Caso di studio · Abbattimento dei VOC e recupero dei solventi
Come un produttore specializzato di prodotti chimici organofluorurati ha raggiunto un'efficienza di distruzione dei VOC del 99,8% da 2.500 Nm³/h di gas di scarico di solventi organici fluorurati, utilizzando una catena di processi di adsorbimento su resina + desorbimento a vapore + recupero per condensazione a due stadi specificamente progettata per recuperare solventi fluorurati di alto valore anziché ossidarli termicamente, evitando l'inquinamento secondario tossico da HF che la combustione RTO genererebbe dai composti organici contenenti fluoro, fornendo al contempo 300 tonnellate/anno di solvente recuperato e un costo operativo annuo di soli 270.000 RMB.
Adsorbimento della resina
Recupero di solventi fluorurati
Desorbimento del vapore
Produzione di organofluorurati
01 — Contesto del settore
Produzione di composti organofluorurati per l'industria chimica fine: perché l'ossidazione termica è la tecnologia sbagliata per i flussi di VOC fluorurati
I prodotti chimici di precisione sono prodotti chimici speciali ad alto valore aggiunto, con complesse vie di sintesi e diverse applicazioni finali. Il settore comprende intermedi farmaceutici, intermedi agrochimici, materie prime per coloranti e pigmenti, additivi alimentari e materie prime per rivestimenti ad alte prestazioni. Nel 2022, il valore totale della produzione del settore chimico di precisione si è attestato a circa 5,7 trilioni di RMB, con una crescita annua di 16,31 TP3T e rappresentando 43,71 TP3T della produzione totale dell'industria chimica. Si prevede che questa traiettoria di crescita continui fino a raggiungere gli 11 trilioni di RMB entro il 2027, con un tasso di crescita annuo previsto di 101 TP3T.
L'impresa oggetto di questo studio di caso è un'azienda nazionale ad alta tecnologia che produce fluoruro di polivinilidene (PVDF), prodotti chimici organici fluorurati (tra cui prodotti chimici agrochimici organofluorurati, intermedi farmaceutici e intermedi per coloranti) e materiali correlati. La sua base produttiva comprende 8 moderne linee di produzione di PVDF (capacità annua 60.000 t) e 4 linee di produzione di prodotti organici fluorurati (capacità annua 7.000 t). I prodotti coprono i settori delle materie plastiche e dei polimeri di gomma, delle applicazioni farmaceutiche e degli intermedi agrochimici.
La decisione critica relativa alla scelta della tecnologia per questo progetto è: Perché l'adsorbimento su resina + desorbimento a vapore + recupero della condensa è la tecnologia corretta, e perché l'RTO (ossidatore termico rigenerativo) è specificamente escluso?
- I solventi fluorurati generano HF per ossidazione termica: Quando i composti organofluorurati (diclorofluorometano, trifluorometilbenzene, trifluorometilanilina, difluorobenzene, trifluorobenzene e solventi fluoroorganici correlati) vengono bruciati in un RTO o in un ossidatore catalitico, i prodotti della combustione includono acido fluoridrico (HF) e potenzialmente altri gas acidi fluorurati. L'HF è un gas acido altamente tossico ed estremamente corrosivo (IDLH: 30 ppm) che: attacca il rivestimento refrattario della camera di combustione dell'RTO e il letto ceramico di accumulo termico in pochi mesi; richiede un sistema di lavaggio dell'HF a valle dedicato, con conseguenti costi di investimento significativi; genera acque reflue pericolose contenenti fluoruro che richiedono un trattamento specializzato; e crea un rischio significativo per la salute e la sicurezza sul lavoro durante qualsiasi attività di manutenzione. Gli approcci basati sull'RTO per l'abbattimento dei solventi fluorurati sono pertanto tecnicamente complessi, costosi sia in termini di investimento che di costi operativi e generano flussi secondari di rifiuti pericolosi.
- I solventi fluorurati di alto valore meritano di essere recuperati, non distrutti: I solventi fluorurati come il diclorofluorometano (precursore del refrigerante R22), il trifluorometilbenzene e il fluorobenzene hanno un valore commerciale significativo come materiali recuperati. Le 300 tonnellate/anno di solvente recuperate da questo impianto hanno un valore di ricavo diretto che compensa parzialmente o totalmente il costo operativo annuale del sistema di trattamento. Bruciare questi solventi in un impianto RTO distrugge tale valore, generando al contempo il problema dell'HF descritto in precedenza. L'adsorbimento su resina cattura i solventi per il recupero; l'impianto RTO li distrugge.
