Пример из практики · Снижение содержания летучих органических соединений и регенерация растворителей
Как специализированный производитель фторорганических химикатов достиг эффективности уничтожения летучих органических соединений (ЛОС) в 99,81 ТТ3Т при расходе 2500 Нм³/ч отходящих газов фторированных органических растворителей — используя технологическую цепочку, специально разработанную для извлечения ценных фторированных растворителей вместо их термического окисления, что позволяет избежать образования HF и токсичных вторичных загрязнений, которые возникли бы при сжигании RTO из-за фторсодержащих органических соединений, при этом обеспечивая получение 300 тонн регенерированного растворителя в год и годовые эксплуатационные расходы всего в 270 000 юаней.
Адсорбция смолы
Регенерация фторированных растворителей
Паровая десорбция
Производство органического фтора
01 — Информация об отрасли
Производство тонких химических органических фторсодержащих соединений: почему термическое окисление — неподходящая технология для фторированных потоков летучих органических соединений.
Тонкая химия — это специализированная химическая продукция с высокой добавленной стоимостью, сложными методами синтеза и разнообразными областями применения. Сектор включает в себя фармацевтические и агрохимические промежуточные продукты, сырье для красителей и пигментов, пищевые добавки и сырье для высокоэффективных покрытий. В 2022 году общая стоимость продукции сектора тонкой химии составила приблизительно 5,7 триллиона юаней, увеличившись на 16,31 тыс. юаней в годовом исчислении и составив 43,71 тыс. юаней от общего объема производства химической промышленности. Ожидается, что эта траектория роста сохранится и достигнет 11 триллионов юаней к 2027 году при прогнозируемом ежегодном темпе роста в 101 тыс. юаней.
В данном исследовании рассматривается высокотехнологичное национальное предприятие, производящее поливинилиденфторид (ПВДФ), органические фторсодержащие химические продукты (включая органофтористые сельскохозяйственные химикаты, фармацевтические промежуточные продукты и промежуточные продукты для красителей) и сопутствующие материалы. Его производственная база включает 8 современных линий по производству ПВДФ (годовая мощность 60 000 тонн) и 4 линии по производству органических фторсодержащих продуктов (годовая мощность 7 000 тонн). Продукция охватывает пластмассы и резиновые полимеры, фармацевтическую промышленность и агрохимические промежуточные продукты.
Ключевым решением при выборе технологии для данного проекта является: Почему технология адсорбции на смоле + десорбции пара + рекуперации конденсата является правильной, и почему технология регенеративного термического окислителя (RTO) специально исключена?
- Фторированные растворители при термическом окислении генерируют HF: При сжигании фторорганических соединений (дихлорфторметана, трифторметилбензола, трифторметиланилина, дифторбензола, трифторбензола и родственных фторорганических растворителей) в реакторе с окислительной ионизацией (RTO) или каталитическом окислителе продуктами сгорания являются фтороводород (HF) и потенциально другие фторированные кислые газы. HF — это высокотоксичный, чрезвычайно коррозионный кислый газ (IDLH: 30 ppm), который: разрушает огнеупорную футеровку камеры сгорания RTO и керамический теплоаккумулятор в течение нескольких месяцев; требует установки специальной системы очистки от HF, что значительно увеличивает капитальные затраты; образует опасные фторсодержащие сточные воды, требующие специализированной очистки; и создает значительный риск для здоровья и безопасности труда при любых работах по техническому обслуживанию. Таким образом, подходы к снижению содержания фторированных растворителей с использованием RTO являются технически сложными, дорогостоящими как с точки зрения капитальных, так и эксплуатационных затрат, и приводят к образованию вторичных потоков опасных отходов.
- Ценные фторированные растворители стоит восстанавливать, а не уничтожать: Фторированные растворители, такие как дихлорфторметан (предшественник хладагента R22), трифторметилбензол и фторбензол, имеют значительную коммерческую ценность в качестве рекуперируемых материалов. 300 тонн/год рекуперируемых растворителей из этой установки имеют прямую коммерческую ценность, которая частично или полностью компенсирует ежегодные эксплуатационные расходы системы очистки. Сжигание этих растворителей в реакторе с термическим окислением (RTO) уничтожает эту ценность, одновременно создавая описанную выше проблему с фтороводородом (HF). Адсорбция смолой улавливает растворители для рекуперации; RTO их уничтожает.
