Étude de cas · Réduction des COV et récupération des solvants
Comment un producteur spécialisé de produits chimiques organofluorés a atteint une efficacité de destruction des COV de 99,81 % TP3T à partir de 2 500 Nm³/h de gaz résiduaires de solvants organiques fluorés — en utilisant une chaîne de processus de récupération par adsorption sur résine + désorption à la vapeur + condensation en deux étapes, spécialement conçue pour récupérer des solvants fluorés à haute valeur ajoutée plutôt que de les oxyder thermiquement, évitant ainsi le HF et la pollution secondaire toxique que la combustion RTO générerait à partir de composés organiques fluorés, tout en fournissant 300 tonnes/an de solvant récupéré et un coût d'exploitation annuel de seulement 270 000 RMB.
Adsorption sur résine
Récupération de solvants fluorés
Désorption à la vapeur
Production d'organofluorés
01 — Contexte industriel
Production de composés organofluorés pour la chimie fine : pourquoi l’oxydation thermique est une technologie inadaptée aux flux de COV fluorés
La chimie fine regroupe des produits chimiques de spécialité à haute valeur ajoutée, aux procédés de synthèse complexes et aux applications finales diversifiées. Ce secteur englobe les intermédiaires pharmaceutiques et agrochimiques, les matières premières pour colorants et pigments, les additifs alimentaires et les matières premières pour revêtements de haute performance. En 2022, la valeur totale de la production du secteur de la chimie fine s'élevait à environ 5 700 milliards de yuans (RMB), soit une croissance annuelle de 16 310 milliards de yuans (TP3 000) et représentant 43 710 milliards de yuans (TP3 000) de la production totale de l'industrie chimique. Cette croissance devrait se poursuivre pour atteindre 11 000 milliards de yuans (RMB) d'ici 2027, avec un taux de croissance annuel projeté de 101 000 milliards de yuans (TP3 000).
L'entreprise étudiée ici est une entreprise nationale de haute technologie spécialisée dans la production de fluorure de polyvinylidène (PVDF), de produits chimiques organofluorés (notamment des produits agrochimiques organofluorés, des intermédiaires pharmaceutiques et des intermédiaires de colorants) et de matériaux connexes. Son site de production comprend huit lignes modernes de production de PVDF (capacité annuelle de 60 000 tonnes) et quatre lignes de production de produits organofluorés (capacité annuelle de 7 000 tonnes). Ses produits sont destinés aux secteurs des plastiques et des polymères de caoutchouc, des applications pharmaceutiques et des intermédiaires agrochimiques.
La décision cruciale en matière de choix technologique pour ce projet est : Pourquoi l'adsorption sur résine + la désorption de vapeur + la récupération de la condensation constituent-elles la technologie appropriée, et pourquoi l'oxydateur thermique régénératif (RTO) est-il spécifiquement exclu ?
- Les solvants fluorés génèrent du HF par oxydation thermique : Lors de la combustion de composés organofluorés (dichlorofluorométhane, trifluorométhylbenzène, trifluorométhylaniline, difluorobenzène, trifluorobenzène et solvants fluoroorganiques apparentés) dans un RTO ou un oxydant catalytique, les produits de combustion comprennent du fluorure d'hydrogène (HF) et potentiellement d'autres gaz acides fluorés. Le HF est un gaz acide hautement toxique et extrêmement corrosif (IDLH : 30 ppm) qui : attaque le revêtement réfractaire de la chambre de combustion du RTO et le lit de stockage de chaleur en céramique en quelques mois ; nécessite un système d'épuration du HF en aval, engendrant des coûts d'investissement importants ; génère des eaux usées dangereuses contenant du fluorure, nécessitant un traitement spécialisé ; et crée un risque important pour la santé et la sécurité au travail lors de toute opération de maintenance. Les solutions de réduction des solvants fluorés basées sur les RTO sont donc techniquement complexes, coûteuses en termes d'investissement et d'exploitation, et génèrent des flux de déchets dangereux secondaires.