- L'adsorbimento a stadio singolo è insufficiente per 16.000 mg/Nm³ di VOC a 2.500 Nm³/h: L'adsorbimento standard con carbone attivo o zeolite si saturerebbe rapidamente a questa concentrazione in ingresso, richiedendo cicli di rigenerazione molto frequenti o letti di adsorbente di grandi dimensioni. Il sistema di adsorbimento a resina in serie di questo impianto risolve questo problema collegando due adsorbitori in serie: l'adsorbitore A opera in fase di adsorbimento primario, rimuovendo la maggior parte del carico di VOC; l'adsorbitore B funge da stadio di affinamento, catturando i VOC residui non rimossi da A. Quando la concentrazione in uscita da B si avvicina al limite, A viene commutato sulla rigenerazione a vapore e un adsorbitore di riserva C subentra. Questa configurazione di adsorbimento in serie raggiunge una rimozione del 99,81% TP3T ad alta concentrazione in ingresso, gestendo al contempo il ciclo di rigenerazione in modo efficiente.

02 — Profilo di inquinamento
Gas di scarico del processo organofluorurato: concentrazione di VOC estremamente elevata, miscela di solventi fluorurati altamente corrosiva, priva di specie aromatiche.
I gas di scarico provengono principalmente dalle pompe per vuoto dell'officina di produzione di composti organici del fluoro e dai flussi di gas di scarto del reattore. La miscela di VOC è complessa e varia a seconda del prodotto di sintesi, con componenti solventi primari quali metanolo, cicloesano, diclorofluorometano (R22), clorobenzene, composti di difluorometilbenzene (trifluorometilbenzene, difluorometiltoluene), trifluorometilanilina, trifluorobenzene, difluorobenzene, trifluorobenzene e composti fluoroorganici correlati, tra cui l'acido para-fluorobenzene e le famiglie di acidi fluorobenzene adiacenti. Il profilo dei VOC è complesso, con elevate concentrazioni e una notevole variabilità al variare della produzione tra diverse vie di sintesi fluorochimica.
Caratteristiche principali del gas: Volume standard del gas 2.500 Nm³/h; volume del gas di processo 2.770 Nm³/h a 30°C; potenza del ventilatore 7,5 kW; pressione del ventilatore 6.500 Pa; diametro del condotto principale φ300 mm. Contenuto di O₂: 21% effettivo/di riferimento. Umidità: 40%. La concentrazione di VOC è eccezionalmente elevata a 16.000 mg/Nm³ NMHC, la più alta di qualsiasi caso di studio nella raccolta in cui l'obiettivo è il recupero (piuttosto che la distruzione). Nella miscela non sono presenti aromatici della classe del benzene (benzene, toluene, xilene); tutte le specie aromatiche sono composti sostituiti fluorurati o clorurati con diverse proprietà fisico-chimiche.
La sfida principale in termini di materiali risiede nel fatto che il gas contiene composti organici fluorurati che, ossidandosi, producono HF, e il grado di acidità secondario dovuto al metanolo e ad altri solventi polari crea un flusso gassoso corrosivo. La resistenza alla corrosione delle apparecchiature è esplicitamente identificata come un requisito fondamentale in tutta la progettazione del sistema. Tutte le superfici a contatto con il fluido devono essere realizzate con materiali resistenti alla corrosione; i recipienti di adsorbimento della resina, i condensatori e i ricevitori di liquido devono essere progettati per garantire la compatibilità chimica con i solventi fluorurati.
