This article provides an in-depth analysis of the environmental value and social benefits of regenerative thermal oxidation (RTO) technology in the Netherlands and the European Union. Based on data from the Netherlands Institute for Environment and Infrastructure (RIVM) and the European Environment Agency (EEA), a medium-sized RTO system (100,000 m³/hour) operating for 8,000 hours per year can achieve significant environmental benefits: reducing VOC emissions by 200-500 tons per year, equivalent to the annual emissions of 5-10 small and medium-sized chemical plants in the Rotterdam port area; reducing CO₂ equivalent emissions by 4,800-12,000 tons per year, equivalent to the annual emissions of 1,200-3,000 diesel trucks; and recovering 5.6-14 GWh per year of heat energy, which can provide annual heating for 1,000-2,500 Dutch households.
1. What is Regenerative Thermal Oxidation (RTO)?
Regenerative Thermal Oxidizer (RTO) is a highly efficient organic waste gas treatment system specifically designed for treating low-to-medium concentration, high-volume volatile organic compounds (VOCs) and harmful air pollutants (HAPs). It converts organic components into carbon dioxide and water vapor through high-temperature oxidation (typically 760℃-1200℃), while simultaneously recovering heat energy using ceramic regenerators, achieving a thermal efficiency of over 95% and significantly reducing operating energy consumption.
Key Advantages:
- High heat recovery efficiency (up to 97%)
- High VOCs removal rate (95%-99%)
- Suitable for various industries and complex waste gas compositions
- Significant economic benefits in long-term operation

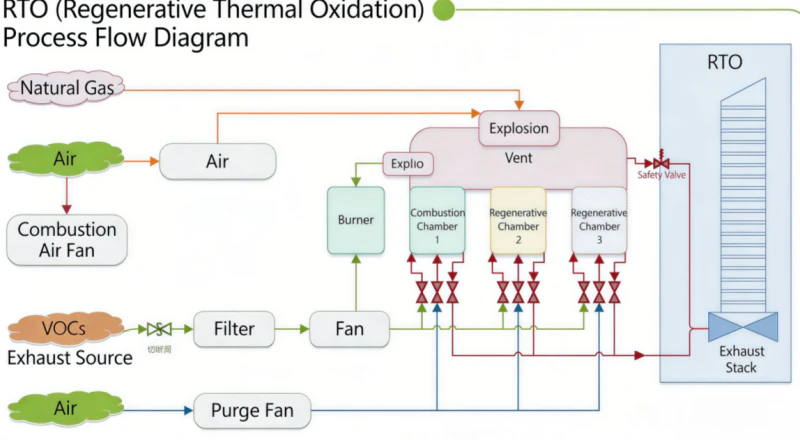
2. Working Principle of RTO Technology
A typical RTO system contains three or more ceramic regenerators, with a work cycle divided into five key stages:
Stage 1: Intake air preheating
The exhaust gas enters the first regenerator through the inlet valve, flows through the high-temperature ceramic regenerator (the temperature is usually above 800°C), and is preheated to close to the oxidation temperature.
Stage 2: Oxidative decomposition
The preheated exhaust gas enters the combustion chamber. Under the maintenance of auxiliary fuel (natural gas), the temperature rises to the set oxidation temperature (usually 760-850°C), and the organic molecules undergo an oxidation reaction:
CxHy + (x+y/4)O₂ → xCO₂ + (y/2)H₂O + heat
Stage Three: Heat Storage
The high-temperature purified gas enters the second regenerator, transfers heat to the ceramic regenerator, and reduces its own temperature to close to the inlet temperature.
Stage 4: Valve switching
The intelligent control system switches the air flow direction regularly (usually 60-120 seconds/time) to ensure continuous processing efficiency.
Stage 5: Purge cycle
The third regenerator is purged to prevent direct emission of untreated waste gas and ensure stable removal rate.