- Il est préférable de récupérer les solvants fluorés de grande valeur et non de les détruire : Les solvants fluorés tels que le dichlorofluorométhane (précurseur du réfrigérant R22), le trifluorométhylbenzène et le fluorobenzène présentent une valeur commerciale importante une fois récupérés. Les 300 tonnes de solvant récupérées par an grâce à cette installation génèrent des revenus directs qui compensent partiellement ou totalement les coûts d'exploitation annuels du système de traitement. La combustion de ces solvants dans un réacteur à lit fluidisé rotatif (RTO) détruit cette valeur tout en générant le problème d'acide fluorhydrique décrit précédemment. L'adsorption sur résine permet de capturer les solvants pour leur récupération ; le RTO les détruit.
- L'adsorption en une seule étape est insuffisante pour 16 000 mg/Nm³ de COV à 2 500 Nm³/h : L'adsorption classique sur charbon actif ou zéolite atteindrait rapidement la saturation à cette concentration d'entrée, nécessitant des cycles de régénération très fréquents ou des lits d'adsorbant de grande taille. Le système d'adsorption sur résine en série de cette installation résout ce problème en connectant deux adsorbeurs en série : l'adsorbeur A assure l'adsorption primaire, éliminant la majeure partie des COV ; l'adsorbeur B assure la finition, capturant les COV résiduels non éliminés par A. Lorsque la concentration à la sortie de B approche la limite, A passe en régénération à la vapeur et un adsorbeur de secours C prend le relais. Ce système d'adsorption en série permet d'atteindre un taux d'élimination de 99,81 % TP3T à la concentration d'entrée élevée, tout en gérant efficacement le cycle de régénération.

02 — Profil de pollution
Gaz résiduaires du procédé organofluoré : concentration extrêmement élevée de COV, mélange de solvants fluorés hautement corrosif sans composés aromatiques.
Les gaz résiduaires proviennent principalement des pompes à vide des ateliers de production de fluor organique et des flux de gaz résiduaires des réacteurs. Le mélange de COV est complexe et varie selon le produit de synthèse. Les principaux solvants comprennent le méthanol, le cyclohexane, le dichlorofluorométhane (R22), le chlorobenzène, les composés difluorométhylbenzéniques (trifluorométhylbenzène, difluorométhyltoluène), la trifluorométhylaniline, le trifluorobenzène, le difluorobenzène, le trifluorobenzène et des composés organofluorés apparentés, notamment l'acide parafluorobenzénique et les acides fluorobenzéniques voisins. Le profil des COV est complexe, avec des concentrations élevées et une variabilité importante selon les différentes voies de synthèse fluorée utilisées.
Caractéristiques principales du gaz : Débit de gaz standard : 2 500 Nm³/h ; débit de gaz de procédé : 2 770 Nm³/h à 30 °C ; puissance du ventilateur : 7,5 kW ; pression du ventilateur : 6 500 Pa ; diamètre du conduit principal : φ300 mm. Teneur en O₂ : 211 TP3T (valeur réelle/de référence). Humidité : 401 TP3T. La concentration en COV est exceptionnellement élevée, à 16 000 mg/Nm³ NMHC, soit la plus élevée de toutes les études de cas de la collection où la récupération (plutôt que la destruction) est l’objectif. Le mélange ne contient pas d’aromatiques de la classe du benzène (benzène, toluène, xylène) ; tous les composés aromatiques sont des composés fluorés ou chlorés substitués présentant des propriétés physico-chimiques différentes.
Le principal défi lié aux matériaux : le gaz contient des composés organiques fluorés qui produisent du HF par oxydation, et l’acidité secondaire due au méthanol et à d’autres solvants polaires crée un flux gazeux corrosif. La résistance à la corrosion des équipements est une exigence primordiale tout au long de la conception du système. Toutes les surfaces en contact avec le fluide doivent être fabriquées à partir de matériaux résistants à la corrosion ; les cuves d’adsorption de résine, les condenseurs et les réservoirs de liquide doivent être conçus pour être compatibles avec les solvants fluorés.