- Одностадийная адсорбция недостаточна для 16 000 мг/Нм³ летучих органических соединений при скорости 2500 Нм³/ч: Стандартная адсорбция с использованием активированного угля или цеолита быстро насыщается при такой входной концентрации, что требует очень частых циклов регенерации или больших адсорбционных слоев. Последовательно соединенная (последовательная) система адсорбции смол в этой установке решает эту проблему путем последовательного соединения двух адсорберов: адсорбер А работает в режиме первичной адсорбции, удаляя основную часть летучих органических соединений (ЛОС); адсорбер В работает в режиме доочистки, улавливая остаточные ЛОС, не удаленные адсорбером А. Когда концентрация на выходе из адсорбера В приближается к пределу, адсорбер А переключается на паровую регенерацию, и его работу берет на себя резервный адсорбер С. Такая последовательная адсорбционная схема обеспечивает удаление 99,81 TP3T при высокой входной концентрации, эффективно управляя циклом регенерации.

02 — Профиль загрязнения
Технологические отходящие газы, содержащие органические фторы: чрезвычайно высокая концентрация летучих органических соединений, высокая коррозионная активность, смесь фторированных растворителей без ароматических соединений.
Отходящие газы образуются в основном из органических фторсодержащих вакуумных насосов цеха и потоков отходящих газов реактора. Смесь летучих органических соединений сложна и варьируется в зависимости от продукта синтеза, при этом основными компонентами растворителя являются метанол, циклогексан, дихлорфторметан (R22), хлорбензол, соединения дифторметилбензола (трифторметилбензол, дифторметилтолуол), трифторметиланилин, трифторбензол, дифторбензол, трифторбензол и родственные фторорганические соединения, включая парафторбензоловую кислоту и соседние семейства фторбензоловых кислот. Профиль летучих органических соединений сложен, с высокими концентрациями и значительной изменчивостью по мере переключения производства между различными фторхимическими путями синтеза.
Основные характеристики газа: Стандартный объем газа 2500 Нм³/ч; объем технологического газа 2770 Нм³/ч при 30°C; мощность вентилятора 7,5 кВт; давление вентилятора 6500 Па; диаметр основного воздуховода φ300 мм. Содержание O₂: 211 TP3T фактическое/базовое. Влажность: 401 TP3T. Концентрация ЛОС исключительно высока и составляет 16 000 мг/Нм³ NMHC — это самый высокий показатель среди всех исследованных случаев в коллекции, где целью является восстановление (а не уничтожение). В смеси отсутствуют ароматические соединения бензольного класса (бензол, толуол, ксилол); все ароматические соединения представляют собой фторированные или хлорированные замещенные соединения с различными физико-химическими свойствами.
Основная проблема, связанная с материалами: газ содержит фторированные органические соединения, которые при окислении образуют HF, а вторичная кислотность метанола и других полярных растворителей создает коррозионный газовый поток. Коррозия оборудования четко определена как крайне важное требование на протяжении всего проектирования системы. Все смачиваемые поверхности должны быть изготовлены из коррозионностойких материалов; адсорбционные емкости, конденсаторы и жидкостные ресиверы должны быть спроектированы с учетом химической совместимости с фторированными растворителями.