| Parametro | Concentrazione iniziale | Presa effettiva | Limite UE IED / NER |
|---|---|---|---|
| NMHC (COV totali) | 16.000 mg/Nm³ | 22 mg/Nm³ | IED ≤50 mg/Nm³ |
| metanolo | Presente (componente principale) | 10 mg/Nm³ | IED ≤50 mg/Nm³ |
| Toluene (equivalente di fluorotoluene) | Presente | 5 mg/Nm³ | IED ≤15 mg/Nm³ |
| Clorobenzene | Presente | 10 mg/Nm³ | IED ≤50 mg/Nm³ |
| Volume standard del gas | 2.500 Nm³/h | — | — |
| volume del gas di processo | 2.770 Nm³/h a 30°C | — | — |
| Umidità | 40% | — | — |
| Materiali corrosivi | Composti organici fluorurati (che generano HF durante la combustione); pH acido presente | — | — |
| Recupero annuale del solvente | ~300 tonnellate/anno | Verificato; purificato e riutilizzato | — |
| Riduzione annuale dei VOC | ~350 tonnellate/anno | Verificato | — |
03 — Soluzione di trattamento
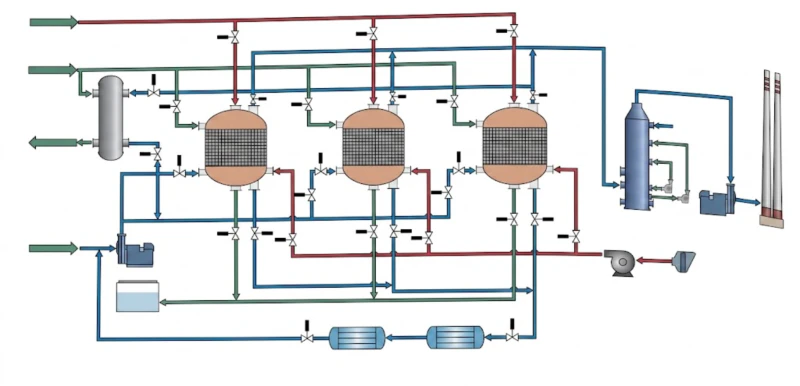
Adsorbimento su resina + desorbimento a vapore + recupero tramite condensazione a due stadi: cattura dei solventi fluorurati per il riutilizzo anziché la distruzione
La catena di processo utilizza l'adsorbimento su resina come meccanismo di raccolta primario, la desorbimento a vapore per rilasciare i solventi catturati dalla resina e una condensazione a due stadi per recuperare i solventi allo stato liquido per la purificazione e il riutilizzo. Tre recipienti di adsorbimento (A, B, C) operano in rotazione: due in serie per l'adsorbimento e uno per la rigenerazione a vapore in qualsiasi momento. Il sistema è completamente automatizzato, con i due recipienti di adsorbimento in serie che operano senza presidio, monitorati da remoto tramite DCS, e i dati accessibili dalla sala di controllo centrale senza la necessità di operatori in loco durante il normale funzionamento.
La catena di pretrattamento del gas prima degli adsorbitori (adsorbimento su membrana di resina + lavaggio alcalino + lavaggio con acqua) rimuove le impurità idrosolubili e regola la temperatura e l'umidità prima che il gas entri in contatto con l'adsorbente a resina. Il metanolo presente nel gas, che presenta una debole capacità di adsorbimento sui letti di resina standard, viene rimosso preferenzialmente nella fase iniziale di lavaggio con acqua per evitare che il metanolo possa spostare i solventi fluorurati di maggior valore dalla resina adsorbente.
Pre-trattamento: adsorbimento su membrana di resina + lavaggio alcalino + lavaggio con acqua
Dopo che i gas di scarico hanno attraversato la fase preliminare di adsorbimento a membrana di resina, il lavaggio alcalino e il lavaggio con acqua, vengono rimossi i composti organici idrosolubili (principalmente metanolo) e gli eventuali componenti acidi. Il lavaggio con acqua riduce inoltre la temperatura e l'umidità del gas entro i limiti accettabili per i letti di adsorbimento principali della resina. L'acqua di lavaggio di scarto viene convogliata all'impianto di trattamento delle acque reflue per il trattamento biologico; l'acqua di lavaggio contenente metanolo può essere distillata per recuperare il metanolo prima del trattamento biologico, se la concentrazione di metanolo è sufficientemente elevata da giustificare la convenienza economica della distillazione.
Adsorbimento principale: adsorbitori a resina A/B collegati in serie (con C come riserva)
Dopo il pretrattamento, il gas viene aspirato attraverso il ventilatore principale nell'adsorbitore A, quindi nell'adsorbitore B in serie. Il collegamento in serie (adsorbimento seriale) è la caratteristica progettuale chiave per le applicazioni ad alta concentrazione: l'adsorbitore A rimuove la maggior parte del carico di VOC di 16.000 mg/Nm³; l'adsorbitore B rimuove il VOC residuo non catturato da A, fornendo una concentrazione in uscita ≤22 mg/Nm³ (rimozione complessiva del 99,8%). Quando la concentrazione in uscita da B si avvicina al limite, il sistema DCS commuta A alla rigenerazione a vapore e attiva l'adsorbitore di riserva C per sostituire A. La temporizzazione del ciclo di adsorbimento è determinata dalla concentrazione effettiva in uscita anziché da un periodo di tempo fisso, garantendo il massimo utilizzo dell'adsorbente indipendentemente dalla variabilità della concentrazione in ingresso. I recipienti di adsorbimento sono costruiti con materiali resistenti alla corrosione adatti all'ambiente con solventi fluorurati.
