Al examinar la arquitectura de la gestión moderna de emisiones industriales, la literatura especializada se centra principalmente en las complejidades químicas de los reactores de reducción catalítica selectiva, la dinámica térmica del horno y la precisión de las redes de dosificación de amoníaco. Sin embargo, incluso el reactor químico mejor diseñado está destinado a sufrir una falla catastrófica si sus vías aerodinámicas se ven comprometidas. Los gases de combustión industriales constituyen un entorno turbulento y extremadamente hostil. Transportan grandes volúmenes de cenizas volantes abrasivas, metales pesados vaporizados y aerosoles químicos altamente corrosivos. El verdadero héroe anónimo de cualquier planta de desnitrificación de alta capacidad es el subsistema automatizado de soplado de hollín. Actuando como el incansable "limpiador" de la carcasa del reactor, el soplador de hollín es fundamentalmente responsable de erradicar los depósitos de ceniza y eliminar las obstrucciones químicas. Al mantener continuamente vías aerodinámicas impecables, este mecanismo fundamental previene la asfixia física, protege activos catalíticos multimillonarios de la contaminación permanente y reduce drásticamente la carga eléctrica parásita de toda la planta de fabricación. Esta exhaustiva exposición técnica profundiza en la mecánica crítica, las diversas variantes tecnológicas y el enorme retorno de la inversión que ofrecen los sopladores de hollín industriales.

Figura 1: Infraestructura de desnitrificación a gran escala que requiere mantenimiento aerodinámico constante.
1. Anatomía de la contaminación: cenizas y sales de amonio
Para apreciar verdaderamente la necesidad indispensable del soplador de hollín, los ingenieros ambientales deben primero comprender las devastadoras fuerzas químicas y físicas que atacan constantemente las dimensiones internas de un reactor de desnitrificación. Los gases de combustión provenientes de aplicaciones industriales pesadas, como calderas de servicios públicos alimentadas con carbón, hornos de cemento de proceso seco o máquinas de sinterización metalúrgica, transportan concentraciones extremas de material particulado. En muchas industrias pesadas, esta carga de polvo puede superar los ochenta gramos por metro cúbico normal. Sin embargo, la amenaza para el sistema no es simplemente suciedad inerte.
La trampa de amonio pegajoso
En cualquier sistema de desnitrificación basado en amoníaco, un pequeño porcentaje de amoníaco sin reaccionar inevitablemente elude la zona de reacción primaria. Este fenómeno se conoce universalmente como "deslizamiento de amoníaco". A medida que los gases de combustión calientes se desplazan aguas abajo y comienzan a enfriarse, este amoníaco fugitivo reacciona con el trióxido de azufre presente en la corriente de gas, interactuando con el vapor de agua para sintetizar un compuesto altamente viscoso y pegajoso llamado bisulfato de amonio. Este compuesto químico actúa como un potente adhesivo industrial. Se une a las cenizas volantes microscópicas que pasan para formar una costra densa, similar al hormigón. Sin una intervención mecánica inmediata y agresiva, esta costra se acumulará rápidamente en la superficie y en el interior de los poros microscópicos de los lechos catalíticos, desencadenando una falla en cascada de toda la matriz de purificación.
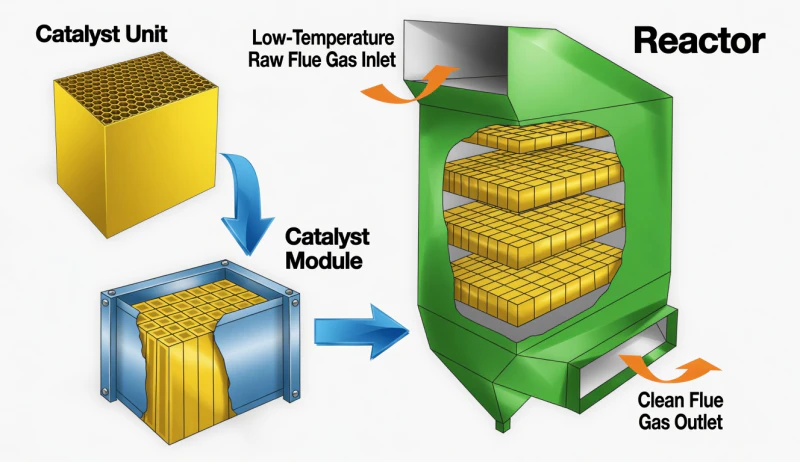
Figura 2: La matriz del catalizador: el principal objetivo de la acumulación destructiva de cenizas y sales.