| Параметр | Начальная концентрация | Реальный магазин | Ограничение ЕС на самодельные взрывные устройства / NER |
|---|---|---|---|
| НМГК (общее количество ЛОС) | 16 000 мг/Нм³ | 22 мг/Нм³ | СВУ ≤50 мг/Нм³ |
| Метанол | Присутствует (основной компонент) | 10 мг/Нм³ | СВУ ≤50 мг/Нм³ |
| Толуол (в эквиваленте фтортолуола) | Подарок | 5 мг/Нм³ | СВУ ≤15 мг/Нм³ |
| Хлорбензол | Подарок | 10 мг/Нм³ | СВУ ≤50 мг/Нм³ |
| Стандартный объем газа | 2500 Нм³/ч | — | — |
| объем технологического газа | 2770 Нм³/ч при 30°C | — | — |
| Влажность | 40% | — | — |
| Коррозионные материалы | Фторированные органические соединения (образующие HF при сгорании); кислая среда. | — | — |
| Ежегодная утилизация растворителей | ~300 т/год | Проверено; очищено и использовано повторно. | — |
| Ежегодное снижение содержания летучих органических соединений | ~350 т/год | Подтверждено | — |
03 — Раствор для лечения
Адсорбция смолой + десорбция паром + двухступенчатая конденсационная регенерация: улавливание фторированных растворителей для повторного использования вместо уничтожения.
В технологической цепочке в качестве основного механизма сбора используется адсорбция на смоле, десорбция паром для высвобождения уловленных растворителей из смолы и двухступенчатая конденсация для извлечения растворителей в жидком виде для очистки и повторного использования. Три адсорбционных сосуда (A, B, C) работают поочередно: два в режиме последовательной адсорбции и один в режиме паровой регенерации в любой момент времени. Система полностью автоматизирована: двухсосудный режим последовательной адсорбции работает в автоматическом режиме с дистанционным мониторингом DCS, а данные доступны из центральной диспетчерской без присутствия операторов на месте во время нормальной работы.
Цепочка предварительной обработки газа перед адсорберами (адсорбция на смоляной мембране + щелочная промывка + промывка водой) удаляет водорастворимые примеси и регулирует температуру и влажность до того, как газ соприкоснется со смоляным адсорбентом. Метанол в газе, обладающий слабой адсорбционной способностью на стандартных смоляных слоях, предпочтительно удаляется на этапе предварительной промывки водой, чтобы предотвратить вытеснение метанолом более ценных фторированных растворителей из адсорбционной смолы.
Предварительная обработка: адсорбция на смоляной мембране + щелочная промывка + промывка водой.
После прохождения отходящих газов через предварительную стадию адсорбции на смоляной мембране, щелочную промывку и промывку водой удаляются водорастворимые органические вещества (в основном метанол) и любые кислотные компоненты. Промывка водой также снижает температуру и влажность газа до допустимого диапазона для основных адсорбционных слоев смолы. Сточные воды направляются на очистные сооружения предприятия для биологической очистки; содержащие метанол сточные воды могут быть подвергнуты дистилляции для извлечения метанола перед биологической очисткой, если концентрация метанола достаточно высока, чтобы оправдать экономическую целесообразность дистилляции.
Основной адсорбционный блок: последовательно соединенные смоляные адсорберы A/B (с блоком C в качестве резервного).
После предварительной обработки газ через главный вентилятор поступает в адсорбер А, а затем последовательно в адсорбер В. Последовательное соединение (последовательная адсорбция) является ключевой конструктивной особенностью для применений с высокими концентрациями: адсорбер А удаляет основную часть летучих органических соединений (ЛОС) с концентрацией 16 000 мг/Нм³; адсорбер В удаляет остаточные ЛОС, не уловленные адсорбером А, обеспечивая концентрацию на выходе ≤22 мг/Нм³ (общее удаление 99,81 TP3T). Когда концентрация на выходе из адсорбера В приближается к пределу, система DCS переключает адсорбер А на паровую регенерацию и активирует резервный адсорбер С для замены А. Время цикла адсорбции определяется фактической концентрацией на выходе, а не фиксированным периодом времени, что обеспечивает максимальное использование адсорбента независимо от колебаний концентрации на входе. Адсорбционные емкости изготовлены из коррозионностойких материалов, подходящих для среды фторированных растворителей.