Rigenerazione: Desorbimento a vapore + Recupero a condensazione in due fasi
Quando l'adsorbitore A (o B) è saturo, vapore acqueo a 0,02 t/h e 230 RMB/t (proveniente dalla rete di vapore dell'impianto) viene iniettato nell'adsorbitore in modalità desorbimento. Il vapore rimuove i solventi fluorurati adsorbiti dalla superficie della resina, creando una miscela di vapore acqueo e vapori di solvente concentrati che attraversa il sistema di condensazione a due stadi. Il primo stadio di condensazione utilizza acqua di raffreddamento a temperatura standard (30 °C, 0,3–0,4 MPa, 100 m³/h) per condensare i solventi a punto di ebollizione più elevato; il secondo stadio di condensazione utilizza salamoia refrigerata (10 °C, 0,3–0,4 MPa, 20 m³/h) per condensare i solventi a punto di ebollizione inferiore e i vapori residui. La fase liquida di solvente misto condensata entra in un separatore liquido-gas per rimuovere il gas trascinato, quindi in un serbatoio di separazione olio-acqua e in un serbatoio di separazione di fase per la separazione liquido-liquido. La fase ricca di solvente separata viene inviata alla colonna di distillazione di purificazione per il recupero come solvente riciclato ad elevata purezza. Le acque reflue separate per fase vengono scaricate nell'impianto di trattamento delle acque reflue per il trattamento biologico. Le acque reflue ad alta concentrazione possono essere ulteriormente purificate in una colonna di distillazione di precisione per recuperare il contenuto di solvente prima del trattamento biologico.
Riepilogo del flusso di processo
Aspirapolvere da officina
Pompe e reattori
Lavaggio alcalino+
Lavaggio ad acqua
→ Resina Annunci B
(serie)
22 mg/Nm³
99,8% VOC
0,02 t/h
acqua a 30°C
salamoia a 10 °C
Fase Sep
300 tonnellate/anno
Riparato
Apparecchiature e parametri operativi
| Articolo | Specifica |
|---|---|
| Tifoso principale | 4 kW (molto piccolo; 2.500 Nm³/h a bassa pressione) |
| Fan di The Purge | 1,5 kW |
| Pompa di circolazione | 1,1 kW |
| Potenza elettrica totale | 6,6 kW (380 V±10%, 50 Hz) — eccezionalmente basso |
| Aria compressa (valvole pneumatiche) | 2 m³ (P: 0,6–0,8 MPa) |
| Acqua di raffreddamento primaria | 100 m³/h (30°C, 0,3–0,4 MPa) — Condensatore di stadio 1 |
| salamoia refrigerata | 20 m³/h (10°C, 0,3–0,4 MPa) — Condensatore di stadio 2 |
| Vapore (desorbimento) | 0,02 t per ciclo di desorbimento; velocità 1,5 t/h; 230 RMB/t |
| Ingombro delle apparecchiature | 15 m × 7 m (molto compatto; significativamente più piccolo di RTO) |
| Costo annuale dell'elettricità | Circa 38.000 RMB (5 kW a 0,95 RMB/kWh) |
| Costo annuale dell'aria compressa | Circa 3.000 RMB (2 m³ a 0,2 RMB/m³) |
| Costo annuale del vapore | Circa 345 RMB per evento di desorbimento |
| Costo operativo annuo totale | Circa 270.000 RMB/anno in totale (tutte le utenze) |
04 — Vantaggi principali
Perché l'adsorbimento e il recupero tramite resina superano l'ossidazione termica nelle applicazioni con composti organici volatili fluorurati nell'industria chimica fine
- ✓
Nessun inquinamento secondario: zero produzione di HF, zero prodotti di combustione pericolosi. Il riepilogo dell'esperienza documenta esplicitamente che "se si utilizza la combustione termica, i composti organici del fluoro si ossidano formando HF, che attacca i corpi delle apparecchiature, le ceramiche e gli strati di isolamento termico causandone la fragilità; questo progetto non è quindi adatto ai processi di combustione RTO o di combustione catalitica; l'adsorbimento su resina non presenta problemi di generazione di rifiuti pericolosi". Questo è il vantaggio decisivo. Ogni molecola di solvente fluorurato recuperata e riutilizzata non genera HF durante la combustione, non richiede uno scrubber per l'HF e non produce acque reflue pericolose contaminate da fluoruri. Per gli impianti che producono o utilizzano composti organici fluorurati, l'adsorbimento su resina non è solo preferibile alla combustione RTO, ma nella maggior parte dei casi è l'unica opzione tecnicamente ed economicamente praticabile. - ✓