| Paramètre | Concentration initiale | Magasin d'usine | Limite UE IED / NER |
|---|---|---|---|
| NMHC (COV totaux) | 16 000 mg/Nm³ | 22 mg/Nm³ | IED ≤50 mg/Nm³ |
| Méthanol | Présent (composante majeure) | 10 mg/Nm³ | IED ≤50 mg/Nm³ |
| Toluène (équivalent fluorotoluène) | Présent | 5 mg/Nm³ | IED ≤15 mg/Nm³ |
| Chlorobenzène | Présent | 10 mg/Nm³ | IED ≤50 mg/Nm³ |
| Volume de gaz standard | 2 500 Nm³/h | — | — |
| Volume de gaz de procédé | 2 770 Nm³/h à 30 °C | — | — |
| Humidité | 40% | — | — |
| Matériaux corrosifs | Composés organiques fluorés (générant du HF lors de la combustion) ; pH acide présent | — | — |
| Récupération annuelle de solvant | ~300 t/an | Vérifié ; purifié et réutilisé | — |
| Réduction annuelle des COV | ~350 t/an | Vérifié | — |
03 — Solution de traitement
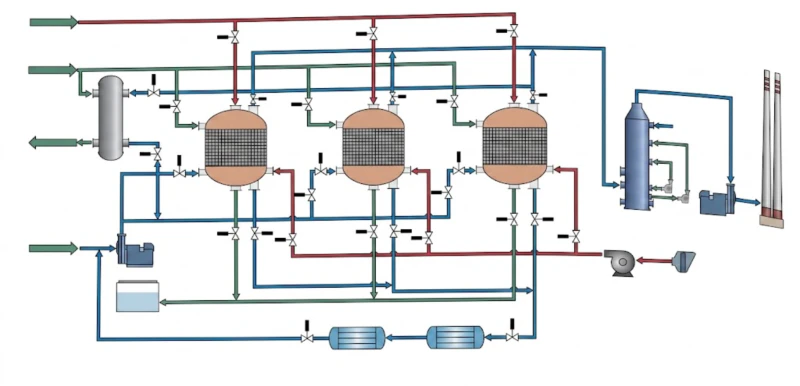
Adsorption sur résine + désorption à la vapeur + récupération par condensation en deux étapes : récupération des solvants fluorés pour leur réutilisation plutôt que leur destruction
La chaîne de traitement utilise l'adsorption sur résine comme principal mécanisme de collecte, la désorption à la vapeur pour libérer les solvants capturés et une condensation en deux étapes pour récupérer ces solvants sous forme liquide en vue de leur purification et de leur réutilisation. Trois adsorbeurs (A, B, C) fonctionnent en alternance : deux en adsorption en série et un en régénération à la vapeur. Le système est entièrement automatisé ; l'adsorption en série à deux cuves fonctionne sans intervention humaine grâce à une surveillance à distance par système de contrôle-commande (DCS), et les données sont accessibles depuis la salle de contrôle centrale sans opérateur sur site en fonctionnement normal.
La chaîne de prétraitement du gaz en amont des adsorbeurs (adsorption sur membrane résineuse + lavage alcalin + lavage à l'eau) élimine les impuretés hydrosolubles et ajuste la température et l'humidité avant le contact du gaz avec la résine adsorbante. Le méthanol présent dans le gaz, qui s'adsorbe faiblement sur les lits de résine standard, est éliminé en priorité lors du lavage à l'eau en amont afin d'éviter qu'il ne déplace les solvants fluorés de plus grande valeur de la résine adsorbante.
Prétraitement : Adsorption sur membrane résineuse + Lavage alcalin + Lavage à l’eau
Après passage des gaz résiduaires à travers les étapes de pré-adsorption sur membrane résineuse, de lavage alcalin et de lavage à l'eau, les composés organiques hydrosolubles (principalement le méthanol) et les composants acides sont éliminés. Le lavage à l'eau permet également d'abaisser la température et l'humidité des gaz à des valeurs acceptables pour les lits d'adsorbant résineux principaux. Les eaux de lavage sont acheminées vers la station d'épuration de l'usine pour un traitement biologique ; si la concentration en méthanol est suffisamment élevée pour justifier la distillation, ces eaux peuvent être distillées afin de récupérer le méthanol avant le traitement biologique.
