Oxydation catalytique régénérative (RCO)
Ce système combine parfaitement l'efficacité de récupération de chaleur 95%+ d'un RTO avec la technologie catalytique basse température d'un système CO. Il permet d'atteindre une efficacité de destruction des COV jusqu'à 99%, tout en minimisant la consommation d'énergie.
Contactez-nousIntroduction au processus RCO
La technologie d'oxydation catalytique régénérative (RCO) chauffe les gaz résiduaires organiques à une température supérieure à 300 °CSous l'action d'un catalyseur dans la chambre de combustion, les composés organiques volatils (COV) sont oxydés et décomposés en CO₂ et H₂O inoffensifs, atteignant une efficacité de purification jusqu'à 99%.
Les gaz à haute température ainsi générés traversent des régénérateurs et des catalyseurs en céramique spécialement conçus, chauffant le corps en céramique pour « emmagasiner de la chaleur ». Lors du cycle suivant, les gaz résiduaires entrants traversent cette céramique chauffée, transférant la chaleur emmagasinée vers les gaz d'échappement.
En utilisant la céramique comme fluide caloporteur dans un cycle continu, le système réduit considérablement la consommation de combustible nécessaire au chauffage des gaz résiduaires, ce qui diminue les coûts d'exploitation et permet d'atteindre un rendement de récupération de chaleur remarquable pouvant atteindre… 95%.
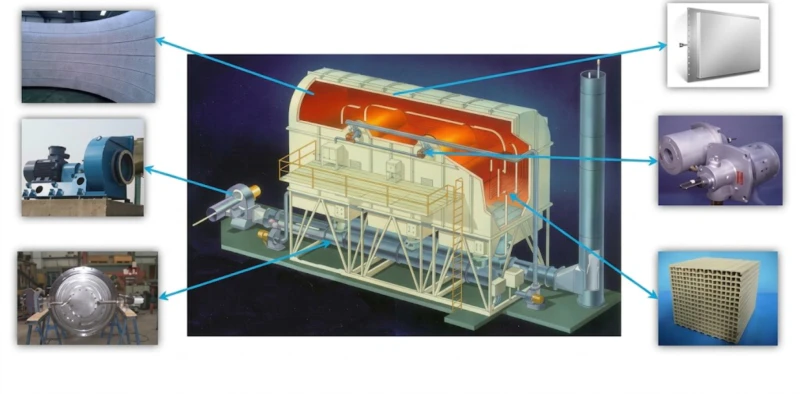
Composants du système
Composants clés du système
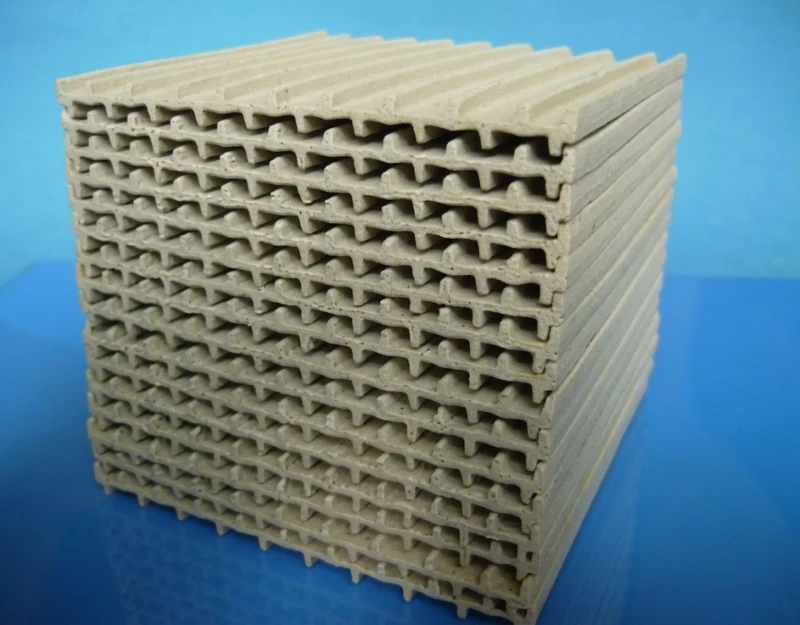
Corps régénérateur