300 tonnellate/anno di solvente recuperato trasformano un costo di conformità in una risorsa generatrice di ricavi: Le 300 tonnellate/anno di solvente fluorurato recuperate, una volta purificate nella colonna di distillazione, vengono reimmesse nel processo produttivo. I solventi fluorurati hanno un elevato valore commerciale (in genere da 30.000 a 200.000 RMB/tonnellata a seconda del composto specifico). Anche considerando valori prudenti, 300 tonnellate/anno di solvente recuperato rappresentano un credito di ricavi di gran lunga superiore al costo operativo totale dell'impianto di trattamento, pari a 270.000 RMB/anno. L'impianto non si limita a rispettare i limiti di emissione, ma si autofinanzia grazie al recupero del solvente, un calcolo economico fondamentalmente inaccessibile agli approcci basati sul modello RTO (Return to Operations). - ✓
L'adsorbimento in serie (A+B in serie) risolve il problema dell'alta concentrazione che rende impraticabile l'adsorbimento a stadio singolo a 16.000 mg/Nm³: Con una concentrazione in ingresso di NMHC pari a 16.000 mg/Nm³, un singolo recipiente di adsorbimento si saturerebbe molto rapidamente (entro 30-60 minuti con una portata di 2.500 Nm³/h), richiedendo continui passaggi alla rigenerazione con una capacità di adsorbimento insufficiente durante il periodo di rigenerazione. La configurazione in serie (A per l'adsorbimento primario, B per la fase di affinamento) raddoppia la capacità di adsorbimento effettiva: A si carica fino alla saturazione mentre B mantiene la compliance all'uscita; quando A si satura, C sostituisce A mentre A si rigenera e B continua come stadio di affinamento. Questa configurazione in serie rotante fornisce una rimozione continua di >99% senza l'interruzione della compliance che si creerebbe con un adsorbimento a stadio singolo a questa concentrazione. - ✓
La resina adsorbente supera il carbone attivo nelle applicazioni con solventi fluorurati in termini di durata, capacità e completezza di desorbimento: Il riepilogo dell'esperienza confronta esplicitamente l'adsorbimento su resina con quello su carbone attivo: "l'adsorbimento su resina ha una durata maggiore rispetto al carbone attivo, una maggiore capacità di adsorbimento, un desorbimento più completo, un minore fabbisogno di vapore e non genera rifiuti pericolosi". Il carbone attivo può reagire esotermicamente con alcuni solventi fluorurati in condizioni di desorbimento a vapore, creando un rischio di incendio nel recipiente di adsorbimento. Gli adsorbenti a base di resina (tipicamente adsorbenti polimerici macroporosi a base di polistirene reticolato) non presentano questo rischio di reazione, hanno una maggiore capacità per i composti organici fluorurati non polari grazie alla chimica della loro superficie polimerica e hanno una durata maggiore (tipicamente 5-8 anni contro 2-3 anni per il carbone attivo in servizio con solventi). - ✓
Costi operativi estremamente bassi, pari a 270.000 RMB/anno e 6,6 kW di potenza totale: il caso più efficiente dal punto di vista energetico tra tutti i 24 studi analizzati. La potenza elettrica totale installata del sistema è di soli 6,6 kW, inferiore a quella di un'asciugatrice domestica, per il trattamento di 2.500 Nm³/h di gas di scarico altamente contaminati. A titolo di confronto, si consideri l'RTO farmaceutico (685,5 kW installati per 120.000 Nm³/h) o l'RTO petrolchimico (75 kW per 16.000 Nm³/h): il sistema di adsorbimento a resina consuma 91 volte meno energia per unità di volume di gas rispetto all'RTO petrolchimico. Questo vantaggio in termini di efficienza energetica è una diretta conseguenza della fisica del processo di recupero: l'adsorbimento richiede solo l'energia necessaria per aspirare il gas attraverso il letto adsorbente (energia del ventilatore), mentre l'ossidazione termica richiede il riscaldamento di 2.500 Nm³/h di gas dalla temperatura ambiente a ≥760 °C (energia del bruciatore) oltre all'energia del ventilatore.