3. Main Types of RTO Systems
<<<<<
| Type</ | Applicable Conditions</ | VOCs Concentration Range</ | Removal Efficiency</ | Investment Cost</ |
|---|---|---|---|---|
| Two-Tower RTO | Medium-small air volume, continuous production | 1.5-10g/m³ | 95-98% | Medium |
| Three-Tower RTO | Large air volume, continuous/intermittent | 0.5-15g/m³ | 98-99.5% | High |
| Rotary RTO | Extra-large air volume, limited space | 0.5-12g/m³ | 95-99% | Medium-High |
| Zeolite Rotor + RTO | Ultra-low concentration, large air volume | 0.1-2g/m³ | 90-98% | High |
4. Application Practice of RTO Technology in key Industries
4.1 Chemical and pharmaceutical industry
- Characteristics of exhaust gas: complex composition, containing halogen, sulfide, etc.
- Solution: Add a pretreatment scrubber and use corrosion-resistant ceramic materials
- Case data: After a pharmaceutical company installed a three-tower RTO, it processed 220 million cubic meters of waste gas annually, with a VOCs removal rate of 99.2% and an annual emission reduction of 385 tons.
4.2 Printing and coating industry
- Characteristics of exhaust gas: large air volume, low concentration, containing particulate matter
- Solution: Configure dry filtration pretreatment to optimize air intake distribution
- Economic analysis: A certain automobile painting line uses rotating RTO with a heat recovery efficiency of 96%, saving about 1.8 million yuan in natural gas costs annually.
4.3 Electronics manufacturing industry
- Special challenge: Silicon-containing compounds can cause clogging of ceramics
- Technical improvements: development of special cleaning programs and additive systems
4.4 Food processing industry
- Characteristics of exhaust gas: high humidity, containing grease particles
- Treatment plan: multi-layer filtration + humidity adjustment + RTO combination process

5. Comparison between RTO and other VOCs treatment technologies
| Technical Parameters | RTO | Catalytic Oxidation (CO) | Activated Carbon Adsorption | Biological Treatment |
|---|---|---|---|---|
| Applicable Concentration | Medium-Low (1-15g/m³) | Medium-Low (1-10g/m³) | Low (<1g/m³) | Very Low (<0.5g/m³) |
| Treatment Efficiency | 95-99.5% | 90-98% | 70-95% | 70-90% |
| Operating Cost | Medium | Medium-Low | High (carbon replacement) | Low |
| Secondary Pollution | None | Catalyst replacement | Hazardous waste carbon | Sludge treatment |
| Energy Consumption | Low (after heat recovery) | Medium | Low | Very Low |
EVER-POWER rotary RTO price is only 35–40% of European brands while providing identical or better performance and 5-year warranty.
“We replaced a 15-year-old Dürr unit in Antwerp with EVER-POWER rotary RTO. Same footprint, started up in 3 days, energy bill dropped 41%. Best decision ever.”— Jan De Vries, Plant Manager, BASF Antwerp, Belgium
“Brazil new environmental law requires 99% removal. EVER-POWER unit achieved 99.7% in third-party test, payback 11 months.”— Carlos Silva, São Paulo coating plant
6. Environmental Protection Value and Social Benefits of RTO system
6.1 Quantitative analysis of emission reduction contribution
According to statistics from the China Environmental Protection Industry Association, a medium-sized RTO system (100,000m³/h) can operate for 8,000 hours per year:
- Reduce VOCs emissions: 200-500 tons/year
- Reduce CO₂equivalent emissions: equivalent to planting 12,000 trees
- Heat recovery: equivalent to saving 800 tons of standard coal per year
6.2 Comply with global environmental standards
- China: “Atmospheric Pollution Prevention and Control Law”, “Volatile Organic Compounds Unorganized Emission Control Standards”
- EU: IED Directive (Industrial Emissions Directive), BAT Conclusion Document
- United States: EPA NESHAP standards, Clean Air Act
FAQ
1. What government subsidies can you get for investing in an RTO system in the Netherlands?
The Dutch government provides a number of financial incentives: the Environmental Investment Deduction (MIA) can provide a tax deduction of up to 36% of the investment amount, the Random Depreciation (Vamil) provides a flexible depreciation plan, and the Energy Investment Subsidy (EIA) provides an additional 13.5% deduction. Enterprises can also apply for EU LIFE program funding and local government sustainable development subsidies.