Adsorption principale : Adsorbeurs à résine A/B connectés en série (avec C en veille)
Après prétraitement, le gaz est aspiré par le ventilateur principal vers l'adsorbeur A, puis vers l'adsorbeur B en série. Cette connexion en série (adsorption en série) est un élément clé de la conception pour les applications à haute concentration : l'adsorbeur A élimine la majeure partie de la charge de COV de 16 000 mg/Nm³ ; l'adsorbeur B élimine les COV résiduels non capturés par A, garantissant une concentration de sortie ≤ 22 mg/Nm³ (taux d'élimination global de 99,81 % TP3T). Lorsque la concentration de sortie de B approche la limite, le système de contrôle-commande (DCS) bascule A en mode régénération à la vapeur et active l'adsorbeur de secours C pour prendre le relais. La durée du cycle d'adsorption est déterminée par la concentration de sortie réelle et non par une période fixe, assurant ainsi une utilisation optimale de l'adsorbant quelles que soient les variations de la concentration d'entrée. Les cuves des adsorbeurs sont fabriquées à partir de matériaux résistants à la corrosion, adaptés à l'environnement des solvants fluorés.
Régénération : Désorption de vapeur + Récupération par condensation en deux étapes
Lorsque l'adsorbeur A (ou B) est saturé, de la vapeur d'eau (provenant du réseau de l'installation) à un débit de 0,02 t/h et une pression de 230 RMB/t est injectée en mode désorption. La vapeur déloge les solvants fluorés adsorbés à la surface de la résine, créant un mélange vapeur d'eau et vapeur de solvant concentrée qui traverse ensuite un système de condensation à deux étages. Le premier étage utilise de l'eau de refroidissement à température ambiante (30 °C, 0,3–0,4 MPa, 100 m³/h) pour condenser les solvants à point d'ébullition élevé ; le second utilise de la saumure glacée (10 °C, 0,3–0,4 MPa, 20 m³/h) pour condenser les solvants à point d'ébullition plus bas et les vapeurs résiduelles. La phase liquide du mélange de solvants condensé entre dans un séparateur liquide-gaz pour éliminer les gaz entraînés, puis dans un séparateur huile-eau et enfin dans un séparateur de phases pour la séparation liquide-liquide. La phase riche en solvant, séparée de la phase principale, est envoyée vers une colonne de distillation de purification pour être récupérée sous forme de solvant recyclé de haute pureté. Les eaux usées ainsi séparées sont rejetées vers la station d'épuration pour traitement biologique. Les eaux usées à forte concentration peuvent être purifiées davantage dans une colonne de distillation de précision afin de récupérer le solvant avant traitement biologique.
Résumé du flux de processus
Aspirateur d'atelier
Pompes + Réacteurs
Lavage alcalin+
Lavage à l'eau
→ Publicités en résine B
(série)
22 mg/Nm³
99,8% COV
0,02 t/h
eau à 30 °C
saumure à 10 °C
Phase Sep
300 t/an
Rétabli
Équipement et paramètres de fonctionnement
| Article | Spécification |
|---|---|
| Ventilateur principal | 4 kW (très petit ; 2 500 Nm³/h à basse pression) |
| Fan de Purge | 1,5 kW |
| Pompe de circulation | 1,1 kW |
| Puissance électrique totale | 6,6 kW (380 V ± 101 V, 50 Hz) — exceptionnellement bas |
| Air comprimé (valves pneumatiques) | 2 m³ (P : 0,6–0,8 MPa) |
| eau de refroidissement primaire | 100 m³/h (30 °C, 0,3–0,4 MPa) — Condenseur de l'étage 1 |
| saumure réfrigérée | 20 m³/h (10 °C, 0,3–0,4 MPa) — Condenseur de l'étage 2 |
| Vapeur (désorption) | 0,02 t par cycle de désorption ; débit de 1,5 t/h ; 230 RMB/t |
| Empreinte de l'équipement | 15 m × 7 m (très compact ; nettement plus petit que RTO) |
| coût annuel de l'électricité | ~38 000 RMB (5 kW à 0,95 RMB/kWh) |
| Coût annuel de l'air comprimé | ~3 000 RMB (2 m³ à 0,2 RMB/m³) |
| coût annuel de la vapeur | ~345 RMB par événement de désorption |
| Coût total annuel d'exploitation | ~270 000 RMB/an au total (toutes charges comprises) |
04 — Principaux avantages
Pourquoi l'adsorption et la récupération sur résine sont-elles plus performantes que l'oxydation thermique pour les applications de COV fluorés issus de la chimie fine ?