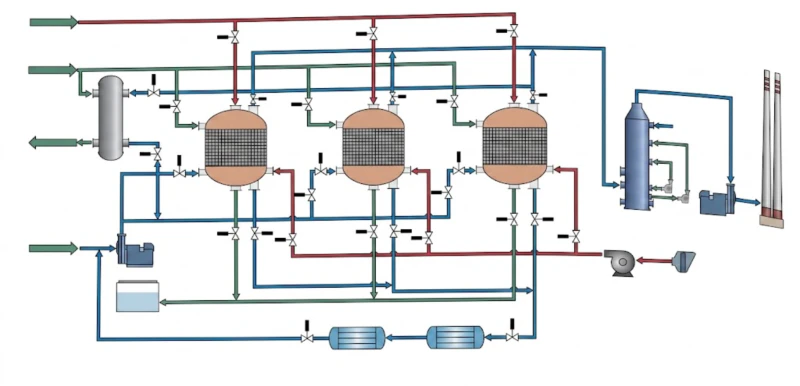
Регенерация: паровая десорбция + двухступенчатая конденсационная регенерация.
Когда адсорбер А (или В) насыщен, в него в режиме десорбции впрыскивается пар со скоростью 0,02 т/ч и расходом 230 юаней/т (из системы подачи пара). Пар удаляет адсорбированные фторированные растворители с поверхности смолы, образуя смесь пара и концентрированных паров растворителя, которая проходит через двухступенчатую систему конденсации. На первой стадии конденсации используется охлаждающая вода стандартной температуры (30°C, 0,3–0,4 МПа, 100 м³/ч) для конденсации высококипящих растворителей; на второй стадии конденсации используется охлажденный рассол (10°C, 0,3–0,4 МПа, 20 м³/ч) для конденсации низкокипящих растворителей и остаточных паров. Сконденсированная смешанная жидкая фаза растворителя поступает в жидкостно-газовый сепаратор для удаления уносящегося газа, затем в резервуар для разделения масла и воды и резервуар для разделения фаз для жидкостно-жидкостного разделения. Отделенная фаза, обогащенная растворителем, направляется в колонну дистилляции для очистки и регенерации в виде высокочистого рециркулируемого растворителя. Разделенные по фазам сточные воды сбрасываются на очистные сооружения для биологической обработки. Сточные воды высокой концентрации могут быть дополнительно очищены в колонне прецизионной дистилляции для извлечения растворителя перед биологической обработкой.
Краткое описание технологического процесса
Пылесос для мастерской
Насосы + Реакторы
Щелочная промывка+
Смывка водой
→ Смоляные добавки B
(ряд)
22 мг/Нм³
99,8% ЛОС
0,02 т/ч
вода 30°C
рассол 10°C
Фаза Сентябрь
300 т/год
Восстановился
Оборудование и рабочие параметры
| Элемент | Спецификация |
|---|---|
| Главный фанат | 4 кВт (очень мало; 2500 Нм³/ч при низком давлении) |
| Фанат «Чистки» | 1,5 кВт |
| Циркуляционный насос | 1,1 кВт |
| Суммарная электрическая мощность | 6,6 кВт (380 В±10%, 50 Гц) — исключительно низкая мощность. |
| Сжатый воздух (пневматические клапаны) | 2 м³ (P: 0,6–0,8 МПа) |
| Первичная охлаждающая вода | 100 м³/ч (30°C, 0,3–0,4 МПа) — конденсатор первой ступени |
| Охлажденный рассол | 20 м³/ч (10°C, 0,3–0,4 МПа) — конденсатор второй ступени |
| Пар (десорбция) | 0,02 т за цикл десорбции; скорость 1,5 т/ч; 230 юаней/т |
| Площадь размещения оборудования | 15 м × 7 м (очень компактный; значительно меньше, чем RTO) |
| Годовые затраты на электроэнергию | ~38 000 юаней (5 кВт при 0,95 юаней/кВт·ч) |
| Ежегодные затраты на сжатый воздух | ~3000 юаней (2 м³ по цене 0,2 юаня/м³) |
| Ежегодные затраты на пар | ~345 юаней за одно событие десорбции |
| Общие годовые операционные расходы | В общей сложности около 270 000 юаней в год (включая коммунальные услуги). |
04 — Основные преимущества
Почему адсорбция и регенерация смолы превосходят термическое окисление при обработке фторированных химических веществ, содержащих летучие органические соединения?