2. Does the RTO system comply with EU BAT (Best Available Technology) requirements?
Yes. RTO technology has been included in the EU BREF (Best Available Technology Reference Document) as a recommended technology for VOCs treatment. It fully complies with the requirements of the Industrial Emissions Directive (IED). The removal efficiency usually reaches 95%-99.5%, meeting the minimum emission level standards.
3. What specific requirements does the Dutch Climate Act have for RTO applications?
According to the Dutch Climate Act’s 2030 emission reduction target of 49%, the industrial sector needs to significantly reduce emissions. The RTO system directly contributes to the reduction of the company’s carbon footprint through efficient heat recovery (up to 97%) and VOCs emission reduction, and supports the implementation of the national carbon neutrality roadmap.
4. What should we pay attention to when dealing with waste gas containing special components (such as halogens and silicon compounds)?
The oxidation of chlorine/fluorine-containing organic matter may produce dioxins and acidic gases. It is recommended to: 1) increase the oxidation temperature to above 1000°C; 2) add a quench tower and alkali washing post-treatment; 3) select corrosion-resistant special ceramics. Silicon-containing compounds require pretreatment filtration and regular cleaning procedures.
5. How to evaluate the specific investment return cycle of the RTO system in the Netherlands?
The investment in a typical medium-sized RTO system is 800,000-1.5 million euros. The payback period is 4-6 years without subsidies; it can be shortened to 2.5-4 years by using the Dutch subsidy package. Key factors: VOCs concentration, energy prices, operating hours, heat recovery efficiency and carbon trading revenue.
6. How does the RTO system integrate with the Dutch “industrial symbiosis” model?
The heat energy recovered by RTO (5.6-14 GWh/year) can be input into the district heating network (Warmtenet) for use by surrounding businesses or residential areas. The Port of Rotterdam’s “Processing as a Service” model allows small and medium-sized enterprises to share RTO facilities and reduce the investment costs of individual enterprises.
7. What periodic maintenance does the RTO system require in the Netherlands?
Monthly: burner inspection, valve lubrication
Quarterly: Ceramic Regenerator Pressure Differential Monitoring
Half a year: Thermocouple calibration, control system update
Annual: Comprehensive performance testing and compliance testing reports
Every 3-5 years: Sampling testing of ceramic materials
8. How to ensure that the RTO system complies with the strict safety standards of the Netherlands?
Must be equipped with: 1) LEL concentration online monitoring and automatic dilution system; 2) explosion-proof door and explosion vent device (ATEX certification); 3) triple flame monitoring and flameout protection; 4) safety interlock control with the production system. PGS-33 guidance document needs to be followed.
9. How to choose between RTO and RCO (regenerative catalytic oxidation) in the Netherlands?
RCO has a low operating temperature (300-500°C) and is suitable for exhaust gases that do not contain catalyst poisons (such as solvents). RTO has a higher temperature (760-850℃), wider applicability but higher energy consumption. Selection is based on: exhaust gas composition, concentration fluctuations, catalyst life costs and temperature sensitivity.
10. How does the RTO system support the Netherlands’ hydrogen and electrification transition?
Hydrogen energy adaptation: the burner can be modified to use green hydrogen as auxiliary fuel
Electrification path: developing electrically heated RTO and utilizing Dutch offshore wind power
Grid integration: Participate in TenNET demand-side response to achieve flexible operation
Future preparation: Reserve interface for carbon capture (CCUS) to support long-term decarbonization
To learn more, visit our homepage





