- ✓
Aucune pollution secondaire — Zéro génération d'HF, zéro produit de combustion dangereux : Le résumé de l'expérience indique clairement que « si la combustion thermique est utilisée, les composés organiques fluorés s'oxydent pour former du HF, qui attaque les corps d'équipements, les céramiques et les couches d'isolation thermique, provoquant leur fragilisation ; ce projet n'est donc pas adapté aux procédés de combustion RTO ni à la combustion catalytique ; l'adsorption sur résine ne présente aucun risque de production de déchets dangereux. » C'est là l'avantage décisif. Chaque molécule de solvant fluoré récupérée et réutilisée ne génère pas de HF lors de la combustion, ne nécessite pas de laveur de HF et ne produit pas d'eaux usées dangereuses contaminées par le fluorure. Pour les installations produisant ou utilisant des composés organiques fluorés, l'adsorption sur résine n'est pas seulement préférable à la combustion RTO : c'est la seule option techniquement et économiquement viable dans la plupart des cas. - ✓
300 tonnes/an de solvant récupéré transforment un coût de conformité en un actif générateur de revenus : Les 300 tonnes annuelles de solvant fluoré récupérées, après purification dans la colonne de distillation, sont réintégrées au processus de production. Les solvants fluorés ont une valeur commerciale élevée (généralement de 30 000 à 200 000 RMB/tonne selon le composé). Même en prenant des estimations prudentes, la récupération de 300 tonnes annuelles de solvant représente un gain financier nettement supérieur au coût total d'exploitation annuel du système de traitement, qui s'élève à 270 000 RMB. Le système ne se contente pas de respecter les limites d'émission ; il s'autofinance grâce à la récupération du solvant, un calcul économique fondamentalement inaccessible aux approches basées sur l'optimisation des transferts de chaleur. - ✓
L'adsorption en série (A+B en série) résout le problème de la concentration élevée qui rend l'adsorption en une seule étape impraticable à 16 000 mg/Nm³ : À une concentration d'entrée de 16 000 mg/Nm³ de NMHC, un adsorbeur unique se saturerait très rapidement (en 30 à 60 minutes à un débit de 2 500 Nm³/h), nécessitant des cycles de régénération continus avec une capacité d'adsorption insuffisante pendant cette période. La configuration en série (A assurant l'adsorption primaire, B la finition) double la capacité d'adsorption effective : A se charge jusqu'à saturation tandis que B maintient la pression à la sortie ; lorsque A est saturé, C remplace A pendant sa régénération, et B poursuit la finition. Cette configuration en série permet une élimination continue du >99% sans interruption de pression, contrairement à une adsorption en une seule étape à cette concentration. - ✓
L'adsorbant à base de résine surpasse le charbon actif pour les applications de solvants fluorés en termes de longévité, de capacité et d'efficacité de désorption : Le résumé de l'expérience compare explicitement l'adsorption sur résine et sur charbon actif : « L'adsorption sur résine offre une durée de vie plus longue que l'adsorption sur charbon actif, une capacité d'adsorption supérieure, une désorption plus complète, un besoin en vapeur moindre et ne génère aucun déchet dangereux. » Le charbon actif peut réagir de manière exothermique avec certains solvants fluorés dans les conditions de désorption à la vapeur, créant un risque d'incendie dans la cuve de l'adsorbeur. Les adsorbants à base de résine (généralement des sorbants polymères macroporeux à base de polystyrène réticulé) ne présentent pas ce risque de réaction, possèdent une capacité d'adsorption supérieure pour les composés organiques fluorés non polaires grâce à leur chimie de surface polymère et ont une durée de vie plus longue (généralement de 5 à 8 ans contre 2 à 3 ans pour le charbon actif en présence de solvants). - ✓
Coût d'exploitation extrêmement bas de 270 000 RMB/an et puissance totale de 6,6 kW — Le plus économe en énergie des 24 études de cas : La puissance électrique totale installée du système n'est que de 6,6 kW — moins qu'un sèche-linge domestique — pour le traitement de 2 500 Nm³/h de gaz résiduaires fortement contaminés. À titre de comparaison, un système d'oxydation thermique à basse température (RTO) pharmaceutique consomme 685,5 kW pour 120 000 Nm³/h et un RTO pétrochimique 75 kW pour 16 000 Nm³/h : le système d'adsorption sur résine consomme donc 91 fois moins d'énergie par unité de volume de gaz que le RTO pétrochimique. Cet avantage en termes d'efficacité énergétique découle directement du principe physique du procédé de récupération : l'adsorption ne requiert que l'énergie nécessaire à l'aspiration du gaz à travers le lit d'adsorbant (énergie du ventilateur), tandis que l'oxydation thermique nécessite le chauffage de 2 500 Nm³/h de gaz de la température ambiante à une température ≥ 760 °C (énergie du brûleur), en plus de l'énergie du ventilateur.
