En el entorno industrial moderno, altamente regulado, la reducción de óxidos de nitrógeno ya no es solo un control normativo; es un desafío de ingeniería fundamental que determina la viabilidad operativa de las instalaciones de fabricación en todo el mundo. Los óxidos de nitrógeno son los principales responsables del smog fotoquímico, la lluvia ácida y graves riesgos respiratorios. Por consiguiente, las agencias de protección ambiental a nivel mundial están implementando normativas de emisiones ultrabajas y casi nulas. Para los gestores de instalaciones que operan calderas de carbón, gas o petróleo, la hoja de ruta para el cumplimiento normativo suele presentar una encrucijada crucial: elegir entre la reducción selectiva no catalítica y la reducción selectiva catalítica. Si bien ambos procesos comparten el objetivo final de neutralizar los compuestos tóxicos de nitrógeno transformándolos en nitrógeno atmosférico y vapor de agua inocuos, operan con principios termodinámicos, requisitos espaciales y modelos económicos fundamentalmente diferentes. Esta guía técnica integral desglosa la cinética química, los escenarios de aplicación y el coste total de propiedad asociados a ambas tecnologías, lo que le permitirá diseñar la estrategia de cumplimiento ambiental perfecta para su instalación.

Un referente técnico en el tratamiento de gases de combustión industriales y el control de emisiones.
1. El campo de batalla químico: Termodinámica vs. Catálisis
La diferencia fundamental entre estas dos “intervenciones” ambientales radica enteramente en cómo superan la energía de activación química necesaria para descomponer los óxidos de nitrógeno. En cualquier reacción química, se debe alcanzar un umbral específico de energía para que los enlaces moleculares se rompan y se reformen.
El método de alta temperatura (SNCR)
La reducción selectiva no catalítica utiliza energía térmica directa para impulsar la reacción química. Requiere inyectar un agente reductor que contenga grupos amino, como agua amoniacal concentrada o solución de urea, directamente en el horno. Para que la reacción se produzca de forma eficiente sin catalizador, debe tener lugar dentro de un rango térmico natural muy específico: estrictamente entre 850 °C y 1050 °C. A estas temperaturas extremas, el agente reductor se descompone rápidamente en radicales de amoníaco, que reaccionan selectivamente con óxidos de nitrógeno para formar nitrógeno gaseoso y vapor de agua. Si la temperatura es demasiado baja, el amoníaco no reacciona, lo que provoca una peligrosa fuga de amoníaco. Si la temperatura es demasiado alta, el amoníaco simplemente se quema, oxidándose y generando aún más óxidos de nitrógeno.
El Enfoque de Precisión (SCR)
Por el contrario, la reducción catalítica selectiva introduce un lecho catalítico especializado en la corriente de gas. La presencia de estas sustancias catalíticas activas reduce artificialmente la energía de activación necesaria para la reacción. En consecuencia, la misma neutralización química puede producirse a temperaturas mucho más bajas, generalmente entre 180 y 400 grados Celsius. El término «selectiva» indica que, bajo la influencia del catalizador, el agente reductor buscará preferentemente los óxidos de nitrógeno en lugar de ser oxidado por el oxígeno abundante en los gases de combustión.
Topología del proceso: Utilización del horno como recipiente de reacción principal
2. Argumentos a favor de SNCR: agilidad y eficiencia del capital
Para calderas industriales de pequeño y mediano tamaño, servicios municipales de calefacción y operaciones donde el espacio físico es muy limitado, la reducción selectiva no catalítica ofrece una vía de cumplimiento altamente ágil y rentable.