05 — Risultati operativi
Prestazioni verificate: rimozione dei VOC pari al 99,81% (TP3T) e recupero di 300 tonnellate/anno di solvente per il riutilizzo.
Dopo la messa in funzione, l'impianto di trattamento consente la produzione continua dell'azienda e soddisfa tutti i requisiti normativi in materia di emissioni. Il recupero annuo di solventi pari a 300 tonnellate ha un valore economico diretto che l'azienda può riutilizzare nella produzione, evitando così il costo di acquisto di solventi fluorurati vergini. La riduzione annua delle emissioni di COV è di circa 350 tonnellate/anno. L'impianto opera simultaneamente con due serbatoi di adsorbimento in serie e uno di rigenerazione a vapore, con gestione remota tramite DCS dalla sala di controllo centrale, senza necessità di operatori in loco permanenti durante il normale funzionamento.
.webp)
06 — Avvertenze sull'implementazione
Lezioni fondamentali di ingegneria per le applicazioni di recupero di composti organici volatili fluorurati da prodotti chimici fini
- 🚫
Non utilizzare mai carbone attivo per l'adsorbimento di solventi fluorurati: il rischio di reazioni esotermiche durante la rigenerazione del vapore rappresenta un pericolo di incendio ed esplosione. Il carbone attivo può reagire esotermicamente con alcuni solventi clorurati e fluorurati durante la desorbimento a vapore, in particolare con i composti clorurati presenti in questa applicazione. Le temperature elevate raggiunte durante il desorbimento a vapore (100-150 °C), combinate con il calore di rilascio dell'adsorbimento, possono causare punti caldi localizzati nei letti di carbone attivo, che possono autoincendiarsi in presenza di ossigeno. Questo rischio di incendio in un recipiente di adsorbimento contenente solventi clorurati/fluorurati concentrati è estremamente pericoloso. Gli adsorbenti a base di resina (adsorbenti polimerici macroporosi) non presentano questa reazione esotermica con i solventi fluorurati e rappresentano la specifica obbligatoria per questa applicazione. Qualsiasi specifica tecnica che proponga il carbone attivo per il recupero di solventi fluorurati deve essere respinta. - ⚠️
Il metanolo presente nel flusso gassoso deve essere rimosso nella fase di lavaggio con acqua prima che raggiunga gli adsorbitori principali di resina: il metanolo ha una debole capacità di adsorbimento sulla resina e, se raggiunge i letti principali, sposterà solventi di maggior valore. Il metanolo presenta un'affinità di adsorbimento significativamente inferiore sugli adsorbenti a base di resina polimerica rispetto agli aromatici fluorurati e ai composti clorurati presenti nella miscela. Se il metanolo entra nei letti di resina principali ad alta concentrazione, occupa i siti di adsorbimento e compete con i solventi fluorurati di alto valore, riducendo la capacità effettiva di adsorbimento di tali composti e consentendo loro di raggiungere prematuramente la pila di adsorbenti. La fase di lavaggio con acqua iniziale rimuove il metanolo mediante dissoluzione nell'acqua di lavaggio (il metanolo è completamente miscibile in acqua), garantendo che i letti di resina principali ricevano un flusso gassoso arricchito nei solventi fluorurati che sono progettati per catturare. Monitorare periodicamente la concentrazione di metanolo nell'acqua di lavaggio in uscita per confermare l'efficace rimozione. - ⚠️