05 — Résultats opérationnels
Performances vérifiées : élimination de 99,81 % des COV (TP3T) et récupération de 300 tonnes/an de solvants pour réutilisation.
Après sa mise en service, le système de traitement permet une production continue et respecte toutes les normes d'émissions. La récupération annuelle de 300 tonnes de solvant génère une valeur économique directe, l'entreprise pouvant le réutiliser dans sa production et ainsi éviter l'achat de solvant fluoré vierge. La réduction annuelle des émissions de COV est d'environ 350 tonnes. Le système fonctionne simultanément avec deux cuves d'adsorption en série et une cuve de régénération à la vapeur. La gestion à distance par système de contrôle-commande distribué (DCS) depuis la salle de contrôle centrale ne requiert aucune présence permanente d'opérateurs sur site en fonctionnement normal.
.webp)
06 — Précautions d'implémentation
Leçons d'ingénierie essentielles pour les applications de récupération des COV fluorés dans l'industrie chimique fine
- 🚫
N’utilisez jamais de charbon actif pour l’adsorption de solvants fluorés — le risque de réaction exothermique lors de la régénération à la vapeur présente un risque d’incendie et d’explosion : Le charbon actif peut réagir de manière exothermique avec certains solvants chlorés et fluorés lors de la désorption à la vapeur, notamment avec les composés chlorés présents dans cette application. Les températures élevées (100–150 °C) atteintes lors de la désorption à la vapeur, combinées à la chaleur dégagée par l'adsorption, peuvent provoquer des points chauds localisés dans les lits de charbon actif, susceptibles de s'enflammer spontanément en présence d'oxygène. Ce risque d'incendie dans une cuve d'adsorption contenant des solvants chlorés/fluorés concentrés est extrêmement dangereux. Les adsorbants à base de résine (sorbants polymères macroporeux) ne présentent pas cette réaction exothermique avec les solvants fluorés et constituent la spécification obligatoire pour cette application. Toute spécification technique proposant l'utilisation de charbon actif pour la récupération de solvants fluorés doit être rejetée. - ⚠️
Le méthanol présent dans le flux gazeux doit être éliminé par lavage à l'eau en amont, avant les adsorbeurs à résine principaux — le méthanol a une faible adsorption sur la résine et déplacera les solvants de plus grande valeur s'il atteint les lits principaux : Le méthanol présente une affinité d'adsorption nettement inférieure sur les résines polymères par rapport aux composés aromatiques fluorés et chlorés présents dans le mélange. Si le méthanol pénètre en forte concentration dans les lits de résine principaux, il occupe les sites d'adsorption et entre en compétition avec les solvants fluorés, réduisant ainsi la capacité d'adsorption de ces composés et favorisant leur rejet prématuré dans la cheminée. L'étape de lavage à l'eau en amont élimine le méthanol par dissolution dans l'eau de lavage (le méthanol est totalement miscible à l'eau), garantissant ainsi que les lits de résine principaux reçoivent un flux gazeux enrichi en solvants fluorés qu'ils sont conçus pour capturer. Il est recommandé de contrôler périodiquement la concentration de méthanol à la sortie du circuit de lavage afin de vérifier l'efficacité de son élimination. - ⚠️