2. Pureza aerodinámica: La base de la eficiencia química
La geometría estricta del flujo laminar
Un reactor de desnitrificación moderno depende por completo de la distribución uniforme y laminar del gas. Si una sección localizada del catalizador de panal se obstruye con una acumulación de ceniza, el gran volumen de gases de combustión no se detiene, sino que se ve forzado a canalizarse a través de las áreas abiertas restantes del reactor a una velocidad significativamente mayor. Este fenómeno destruye el "tiempo de residencia" del sistema: la duración crítica y altamente precisa que el gas debe permanecer en contacto directo con los sitios catalíticos activos para lograr la neutralización química completa.
La función principal del carroñero
El soplador de hollín integrado está diseñado y desplegado específicamente para erradicar físicamente esta amenaza. Elimina con fuerza las cenizas volantes, el polvo grueso y las sales de amonio pegajosas de la superficie y del interior de los poros microscópicos del catalizador para evitar obstrucciones. Mediante ciclos de limpieza de alta intensidad meticulosamente programados, el sistema garantiza que los gases de combustión atraviesen uniformemente toda la sección transversal del catalizador. Esto evita que la eficiencia de la desnitrificación se degrade debido a zonas muertas y canalizaciones aerodinámicas. En definitiva, este mantenimiento automatizado e incesante es lo que garantiza que la instalación cumpla sistemáticamente con las normativas de emisiones prácticamente nulas durante un ciclo de vida de varios años.
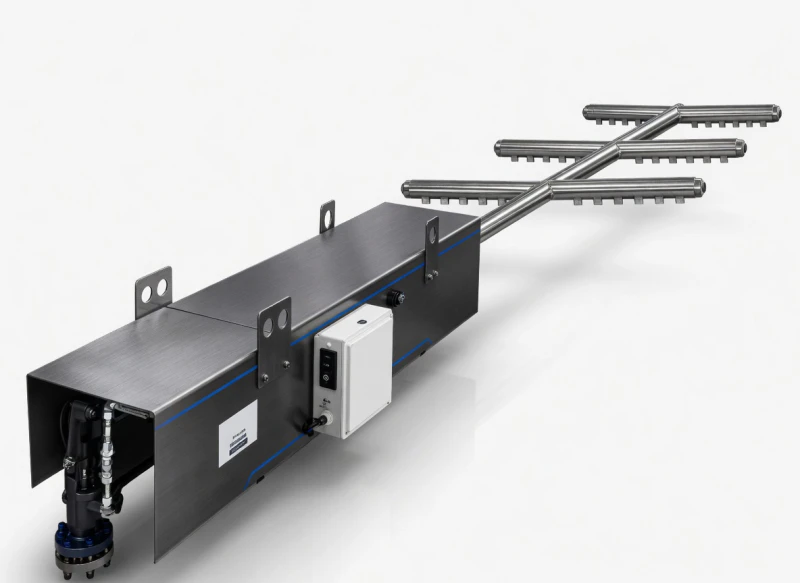
Figura 3: Bocina acústica para soplado de hollín diseñada para penetrar los poros microscópicos del catalizador.
3. Arsenal tecnológico: Soplado acústico frente a soplado neumático
Tecnología de resonancia acústica
La ingeniería ambiental moderna utiliza dos variantes principales de la tecnología de soplado de hollín. La primera es el soplador de hollín por resonancia acústica. Este sistema altamente avanzado utiliza aire comprimido para accionar un diafragma de titanio, generando ondas sonoras de baja frecuencia y alta energía. Estas ondas se propagan esféricamente por todo el interior de la carcasa del reactor. Al encontrar depósitos de ceniza sobre la superficie del catalizador, las ondas sonoras inducen una fuerte resonancia vibratoria. Los enlaces mecánicos que mantienen unidas las partículas de ceniza se rompen por la vibración, lo que provoca que el polvo se fluidifique y sea arrastrado inofensivamente por el flujo normal de los gases de combustión. La principal ventaja de la limpieza acústica es que no introduce humedad en el reactor ni causa desgaste mecánico alguno en los frágiles bloques del catalizador.
Rastrillos neumáticos de vapor y aire
La segunda variante es el soplador neumático de hollín, que se basa en la fuerza cinética bruta. Este sistema consta de una serie de lanzas de acero de alta resistencia colocadas directamente sobre los lechos de catalizador. Durante un ciclo de limpieza, se proyecta vapor seco o aire comprimido a alta presión a través de boquillas de ingeniería precisa. La enorme energía cinética del chorro limpia físicamente la superficie del catalizador, expulsando con fuerza obstrucciones severas y costras de sal endurecidas. Este sistema es indispensable en aplicaciones industriales pesadas, como hornos de cemento e incineradores de biomasa, donde el gran volumen y la adherencia de las partículas saturarían los sistemas acústicos. El sistema funciona sobre un riel móvil, lo que garantiza que cada centímetro cuadrado de la matriz del catalizador reciba una limpieza cinética precisa.
.webp)
Figura 4: Soplador neumático de hollín tipo rastrillo que proporciona limpieza cinética de alta velocidad.