La protezione anticorrosione delle apparecchiature deve essere specificata per l'ambiente più aggressivo contenente solventi fluorurati: il gas ha una forte corrosività e la durata di vita delle apparecchiature non raggiungerà i requisiti di progetto senza materiali adeguati. I solventi fluorurati e clorurati sono corrosivi per molti materiali da costruzione standard. Tutti i recipienti di adsorbimento, i condensatori, le tubazioni, le parti a contatto con il fluido della strumentazione e i recipienti di separazione dei liquidi devono essere costruiti con materiali specificamente qualificati per la particolare miscela di solventi. Per i composti aromatici fluorurati, l'acciaio inossidabile 316L è generalmente accettabile, ma deve essere verificato per ogni singolo composto; per il diclorometano (DCM) e gli intermedi acidi fluorurati, potrebbero essere necessari PVDF (polivinilidenfluoruro, prodotto internamente dall'azienda) o FRP con rivestimento in fluoropolimero. La compatibilità dei materiali deve essere verificata mediante prove di laboratorio sulla miscela di solventi effettiva, e non dedotta da tabelle di corrosione generiche. - ⚠️
L'elevata concentrazione di VOC (16.000 mg/Nm³) a 2.500 Nm³/h implica che l'adsorbimento a singolo stadio non sarà sufficiente a soddisfare i requisiti di scarico; a questa concentrazione, l'adsorbimento in serie non è un'opzione. A 16.000 mg/Nm³ con un limite di uscita di 50 mg/Nm³, l'efficienza di rimozione complessiva richiesta è del 99,7%. Un adsorbente a resina monostadio progettato per questa concentrazione in ingresso dovrebbe essere rigenerato ogni 30-60 minuti per mantenere la conformità in uscita. Durante ogni ciclo di rigenerazione, si verifica un periodo di transizione in cui la concentrazione in uscita supera il limite. La configurazione in serie (A + B + C) elimina questo intervallo di conformità: B fornisce la fase di affinamento durante la rigenerazione di A e C sostituisce A in modo che B non diventi mai l'adsorbente primario senza una fase di affinamento di riserva. Non accettare un progetto di adsorbimento a singolo recipiente a concentrazioni in ingresso superiori a circa 5.000 mg/Nm³. - ⚠️
La qualità del solvente recuperato deve essere regolarmente verificata rispetto alle specifiche di produzione prima del riutilizzo: la contaminazione incrociata tra diverse campagne di sintesi può compromettere la purezza del solvente recuperato. L'impianto di produzione esegue diverse vie di sintesi organica del fluoro utilizzando solventi differenti. Se il solvente di una precedente campagna di sintesi rimane nell'adsorbitore o nel sistema di condensazione all'inizio di una nuova campagna con un solvente diverso, il solvente recuperato dalla nuova campagna risulterà contaminato dai residui della campagna precedente. Questa contaminazione incrociata potrebbe compromettere la purezza del solvente recuperato, rendendolo insufficiente per il riutilizzo. Implementare un protocollo di campionamento e analisi per tutti i lotti di solvente recuperato prima del riutilizzo: almeno un'analisi GC per verificarne l'identità e la purezza. Quando si passa da una campagna di sintesi all'altra utilizzando solventi chimicamente incompatibili, eseguire il lavaggio dell'adsorbitore e dei sistemi di condensazione prima di avviare la nuova campagna di recupero.
07 — Considerazioni ingegneristiche
Quattro lezioni da questo progetto di recupero di solventi fluorurati per prodotti chimici pregiati
- !