- ✓
Отсутствие вторичного загрязнения — нулевое образование HF, нулевое количество опасных продуктов сгорания: В сводке опыта четко указано, что «при использовании термического сжигания органические фторсодержащие соединения окисляются с образованием HF, который разрушает корпуса оборудования, керамику и теплоизоляционные слои, вызывая их хрупкость; поэтому данный проект не подходит для сжигания в реакторах с термическим окислением фтора (RTO) или каталитического сжигания; адсорбция на смоле не связана с образованием опасных отходов». Это решающее преимущество. Каждая молекула фторированного растворителя, извлеченная и повторно использованная, не образует HF при сжигании, не требует скруббера HF и не производит загрязненных фторидами опасных сточных вод. Для предприятий, производящих или использующих фторированные органические соединения, адсорбция на смоле не просто предпочтительнее, чем RTO — в большинстве случаев это единственный технически и экономически целесообразный вариант. - ✓
300 тонн регенерированного растворителя в год превращают затраты на соблюдение нормативных требований в актив, приносящий доход: 300 тонн фторированного растворителя в год, очищенного в дистилляционной колонне, возвращается в производственный процесс. Фторированные растворители имеют высокую коммерческую ценность (обычно 30 000–200 000 юаней/тонну в зависимости от конкретного соединения). Даже при консервативных оценках, 300 тонн в год восстановленного растворителя представляют собой доход, на порядки превышающий общие эксплуатационные расходы системы очистки в размере 270 000 юаней/год. Система не просто соответствует нормам выбросов — она окупается за счет рекуперации растворителя, что является экономическим расчетом, принципиально недоступным для подходов, основанных на рециркуляционных окислительных установках. - ✓
Последовательная адсорбция (A+B последовательно) решает проблему высоких концентраций, из-за которых одностадийная адсорбция нецелесообразна при 16 000 мг/Нм³: При входной концентрации NMHC 16 000 мг/Нм³ один адсорбционный сосуд очень быстро насыщается (в течение 30–60 минут при расходе 2500 Нм³/ч), что требует постоянного переключения на регенерацию с недостаточной адсорбционной способностью в течение периода регенерации. Последовательная схема (A выполняет первичную адсорбцию, B — очистку) удваивает эффективную адсорбционную способность: A загружается до насыщения, в то время как B поддерживает соответствие на выходе; когда A насыщается, C заменяет A, в то время как A регенерируется, а B продолжает работу в качестве стадии очистки. Такая последовательная схема обеспечивает непрерывное удаление >99% без разрыва в соответствии, который возник бы при одностадийной адсорбции при этой концентрации. - ✓
Адсорбент на основе смолы превосходит активированный уголь по долговечности, емкости и полноте десорбции при применении во фторированных растворителях: В обзоре опыта четко сравниваются адсорбция с использованием смолы и активированного угля: «адсорбция с использованием смолы имеет более длительный срок службы, чем адсорбция с активированным углем, большую адсорбционную способность, более полную десорбцию, меньшую потребность в паре и отсутствие образования опасных отходов». Активированный уголь может экзотермически реагировать с некоторыми фторированными растворителями в условиях десорбции паром, создавая опасность возгорания в адсорбционном сосуде. Смоляные адсорбенты (обычно сшитые макропористые полимерные сорбенты на основе полистирола) не имеют этой опасности реакции, обладают большей емкостью для неполярных фторированных органических соединений благодаря своей полимерной поверхностной химии и имеют более длительный срок службы (обычно 5–8 лет против 2–3 лет для активированного угля при работе с растворителями). - ✓
Чрезвычайно низкие эксплуатационные расходы — 270 000 юаней в год при общей потребляемой мощности 6,6 кВт — самый энергоэффективный из всех 24 рассмотренных примеров: Общая установленная электрическая мощность системы составляет всего 6,6 кВт — меньше, чем у бытовой сушилки для белья — при обработке 2500 Нм³/ч сильно загрязненных отходящих газов. Сравните это с фармацевтической системой RTO (685,5 кВт установленной мощности для 120 000 Нм³/ч) или нефтехимической системой RTO (75 кВт для 16 000 Нм³/ч): система адсорбции на смоле потребляет в 91 раз меньше энергии на единицу объема газа, чем нефтехимическая система RTO. Это преимущество в энергоэффективности является прямым следствием физики процесса регенерации: для адсорбции требуется только энергия для прокачки газа через адсорбционный слой (энергия вентилятора), в то время как для термического окисления требуется нагрев 2500 Нм³/ч газа от комнатной температуры до ≥760 °C (энергия горелки) в дополнение к энергии вентилятора.