4. Reducción drástica de los gastos operativos: La batalla contra la resistencia del sistema.
Más allá de las fallas químicas y el incumplimiento de las normas de emisiones, la acumulación de cenizas representa una grave amenaza mecánica y financiera para toda la planta industrial. Cuando un lecho catalítico se ensucia gravemente, actúa exactamente como un filtro obstruido en un sistema de vacío industrial. La resistencia aerodinámica a través del reactor aumenta drásticamente.
Aliviando a los aficionados afectados por el draft
Para forzar el paso de millones de metros cúbicos de gases de combustión pesados a través de un reactor obstruido y bloqueado, los enormes ventiladores de tiro inducido de la planta deben aumentar su potencia operativa de forma exponencial. Esta carga eléctrica parásita consume directamente la generación de energía primaria de la fábrica, lo que perjudica gravemente la rentabilidad de la operación.
El funcionamiento frecuente y automatizado del soplador de hollín está diseñado específicamente para combatir de forma implacable la resistencia del sistema. Al mantener los conductos de panal completamente abiertos, el sistema de limpieza evita diferenciales de presión excesivos en el conducto de humos y la infraestructura del reactor. Esto reduce permanentemente el consumo de energía eléctrica de los ventiladores de tiro inducido. En aplicaciones industriales a gran escala, este único beneficio operativo suele amortizar la inversión inicial de toda la infraestructura de soplado de hollín en los primeros años de funcionamiento.
5. Protección de la inversión: Extensión de la vida útil del catalizador
Protección contra la abrasión y el envenenamiento químico
Los bloques de catalizador representan el mayor gasto operativo en cualquier sistema de desnitrificación. Adquirir y reemplazar capas de catalizador contaminadas o dañadas puede costar millones de dólares y requerir largos periodos de inactividad de la planta, lo que supone una gran interrupción en su funcionamiento. Cuando se permite que las cenizas volantes se acumulen en los bordes del catalizador, se altera la aerodinámica, creando vórtices localizados de alta velocidad que, literalmente, erosionan el material químico activo.
Además, si la ceniza acumulada contiene altas concentraciones de metales pesados o sustancias alcalinas tóxicas, el contacto físico prolongado neutralizará permanentemente la reactividad química del sustrato. El sistema de soplado de hollín se utiliza como perímetro defensivo principal para proteger el catalizador. Al prevenir la obstrucción por ceniza, la abrasión física y la intoxicación química, actúa eficazmente como un sistema integral de soporte vital, extendiendo significativamente la vida útil del catalizador y protegiendo las inversiones de capital de la instalación.
.webp)
Figura 5: Despliegues intersectoriales que dependen del mantenimiento aerodinámico
6. Automatización inteligente: El referente de calidad BAOLAN
Un sistema de soplado de hollín no puede ser un añadido aislado instalado a posteriori en un reactor; debe integrarse a la perfección en la arquitectura aerodinámica y eléctrica completa de la planta. BAOLAN opera como un proveedor integral de soluciones medioambientales, garantizando que cada subsistema mecánico se comunique de forma síncrona y en tiempo real.
Capacidad de fabricación masiva
Nuestras instalaciones cuentan con una capacidad de producción anual superior a las cincuenta mil toneladas. Esto nos permite fabricar y desplegar rápidamente enormes carcasas de reactores preequipadas con sistemas de sopladores de hollín acústicos y neumáticos personalizados, adaptados con precisión a su carga de polvo y parámetros operativos específicos.
Arquitectura de automatización inteligente
Nuestros sopladores de hollín no funcionan a ciegas. Están conectados directamente a avanzados gabinetes de control lógico programable que monitorean continuamente la presión diferencial a través del reactor en tiempo real. Cuando la resistencia supera un umbral crítico, el sistema activa automáticamente un ciclo de limpieza altamente secuenciado sin intervención humana.
Garantía de calidad sin concesiones
Cada componente, desde las válvulas de distribución de vapor a alta presión hasta los diafragmas internos de ondas sónicas, se fabrica bajo estrictos estándares de calidad. Garantizamos que toda nuestra producción opera conforme al sistema de gestión ISO 9001, lo que asegura una fiabilidad de nivel internacional en los sectores de la industria pesada.
Asegure hoy mismo la vida útil de su infraestructura de control de emisiones.
No permita que las cenizas volantes abrasivas, la intoxicación química y la obstrucción aerodinámica severa comprometan sus estrictos objetivos de cumplimiento y reduzcan la eficiencia energética de sus instalaciones. Proteja su inversión multimillonaria en catalizadores con los subsistemas de soplado de hollín totalmente automatizados y de tecnología avanzada de BAOLAN. Póngase en contacto hoy mismo con nuestro equipo de ingeniería técnica de élite para diseñar una solución arquitectónica especializada y de cero mantenimiento para su planta industrial.





