La protection anticorrosion des équipements doit être spécifiée pour les environnements à solvants fluorés les plus sévères — le gaz est fortement corrosif et la durée de vie des équipements ne pourra pas atteindre les exigences de conception sans matériaux appropriés : Les solvants fluorés et chlorés sont corrosifs pour de nombreux matériaux de construction courants. Tous les réservoirs d'adsorption, condenseurs, tuyauteries, pièces d'instrumentation en contact avec le fluide et cuves de séparation de liquides doivent être fabriqués à partir de matériaux spécifiquement qualifiés pour le mélange de solvants donné. Pour les composés aromatiques fluorés, l'acier inoxydable 316L est généralement acceptable, mais sa compatibilité doit être vérifiée pour chaque composé. Pour le dichlorométhane (DCM) et les intermédiaires d'acides fluorés, le PVDF (fluorure de polyvinylidène, que l'entreprise fabrique elle-même) ou le PRV avec revêtement en fluoropolymère peuvent être requis. La compatibilité des matériaux doit être vérifiée par des essais en laboratoire avec le mélange de solvants réel, et non déduite de tableaux de corrosion généraux. - ⚠️
La concentration élevée de COV (16 000 mg/Nm³) à 2 500 Nm³/h signifie que l’adsorption en une seule étape ne permettra pas de satisfaire aux exigences de sortie ; l’adsorption en série n’est pas optionnelle à cette concentration : À une concentration de 16 000 mg/Nm³ avec une limite de sortie de 50 mg/Nm³, l'efficacité d'élimination globale requise est de 99,71 % TP3T. Un adsorbeur à résine monobloc conçu pour cette concentration d'entrée devrait être régénéré toutes les 30 à 60 minutes pour maintenir la conformité en sortie. Lors de chaque cycle de régénération, une période de transition survient pendant laquelle la concentration de sortie dépasse la limite. La configuration en série (A + B + C) élimine cet écart de conformité : B assure l'étape de finition pendant la régénération de A, et C remplace A afin que B ne devienne jamais l'adsorbeur principal sans étape de finition de secours. Il est déconseillé d'utiliser un système d'adsorption monobloc pour des concentrations d'entrée supérieures à environ 5 000 mg/Nm³. - ⚠️
La qualité du solvant récupéré doit être systématiquement contrôlée par rapport aux spécifications de production avant toute réutilisation — la contamination croisée entre différentes campagnes de synthèse peut affecter la pureté du solvant récupéré : L'unité de production met en œuvre plusieurs voies de synthèse organique du fluor utilisant différents solvants. Si du solvant d'une campagne de synthèse précédente persiste dans l'adsorbeur ou le système de condensation lors du démarrage d'une nouvelle campagne avec un solvant différent, le solvant récupéré sera contaminé par des résidus de la campagne précédente. Cette contamination croisée pourrait rendre le solvant récupéré non conforme aux spécifications de pureté pour sa réutilisation. Il est donc impératif de mettre en place un protocole d'échantillonnage et d'analyse pour tous les lots de solvant récupérés avant leur réutilisation : une analyse GC minimale est requise pour vérifier l'identité et la pureté. Lors du passage d'une campagne de synthèse à une autre utilisant des solvants chimiquement incompatibles, il convient de rincer l'adsorbeur et le système de condensation avant de démarrer la nouvelle campagne de récupération.
07 — Leçons tirées en ingénierie
Quatre leçons tirées de ce projet de récupération de solvants fluorés dans le secteur de la chimie fine
- !