Quando il flusso di VOC contiene composti organici fluorurati, l'ossidazione termica (RTO, ossidatore catalitico, postcombustore a combustione diretta) è controindicata come tecnologia di trattamento primario: l'adsorbimento su resina o altre tecnologie di recupero non termiche rappresentano l'approccio corretto. Non si tratta di una preferenza o di un'ottimizzazione economica, bensì di una condizione limite tecnica. La generazione di HF dalla combustione di composti fluorurati è un sottoprodotto pericoloso che richiede un trattamento a valle specializzato, crea rischi per la salute sul lavoro e danneggia dall'interno le apparecchiature di ossidazione termica. Qualsiasi progetto che specifichi un RTO (Recovery-to-Oxidation, recupero e ossidazione) per un flusso contenente solventi organici fluorurati senza caratterizzare esplicitamente la generazione di HF e senza prevedere uno scrubber dedicato per l'HF a valle è un progetto ingegneristico incompleto. La prima domanda corretta da porsi quando si riceve una specifica per un flusso di VOC (composti organici volatili) è: "Questo flusso contiene composti contenenti fluoro?". In caso affermativo, l'ossidazione termica dovrebbe essere declassata a favore dell'adsorbimento-recupero. - 2
Un'elevata concentrazione di VOC (>5.000 mg/Nm³) rappresenta un vantaggio per i sistemi di adsorbimento-recupero, non una limitazione: una maggiore concentrazione aumenta il valore economico del solvente recuperato e migliora la redditività del sistema. Per i sistemi RTO, un'elevata concentrazione di VOC è un vantaggio (riducendo il combustibile supplementare) fino al punto in cui la concentrazione diventa troppo alta per un funzionamento sicuro del sistema RTO (>25% LEL). Per i sistemi di adsorbimento-recupero, una concentrazione più elevata significa un caricamento più rapido dell'adsorbitore e una maggiore quantità di solvente recuperato per ciclo di rigenerazione, il che migliora la redditività del recupero. La concentrazione in ingresso di 16.000 mg/Nm³ in questo caso di studio, che sarebbe estremamente difficile da raggiungere per la maggior parte delle altre tecnologie di trattamento, è proprio la condizione che rende l'adsorbimento-recupero più interessante: un'elevata velocità di caricamento significa un'elevata velocità di recupero e quindi un elevato ricavo dal solvente recuperato. - 3
Con una potenza totale installata di 6,6 kW e un costo operativo totale di 270.000 RMB/anno, questo è il sistema di abbattimento dei VOC più efficiente dal punto di vista energetico e con i costi operativi più bassi tra i 24 casi analizzati. Il vantaggio energetico dell'adsorbimento-recupero rispetto all'ossidazione termica è fondamentale: l'adsorbimento richiede solo l'energia di un ventilatore per far circolare il gas attraverso il letto adsorbente; l'ossidazione termica richiede il riscaldamento dell'intero volume di gas dalla temperatura ambiente a ≥760 °C. Per un'applicazione da 2.500 Nm³/h, l'energia necessaria per riscaldare il gas a 760 °C equivale a circa 300-400 kW di apporto termico continuo. Il ventilatore richiede 4 kW. Il risparmio energetico è strutturale e permanente, non dipendente dalle condizioni operative o dai prezzi del combustibile. Ciò rende l'adsorbimento-recupero la tecnologia economicamente dominante per le applicazioni con solventi di alto valore, ovunque la compatibilità chimica lo consenta. - 4
La scelta della tecnologia (adsorbimento-recupero o ossidazione termica) dovrebbe basarsi prima sulla chimica del solvente e poi sugli aspetti economici, e non viceversa. La sequenza di ragionamento è la seguente: (1) Il solvente contiene fluoro, cloro o altri eteroatomi che generano prodotti di combustione tossici? In caso affermativo, il recupero non termico è l'opzione principale; (2) Qual è il valore commerciale del solvente? Se elevato (come per i solventi fluorurati), l'economia del recupero è favorevole; (3) Qual è la concentrazione di VOC? Se elevata (>5.000 mg/Nm³), la capacità di adsorbimento si esaurisce rapidamente, rendendo necessario l'adsorbimento in serie o grandi volumi di letto; (4) Qual è il volume di gas? Per piccoli volumi (2.500 Nm³/h), l'adsorbimento è economicamente dominante; per grandi volumi (>50.000 Nm³/h), l'economia del RTO diventa in genere più favorevole anche per flussi non fluorurati. Questo quadro decisionale porta alla corretta selezione della tecnologia per ogni specifica applicazione.
08 — Domande frequenti
Recupero mediante adsorbimento su resina a solvente fluorurato Fine Chemical: dieci domande con relative risposte.
Domande da parte di responsabili delle autorizzazioni ambientali, ingegneri di processo e team EHS di impianti di prodotti chimici fini, fluorochimici e chimici speciali che pianificano sistemi di abbattimento dei VOC ai sensi dei requisiti della direttiva IED dell'UE / del decreto olandese sulle attività.
Hai bisogno di recuperare solventi fluorurati di alto valore senza produrre sottoprodotti pericolosi?
Scopri la gamma completa di soluzioni per il controllo delle emissioni industriali e il recupero dei solventi.
Dal recupero dell'adsorbimento su resina per i VOC chimici fini fluorurati a ossidatori termici rigenerativi per l'abbattimento di grandi volumi di VOC industrialiIl nostro team di ingegneri vi aiuta a selezionare e implementare la tecnologia più adatta alle vostre specifiche esigenze chimiche ed economiche in materia di VOC (composti organici volatili).





