Integración de huella cero
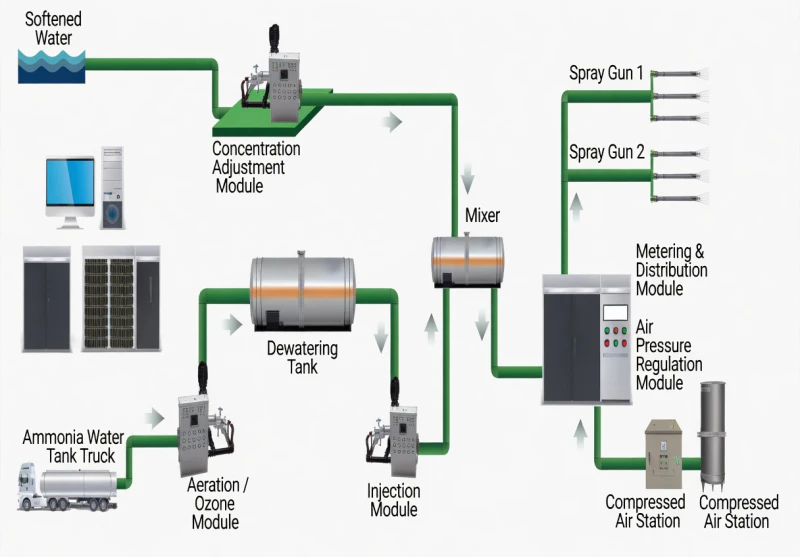
La principal ventaja de esta tecnología es que transforma la estructura de la caldera existente en un reactor químico. No es necesario construir carcasas externas para el reactor, que suelen ser enormes y costosas. La instalación física se limita a un área de almacenamiento de reactivos, un sistema de dosificación y bombeo de precisión y una red de lanzas de inyección de alta presión instaladas directamente a través de las paredes del horno de la caldera.
Realidades del rendimiento
Si bien la inversión de capital es excepcionalmente baja y el período de construcción es notablemente corto, los operadores deben aceptar un límite inferior en la eficiencia general. El rendimiento a largo plazo en campo suele estabilizarse entre el 30 % y el 60 % de eficiencia de eliminación. Si bien esto es totalmente suficiente para cumplir con las normativas convencionales en muchas regiones, puede resultar insuficiente para cumplir con los mandatos de emisiones ultrabajas a menos que se complemente con aditivos químicos patentados, que pueden aumentar el rendimiento de forma fiable en un 5 % adicional.

Implementación versátil en calderas industriales pequeñas y medianas.
3. Argumentos a favor de SCR: Rendimiento a gran escala sin concesiones
Dominando el cumplimiento casi nulo
Cuando las operaciones industriales —como las grandes centrales térmicas, los hornos de cemento de alta capacidad y los hornos de fabricación de vidrio— están sujetas a estrictas normativas de emisiones ultrabajas, el sistema de Reducción Catalítica Selectiva es la única solución tecnológica viable. Este sistema garantiza una eliminación continua y fiable de óxidos de nitrógeno con una eficiencia superior al 95 %.
El núcleo tecnológico de este sistema es el lecho catalítico. Según la carga de polvo y el perfil químico de los gases de combustión, los ingenieros emplean diferentes topologías. Los catalizadores de estructura alveolar dominan el mercado debido a su enorme superficie específica y su ligereza estructural. Por otro lado, los catalizadores de tipo placa, construidos sobre robustas estructuras metálicas, se utilizan en entornos con cargas de partículas extremadamente altas para evitar obstrucciones físicas y mantener la eficiencia aerodinámica durante miles de horas de funcionamiento continuo.
Si bien la inversión inicial para la carcasa del reactor y los módulos del catalizador es considerable, el gasto operativo a largo plazo se compensa con un consumo de reactivos altamente optimizado. Dado que el catalizador actúa como director químico, la utilización del amoníaco es prácticamente perfecta, eliminando casi por completo el riesgo de que el amoníaco sin reaccionar se filtre a la atmósfera aguas abajo.