05 — Результаты оперативной деятельности
Подтвержденные показатели эффективности: удаление 99,81 TP3T летучих органических соединений и регенерация 300 тонн растворителя в год для повторного использования.
После ввода в эксплуатацию система очистки обеспечивает непрерывное производство предприятия и соответствует всем нормативным требованиям по выбросам. Ежегодная регенерация растворителя в объеме 300 тонн имеет прямую экономическую ценность, поскольку предприятие повторно использует его в производстве, избегая затрат на закупку первичного фторированного растворителя. Ежегодное снижение выбросов ЛОС составляет приблизительно 350 тонн в год. Система работает с двумя последовательно соединенными адсорбционными емкостями и одной емкостью для паровой регенерации одновременно, при этом дистанционное управление DCS осуществляется из центральной диспетчерской, что исключает необходимость постоянного присутствия операторов на месте во время нормальной работы.
.webp)
06 — Меры предосторожности при внедрении
Важные инженерные уроки для применения в процессах регенерации фторированных летучих органических соединений в тонкой химии
- 🚫
Никогда не используйте активированный уголь для адсорбции фторированных растворителей — риск экзотермической реакции во время регенерации паром представляет опасность возгорания и взрыва: Активированный уголь может экзотермически реагировать с некоторыми хлорированными и фторированными растворителями во время паровой десорбции, особенно с хлорированными соединениями, присутствующими в данном применении. Повышенные температуры во время паровой десорбции (100–150 °C) в сочетании с теплотой выделения адсорбционного тепла могут вызывать локальные очаги перегрева в слоях активированного угля, которые могут самовоспламеняться в присутствии кислорода. Эта пожарная опасность в адсорбционном сосуде, содержащем концентрированные хлорированные/фторированные растворители, чрезвычайно высока. Смоляные адсорбенты (макропористые полимерные сорбенты) не имеют этой экзотермической реакции с фторированными растворителями и являются обязательным требованием для данного применения. Любая техническая спецификация, предлагающая использование активированного угля для регенерации фторированных растворителей, должна быть отклонена. - ⚠️
Метанол из газового потока необходимо удалять в процессе предварительной промывки водой перед основными адсорбционными смолами — метанол обладает слабой адсорбционной способностью на смоле и, достигнув основных слоев, вытеснит более ценные растворители. Метанол обладает значительно меньшей адсорбционной способностью на полимерных смолах по сравнению с фторированными ароматическими и хлорированными соединениями в смеси. Если метанол попадает в основные слои смолы в высокой концентрации, он занимает адсорбционные участки и конкурирует с высокоэффективными фторированными растворителями, снижая эффективную адсорбционную способность для этих соединений и позволяя им преждевременно проникать в структуру. На этапе предварительной промывки водой метанол удаляется путем растворения в промывочной воде (метанол полностью смешивается с водой), обеспечивая поступление в основные слои смолы газового потока, обогащенного фторированными растворителями, которые они предназначены улавливать. Для подтверждения эффективного удаления метанола необходимо периодически контролировать его концентрацию на выходе из промывочной воды. - ⚠️