Lorsque le flux de COV contient des composés organiques fluorés, l'oxydation thermique (RTO, oxydant catalytique, postcombustion à combustion directe) est contre-indiquée en tant que technologie de traitement primaire ; l'adsorption sur résine ou une autre technologie de récupération non thermique est l'approche appropriée. Il ne s'agit ni d'une préférence ni d'une optimisation économique, mais d'une contrainte technique. La production d'HF lors de la combustion de composés fluorés est un sous-produit dangereux qui nécessite un traitement aval spécialisé, engendre des risques pour la santé au travail et endommage l'équipement d'oxydation thermique de l'intérieur. Tout projet prévoyant un système d'oxydation thermique rapide (RTO) pour un flux contenant des solvants organiques fluorés sans caractériser explicitement la production d'HF et sans prévoir un épurateur d'HF dédié en aval constitue une conception technique incomplète. La première question pertinente à se poser lors de la réception d'une spécification de flux de COV est : « Ce flux contient-il des composés fluorés ? » Si oui, l'oxydation thermique doit être dépriorisée au profit de l'adsorption-récupération. - 2
Une concentration élevée de COV (>5 000 mg/Nm³) est un avantage pour les systèmes d'adsorption-récupération, et non une limitation — une concentration plus élevée augmente la valeur économique du solvant récupéré et améliore la rentabilité du système. Pour les systèmes RTO, une concentration élevée en COV est un avantage (réduction de la consommation de combustible d'appoint) jusqu'à un certain seuil, au-delà duquel la concentration devient trop importante pour un fonctionnement sûr (> 251 TP3T LIE). Pour les systèmes d'adsorption-récupération, une concentration plus élevée permet un chargement plus rapide de l'adsorbeur et une plus grande quantité de solvant récupéré par cycle de régénération, ce qui améliore la rentabilité de la récupération. La concentration à l'entrée de 16 000 mg/Nm³ dans cette étude de cas — qui serait extrêmement difficile à atteindre pour la plupart des autres technologies de traitement — est précisément la condition qui rend l'adsorption-récupération particulièrement intéressante : un taux de chargement élevé implique un taux de récupération élevé, et donc des revenus importants issus du solvant récupéré. - 3
Avec une puissance installée totale de 6,6 kW et un coût d'exploitation total de 270 000 RMB/an, il s'agit du système de réduction des COV le plus économe en énergie et le moins coûteux à l'exploitation parmi les 24 cas étudiés. L'avantage énergétique de l'adsorption-récupération par rapport à l'oxydation thermique est fondamental : l'adsorption ne nécessite que l'énergie d'un ventilateur pour faire circuler le gaz à travers le lit d'adsorbant ; l'oxydation thermique, quant à elle, requiert le chauffage de la totalité du volume de gaz de la température ambiante à une température ≥ 760 °C. Pour une application de 2 500 Nm³/h, l'énergie nécessaire pour chauffer le gaz à 760 °C équivaut à un apport thermique continu d'environ 300 à 400 kW. Le ventilateur, lui, consomme 4 kW. Les économies d'énergie sont structurelles et permanentes, indépendantes des conditions de fonctionnement et du prix des combustibles. De ce fait, l'adsorption-récupération s'impose comme la technologie économiquement dominante pour les applications de solvants à haute valeur ajoutée, partout où la compatibilité chimique le permet. - 4
Le choix de la technologie (adsorption-récupération ou oxydation thermique) doit se faire d'abord sur la base de la chimie du solvant, puis sur celle des aspects économiques, et non l'inverse. La démarche décisionnelle est la suivante : (1) Le solvant contient-il du fluor, du chlore ou d’autres hétéroatomes susceptibles de générer des produits de combustion toxiques ? Si oui, la récupération non thermique est la solution privilégiée ; (2) Quelle est la valeur commerciale du solvant ? Si elle est élevée (comme pour les solvants fluorés), la récupération est économiquement avantageuse ; (3) Quelle est la concentration en COV ? Si elle est élevée (> 5 000 mg/Nm³), la capacité d’adsorption est rapidement saturée, ce qui nécessite une adsorption en série ou des volumes de lit importants ; (4) Quel est le volume de gaz ? Pour les faibles volumes (2 500 Nm³/h), l’adsorption est économiquement dominante ; pour les volumes importants (> 50 000 Nm³/h), la récupération non thermique devient généralement plus avantageuse, même pour les flux non fluorés. Ce cadre décisionnel permet de sélectionner la technologie la plus adaptée à chaque application.
08 — Foire aux questions
Récupération par adsorption de résines à solvant fluoré pour la chimie fine : réponses à dix questions
Questions des responsables des permis environnementaux, des ingénieurs de procédés et des équipes EHS des installations de chimie fine, de fluorochimie et de chimie de spécialité planifiant des systèmes de réduction des COV conformément aux exigences de la directive européenne IED / du décret néerlandais sur les activités.
Besoin de récupérer des solvants fluorés de grande valeur sans aucun sous-produit dangereux ?
Découvrez la gamme complète de solutions de contrôle des émissions industrielles et de récupération des solvants
De la récupération par adsorption sur résine des COV fluorés issus de la chimie fine à Oxydateurs thermiques régénératifs pour la réduction des COV industriels à grande échelleNotre équipe d'ingénieurs vous aide à sélectionner et à mettre en œuvre la technologie adaptée à votre chimie des COV et à votre situation économique spécifiques.





