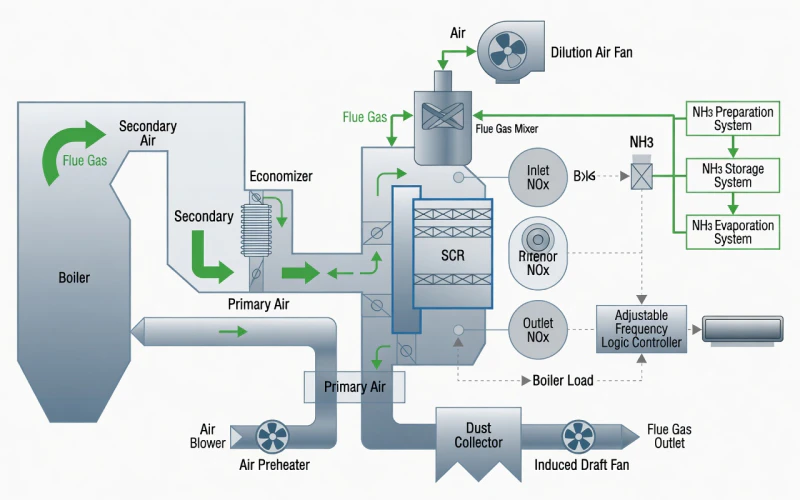
La intrincada dinámica de flujo de la neutralización catalítica
4. La matriz de selección estratégica: alinear la tecnología con la realidad
Para tomar la decisión de ingeniería correcta, es necesario evaluar la distribución física, los parámetros financieros y el marco regulatorio específicos de sus instalaciones. La siguiente matriz ofrece una comparación clara e imparcial de ambas tecnologías.
| Métrica de ingeniería | Reducción selectiva no catalítica | Reducción catalítica selectiva |
|---|---|---|
| Eficiencia de eliminación garantizada | Moderadamente eficaz (30% a 60%) | Excepcionalmente alto (superior a 95%) |
| Ventana térmica requerida | Calor extremo (de 850 a 1050 grados Celsius) | Calor moderado (de 180 a 400 grados Celsius) |
| Dinámica del consumo de reactivos | Alto consumo debido a la falta de selectividad. | Uso altamente optimizado y eficiente |
| Gasto de capital inicial | Bajo (No se requieren estructuras de reactor masivas) | Sustancial (módulos catalizadores y viviendas grandes) |
| Riesgo de derrame de amoníaco | Elevado sin control PID inteligente avanzado | Mínimo (Reacción estrictamente controlada por el catalizador) |
5. Protección universal de activos: Mantenimiento de la pureza aerodinámica
Combatir el bisulfato de amonio
Independientemente del método de reacción que se elija, ambos introducen amoníaco en la corriente de gas. Si la reacción es incompleta, el amoníaco no reaccionado se desplaza aguas abajo e interactúa con el trióxido de azufre en los gases de escape de refrigeración, sintetizando un compuesto altamente viscoso y pegajoso conocido como bisulfato de amonio. Esta sustancia se une a las cenizas volantes circulantes para formar depósitos similares al hormigón que obstruyen los poros del catalizador y bloquean los tubos de transferencia de calor por convección.
Para proteger las instalaciones contra esta amenaza, se integró Sistemas de soplado de hollín Son obligatorios. Mediante resonancia acústica de alta energía o lanzas de vapor de alta velocidad, estos subsistemas automatizados limpian periódicamente los componentes internos, desintegrando los puentes de polvo y eliminando los depósitos pegajosos. Al mantener las vías aerodinámicas completamente despejadas, los sopladores de hollín evitan diferencias de presión severas, lo que a su vez reduce drásticamente el consumo de energía eléctrica de los enormes ventiladores de tiro inducido.

Captadores de ionización para filtración submicrónica
Diseñe su estrategia integral de cumplimiento normativo.
Gestionar las complejidades del control de emisiones industriales requiere más que equipos estándar; exige ingeniería de precisión adaptada a la realidad termodinámica específica de sus instalaciones. Tanto si su operación requiere la integración ágil y sin impacto ambiental de la Reducción No Catalítica Selectiva (RNC), como el cumplimiento normativo a gran escala garantizado por la Reducción Catalítica Selectiva (RCS), el camino a seguir debe basarse en datos empíricos y una profunda experiencia técnica. Póngase en contacto hoy mismo con nuestro equipo de ingeniería de élite para solicitar una auditoría especializada de sus instalaciones y determinar la arquitectura de desnitrificación óptima para sus activos industriales.





