Для защиты оборудования от коррозии необходимо предусмотреть меры, учитывающие воздействие фторированных растворителей в наиболее агрессивной среде — этот газ обладает высокой коррозионной активностью, и без соответствующих материалов срок службы оборудования не будет соответствовать проектным требованиям. Фторированные и хлорированные растворители вызывают коррозию многих стандартных конструкционных материалов. Все адсорбционные емкости, конденсаторы, трубопроводы, контактирующие с приборами части и емкости для разделения жидкостей должны быть изготовлены из материалов, специально предназначенных для конкретной смеси растворителей. Для фторированных ароматических соединений обычно подходит нержавеющая сталь 316L, но ее пригодность должна быть подтверждена для каждого конкретного соединения; для дихлорметана и фторированных кислотных промежуточных продуктов может потребоваться ПВДФ (поливинилиденфторид — который предприятие фактически производит) или армированный волокном пластик с фторполимерной футеровкой. Совместимость материалов должна быть подтверждена лабораторными испытаниями с фактической смесью растворителей, а не предполагаться на основе общих таблиц коррозии. - ⚠️
Высокая концентрация летучих органических соединений (16 000 мг/Нм³) при расходе 2500 Нм³/ч означает, что одноступенчатая адсорбция не сможет удовлетворить требованиям на выходе — последовательная адсорбция при такой концентрации не является необязательной: При концентрации 16 000 мг/Нм³ и предельном значении на выходе 50 мг/Нм³ требуемая общая эффективность удаления составляет 99,71 TP3T. Одноступенчатый адсорбер на смоле, рассчитанный на такую входную концентрацию, должен регенерироваться каждые 30–60 минут для поддержания соответствия требованиям на выходе. В течение каждого цикла регенерации существует переходный период, когда выходная концентрация превышает предел. Последовательная схема (A + B + C) устраняет этот разрыв в соответствии с требованиями: B обеспечивает стадию очистки во время регенерации A, а C заменяет A, так что B никогда не становится основным адсорбером без резервной стадии очистки. Не следует использовать однокамерную конструкцию адсорбера при входных концентрациях выше приблизительно 5000 мг/Нм³. - ⚠️
Перед повторным использованием необходимо регулярно проверять качество восстановленного растворителя на соответствие производственным спецификациям — перекрестное загрязнение между различными синтетическими кампаниями может повлиять на чистоту восстановленного растворителя: На производственном предприятии используются несколько методов органического синтеза фтора с применением различных растворителей. Если растворитель из предыдущей кампании синтеза остается в адсорбере или конденсатной системе при начале новой кампании с другим растворителем, то восстановленный растворитель из новой кампании будет загрязнен остатками из предыдущей кампании. Это перекрестное загрязнение может привести к тому, что восстановленный растворитель окажется ниже требуемой чистоты для повторного использования. Необходимо внедрить протокол отбора проб и тестирования всех партий восстановленного растворителя перед повторным использованием: как минимум, газовая хроматография для определения идентичности и чистоты. При переключении между различными кампаниями синтеза с использованием химически несовместимых растворителей необходимо промыть адсорбер и конденсатную систему перед началом новой кампании по восстановлению.
07 — Основные выводы из инженерной практики
Четыре урока, извлеченные из этого проекта по регенерации фторированных растворителей в тонкой химии
- !