Coton isolant thermique

Système de ventilation

Rupture du disque

Système de vannes

Catalyseur
Comment fonctionne RCO
Préchauffage
Les COV gazeux pénètrent dans la première chambre de régénération par l'intermédiaire de vannes de commutation. Le gaz absorbe l'énergie thermique du support céramique préchauffé, atteignant rapidement la température d'activation du catalyseur.
Oxydation catalytique
Le gaz chauffé traverse le lit catalytique. Les COV sont oxydés en CO₂ et H₂O inoffensifs à basse température (250 °C-400 °C), libérant simultanément de la chaleur de réaction.
Récupération de chaleur
Un gaz purifié à haute température circule dans la seconde chambre de régénération. Il cède sa chaleur au matériau céramique (qui la stocke pour le cycle suivant) tout en refroidissant.
Émission purifiée
Le gaz refroidi et purifié est évacué en toute sécurité par la cheminée. Des automates programmables inversent périodiquement le sens de la vanne afin de maintenir un cycle continu et très économe en énergie.
Principales caractéristiques et avantages
Découvrez pourquoi l'oxydation catalytique régénérative est la solution la plus écoénergétique pour le traitement de grands volumes de COV.
Efficacité ultime en matière de coûts
L'association d'une récupération de chaleur exceptionnelle (>95%) et de basses températures de réaction permet fonctionnement «autosuffisant» sans consommation de carburant supplémentaire, même lors du traitement de COV à très faible concentration.
Durée de vie prolongée des équipements
En abaissant la température de la chambre de combustion de 800 °C (RTO standard) à moins de 400 °C, le système réduit considérablement les contraintes thermiques et la fatigue sur les composants métalliques et minimise la dégradation de l'isolation.
Zéro émission de NOx
L'oxydation catalytique à basse température empêche fondamentalement la formation d'oxydes d'azote thermiques (NOx) généralement associés à la combustion à haute température, éliminant ainsi la pollution secondaire.
Profil de sécurité exceptionnel
Le système fonctionne à des températures nettement inférieures aux points d'auto-inflammation de la plupart des composés organiques, garantissant ainsi le plus haut niveau de sécurité opérationnelle pour votre installation.
Sélection du Triangle d'Or
Comprenez les principales différences entre CO, RTO et RCO pour choisir le système de contrôle des émissions idéal pour votre installation.
| Dimension de comparaison | CO (Oxydation catalytique) |
RTO (Oxydation thermique régénérative) |
Économiseur d'énergie
RCO (Oxydation catalytique régénératrice) |
|---|---|---|---|
| Méthode de récupération de chaleur | Échangeur de chaleur à plaques (Efficacité : 50%-70%) |
Nid d'abeille en céramique (Efficacité : >95%) |
Nid d'abeille en céramique (Efficacité : >95%) |
| Température de fonctionnement | 250 °C - 350 °C | 800°C - 850°C | 300°C - 400°C |
| Volume d'air approprié | Petit à moyen | Moyen à très grand | De grande à très grande taille |
| Concentration de COV | Moyen à élevé | Moyen à faible | Extrêmement faible à moyennement faible |
| Limites de composition des gaz | Extrêmement strict (Risque élevé d'empoisonnement) |
Large / Très tolérant (Gère les impuretés complexes) |
Strict (Nécessite un système anti-empoisonnement et de filtration des poussières) |
Conclusion de l'expert
Si vous avez affaire à grands volumes d'air et concentrations de COV extrêmement faibles sans poisons catalytiques sévères, RCO est incontestablement votre meilleur choix.Il combine parfaitement la récupération massive de chaleur d'un RTO avec les économies de carburant à basse température d'un système CO.
Applications et scénarios idéaux
Prérequis en ingénierie cruciale
Les systèmes RCO sont les solutions ultimes pour économiser l'énergie. grands volumes d'air avec de faibles concentrations de COVToutefois, les gaz d'échappement doivent être strictement exempts de particules lourdes et de substances empoisonnant le catalyseur. Les environnements contenant Soufre, phosphore, halogènes ou métaux lourds elles désactiveront le catalyseur et sont fortement déconseillées sans prétraitement approfondi.

Impression et emballage
Très efficace pour les grandes installations d'impression et d'emballage, y compris les procédés d'impression flexographique et rotogravure, décomposant efficacement les solvants d'encre et assurant des émissions propres avec une consommation de carburant minimale.

