization path: the pollutants are absorbed into the liquid film, neutralized by the alkali, and finally solidified as the droplet dries.
The resulting byproducts—primarily calcium sulfite and calcium sulfate—form a dry powdery ash. This dry handling eliminates the need for the enormous sludge dewatering ponds and high-maintenance slurry pumps required in wet desulfurization. By maintaining a desulfurization efficiency of over 95%, the SDA system allows industrial facilities to meet near-zero emission standards with a significantly cleaner operational profile.
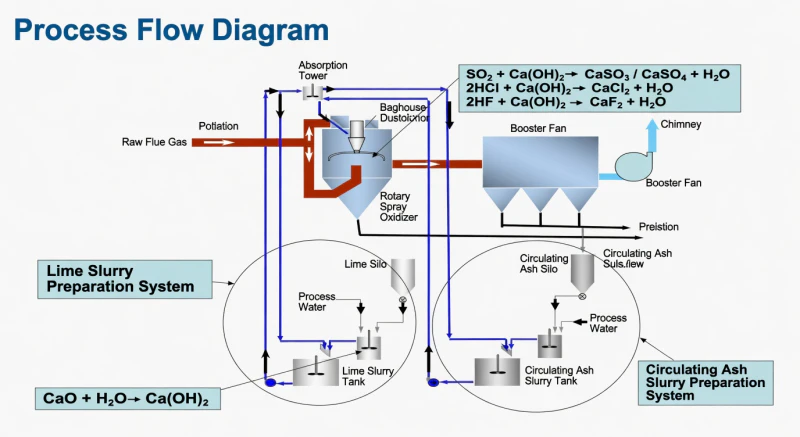
Fig 3: Cyclic Process Flow: Neutralization and Rapid Evaporation
3. Structural Architecture of the SDA Scrubber
To support the high-speed dynamics of the rotary atomizer, the absorber body must be an uncompromising vessel of metallurgical integrity. Fabricated from heavy carbon steel with an internal glass flake anti-corrosion lining, the tower is designed to withstand internal shell pressures of -6000 to 6000 Pa.
Central Gas Distribution Control
The tower body features a multi-path gas entry system. Flue gas enters through both upper and lower paths into the central distributor, where outlet guide vanes induce a slight counter-clockwise rotation. This aerodynamic “Spin” ensures that the gas and slurry mist are thoroughly mixed, maximizing residence time and ensuring that every toxic acid molecule is subjected to the atomizer’s neutralizing cloud.
This structural rationality prevents dust deposition on the tower walls and maintains a stable operational resistance of 800–1500 Pa. The result is a purified discharge with sulfur levels consistently below 35 mg/Nm3, achieving a sustainable balance between environmental health and manufacturing productivity.

Fig 4: Glass-Flake Fortified Carbon Steel Absorber Tower Shell
4. The Economics of the Heart: 50% Reagent Savings
The “Heart” of the system is not only a purification device but an economic engine. Engineering data demonstrates that the precise atomization achieved by the rotary atomizer facilitates the intelligent reuse of desulfurization residue.
Residue Nucleation
By recycling desulfurization ash back into the lime slurry, the system creates nuclei inside each new droplet. This increases the active surface area available for reaction, reducing reagent consumption by an astonishing 30-50% compared to single-pass systems.
Byproduct Utilization
The dry fly ash and gypsum produced are pneumatically conveyed through closed pipelines to silos. This automated ash handling prevents fugitive dust, producing a construction-ready byproduct that offsets operational costs.
Through the integration of internationally advanced structural design and the centrifugal brilliance of the rotary atomizer, the BAOLAN BLSDA series provides a failsafe solution for the world’s most demanding industrial parks. Choosing SDA is more than just selecting a desulfurization method; it is an investment in the “Heart” of a clean, stable, and economically sustainable industrial future.
Architect Your Compliant Future Today
Don’t let complex high-dust flue gas or strict environmental mandates threaten your operational permit. Implement the centrifugal power of SDA Semi-Dry Desulfurization to ensure safe, stable, and economically superior purification. Contact our expert engineering team today to design a bespoke BL series SDA system custom-tailored to your facility’s exact volumetric and sulfur concentration targets.





