Если поток летучих органических соединений содержит фторированные органические соединения, термическое окисление (RTO, каталитический окислитель, дожигатель прямого действия) противопоказано в качестве основной технологии очистки — в этом случае правильным подходом является адсорбция на смоле или другая нетермическая технология рекуперации. Это не предпочтение и не экономическая оптимизация — это техническое граничное условие. Образование HF при сжигании фторированных соединений является опасным побочным продуктом, требующим специализированной последующей обработки, создающим риски для здоровья на рабочем месте и повреждающим оборудование для термического окисления изнутри. Любой проект, предусматривающий использование RTO для потока, содержащего фторированные органические растворители, без явной характеристики образования HF и предоставления специального скруббера для удаления HF на выходе, является неполным инженерным проектом. Правильный первый вопрос при получении спецификации потока ЛОС: «Содержит ли этот поток фторсодержащие соединения?» Если да, то термическое окисление следует отложить в пользу адсорбционной регенерации. - 2
Высокая концентрация летучих органических соединений (>5000 мг/Нм³) является преимуществом для адсорбционно-регенерационных систем, а не ограничением — более высокая концентрация повышает экономическую ценность регенерированного растворителя и улучшает экономические показатели системы. Для систем RTO высокая концентрация летучих органических соединений (ЛОС) является преимуществом (снижение расхода дополнительного топлива) до тех пор, пока концентрация не станет слишком высокой для безопасной работы RTO (>25% LEL). Для систем адсорбционной регенерации более высокая концентрация означает более быструю загрузку адсорбера и большее количество регенерированного растворителя за цикл регенерации, что улучшает экономику регенерации. Концентрация на входе 16 000 мг/Нм³ в данном примере — которая была бы чрезвычайно сложной для большинства других технологий очистки — именно то условие, которое делает адсорбционную регенерацию наиболее привлекательной: высокая скорость загрузки означает высокую скорость регенерации, а значит, и высокую прибыль от регенерированного растворителя. - 3
При общей установленной мощности 6,6 кВт и общих эксплуатационных расходах в 270 000 юаней в год, это самая энергоэффективная и экономичная система снижения выбросов летучих органических соединений среди 24 представленных образцов. Энергетическое преимущество адсорбционно-восстановительной технологии по сравнению с термическим окислением является принципиальным: для адсорбции требуется только энергия вентилятора для перемещения газа через адсорбционный слой; термическое окисление требует нагрева всего объема газа от комнатной температуры до ≥760 °C. Для процесса с производительностью 2500 Нм³/ч энергия, необходимая для нагрева газа до 760 °C, эквивалентна примерно 300–400 кВт непрерывной тепловой энергии. Вентилятор потребляет 4 кВт. Экономия энергии носит структурный и постоянный характер и не зависит от условий эксплуатации или цен на топливо. Это делает адсорбционно-восстановительную технологию экономически доминирующей для применения в производстве высокоэффективных растворителей везде, где это позволяет химическая совместимость. - 4
Решение о выборе технологии (адсорбция-восстановление против термического окисления) следует принимать, основываясь сначала на химическом составе растворителя, а затем на экономических факторах, а не наоборот. Последовательность рассуждений следующая: (1) Содержит ли растворитель фтор, хлор или другие гетероатомы, образующие токсичные продукты сгорания? Если да, то нетермическая регенерация является основным вариантом; (2) Какова коммерческая ценность растворителя? Если она высока (как в случае фторированных растворителей), то экономическая целесообразность регенерации высока; (3) Какова концентрация летучих органических соединений (ЛОС)? Если она высока (>5000 мг/Нм³), то адсорбционная способность быстро исчерпывается, что требует последовательной адсорбции или больших объемов адсорбционного слоя; (4) Каков объем газа? Для малых объемов (2500 Нм³/ч) адсорбция экономически более выгодна; для больших объемов (>50000 Нм³/ч) экономическая целесообразность RTO обычно становится более высокой даже для нефторированных потоков. Эта схема принятия решений позволяет выбрать правильную технологию для каждого конкретного применения.
08 — Часто задаваемые вопросы
Восстановление методом адсорбции фторированных растворителей в тонких химических соединениях: ответы на десять вопросов.
Вопросы от специалистов по экологическому лицензированию, инженеров-технологов и групп по охране труда и окружающей среды на предприятиях, занимающихся производством тонкой химии, фторхимических и специализированных химических продуктов, планирующих внедрение систем снижения выбросов летучих органических соединений в соответствии с требованиями Европейского соглашения о экологическом регулировании / Постановления Нидерландов о деятельности.
Необходимо извлечь ценные фторированные растворители без образования опасных побочных продуктов?
Ознакомьтесь с полным спектром решений для контроля промышленных выбросов и рекуперации растворителей.
От восстановления фторированных летучих органических соединений, полученных методом адсорбции на смолах, до регенеративные термические окислители для крупномасштабного промышленного снижения выбросов летучих органических соединений.Наша инженерная команда поможет вам выбрать и внедрить подходящую технологию, учитывающую специфику химического состава и экономические показатели ваших конкретных условий содержания летучих органических соединений.





