Peinture automobile au pistolet
Idéal pour la fabrication automobile, les cabines de peinture de pièces automobiles et le traitement de surface des métaux à grande échelle. Ces procédés génèrent généralement d'importants volumes d'air d'échappement à très faible concentration de COV, faisant du RCO le choix le plus économique.
Semiconducteurs électroniques
Idéal pour oxyder en toute sécurité des solvants spécifiques, des agents de nettoyage et des COV générés lors de la fabrication de semi-conducteurs, de la fabrication de circuits imprimés (PCB) et des procédés de revêtement électronique de précision.
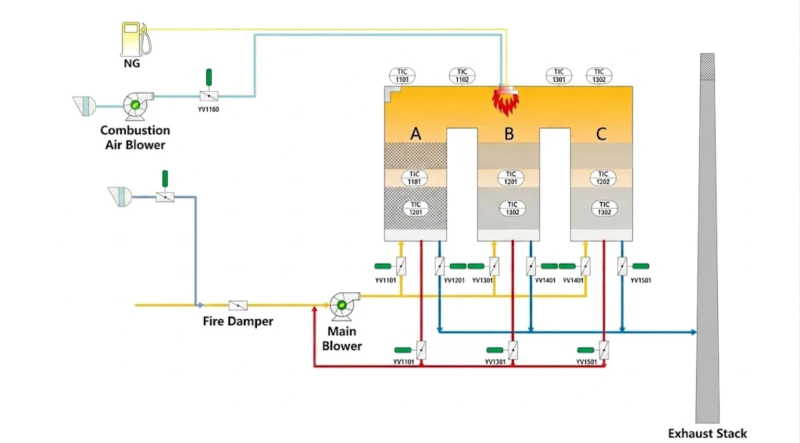
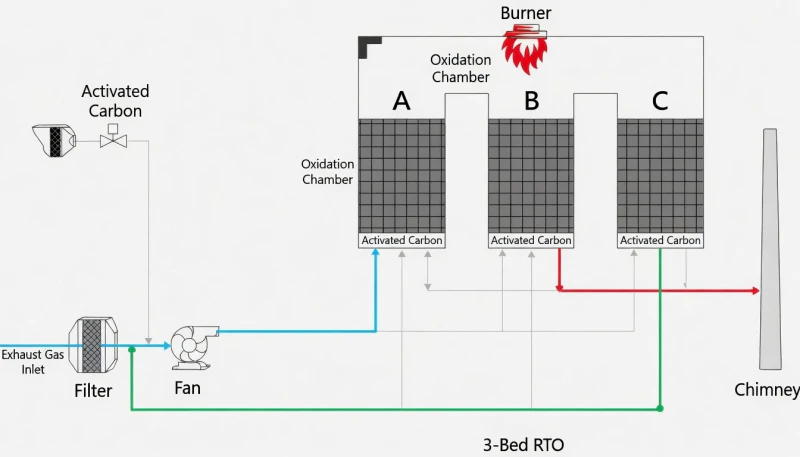
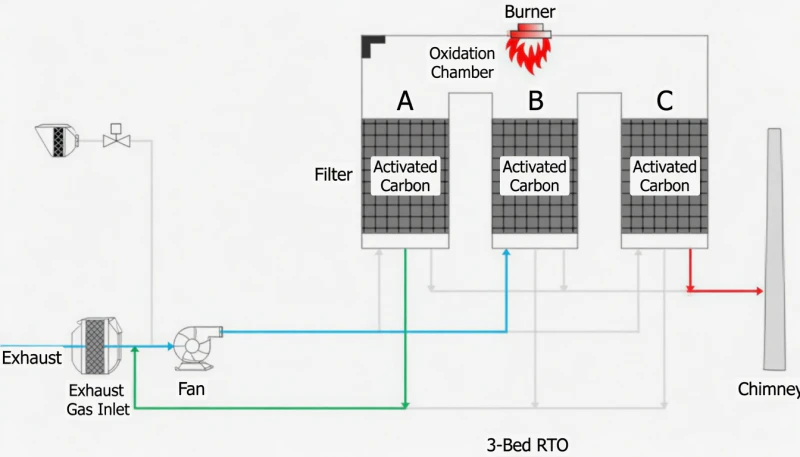
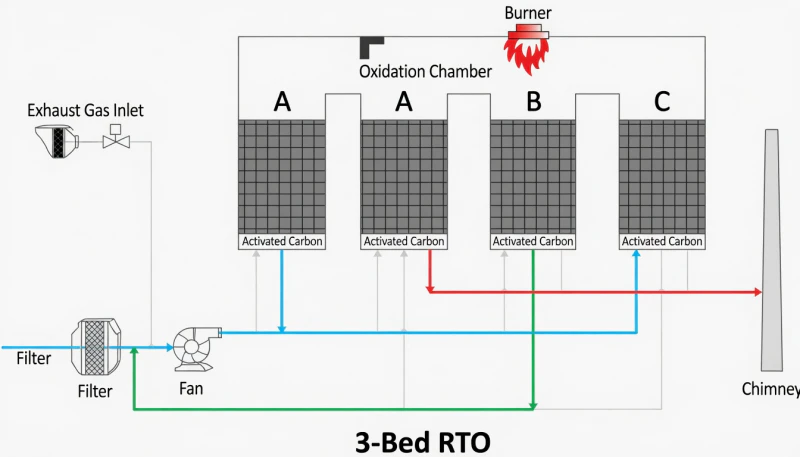
Séquence de commutation RCO
Un cycle de fonctionnement continu à 3 lits assure une destruction ininterrompue des COV, empêche les pics de pression et garantit une récupération de chaleur maximale grâce à des phases d'entrée, de sortie et de purge systématiques.
Approuvé par les leaders du secteur
Découvrez les témoignages de clients qui ont atteint une conformité environnementale absolue et réalisé d'importantes économies d'énergie grâce à nos systèmes d'oxydation catalytique de pointe.
Le système RCO installé a permis de réduire nos coûts énergétiques d'exploitation de près de 701 THB tout en garantissant une conformité totale aux normes relatives aux COV. Le retour sur investissement a été exceptionnel.
Leur expertise en ingénierie a été essentielle pour la gestion de notre système d'échappement complexe et volumineux. L'installation s'est déroulée sans accroc et les performances dépassent nos attentes.
Professionnels, réactifs et véritables experts en réduction des COV. Leur système catalytique atteint systématiquement une efficacité de 99%+. Nous les recommandons vivement.





















