In the modern era of environmental governance, Nitrogen Oxide (NOx) reduction has become a critical operational mandate for industrial facilities. For small and medium-sized coal-fired, gas-fired, and oil-fired boilers, the engineering challenge is to balance high compliance with restricted physical space and capital limitations. Selective Non-Catalytic Reduction (SNCR) has established itself as the definitive solution for these applications. By utilizing the furnace itself as a high-temperature reactor, SNCR eliminates the need for expensive catalysts while delivering reliable emission control. This comprehensive technical analysis explores how the BAOLAN BL-Series SNCR technology achieves internationally advanced standards in structural rationality, thermal kinetics, and operational stability, providing a turnkey path to environmental sustainability.

Fig 1: Industrial Deployment of the BL Series SNCR Denitrification Infrastructure
1. The 850-1050 Degree Celsius Thermodynamic Window
The fundamental brilliance of the SNCR process lies in its exploitation of the boiler’s internal heat. Unlike Selective Catalytic Reduction (SCR) which requires an external catalyst bed to lower the reaction activation energy, SNCR relies entirely on a specific, naturally occurring thermal window—between 850 and 1050 degrees Celsius—to trigger the chemical transformation.
Molecular Interaction and High-Temp Kinetics
Within this highly precise high-temperature zone, an amino-containing reducing agent (typically ammonia water or urea) is injected. At these elevated temperatures, the agent undergoes rapid thermal decomposition to release ammonia gas. This ammonia then acts selectively to reduce the nitrogen oxides in the flue gas into completely harmless nitrogen gas and water vapor. Because this method uses the existing furnace and the outlet flue as the primary reaction vessel, the facility completely bypasses the need for massive secondary reactor housings.
For coal-fired and gas-fired boilers with constantly fluctuating production loads, the BAOLAN system utilizes advanced Computational Fluid Dynamics (CFD) modeling to map the furnace’s thermal profile. This ensures the injection lances are positioned perfectly, guaranteeing that the reagent is introduced exactly where the thermal energy matches the kinetic requirements for maximum NOx reduction.
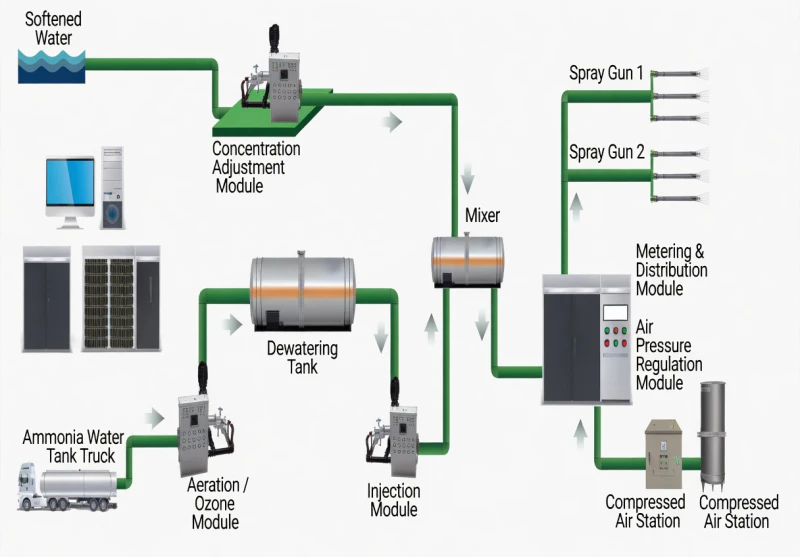
Fig 2: Holistic SNCR Process Topology: From Reagent Storage to Harmless Nitrogen Release
2. Modular Structural Rationality: The Injection Matrix
High denitrification efficiency in SNCR depends entirely on the precision and uniformity of reagent distribution. If the ammonia is not mixed perfectly with the flue gas, efficiency drops and dangerous “ammonia slip” occurs. The BAOLAN BL-Series integrates highly specialized modules into a unified turnkey solution to prevent this.
Metering and Distribution
This module acts as the brain of the fluid delivery system. It ensures that ammonia water is delivered at strictly controlled pressures of 0.3 to 0.6 MPa, continuously adjusting in real-time to match the fluctuating volume of the boiler’s flue gas. This extreme accuracy prevents “ammonia slip,” ensuring that no unreacted, toxic reagent escapes the system to cause secondary pollution.
The Lance Flow System
Equipped with high-performance, heat-resistant injection lances, the system supports dynamic flow rates ranging from 20 to 100 liters per hour. These lances utilize compressed air to achieve sub-micron atomization of the reducing agent. This creates a dense, highly penetrative reaction cloud within the furnace, maximizing the probability of molecular collision with NOx.
Intelligent Control Unit
The centralized electrical and control module continuously monitors NOx concentrations at the outlet and automatically scales the injection volume via closed-loop PID control. It manages all peripheral systems—including the compressed air station and concentration adjustment loops—to maintain absolute operational stability without human intervention.
3. Soot Blowing System: Preserving Aerodynamic and Thermal Efficiency
Preventing Blockages and Salt Accumulation
A critical, yet often overlooked, challenge in SNCR applications is the generation of ammonium bisulfate. When trace amounts of unreacted ammonia (ammonia slip) combine with sulfur trioxide in the cooling flue gas, they form sticky ammonium salts. These salts bind with fly ash to create severe deposits on the downstream boiler tubes, air preheaters, and ductwork walls.
To combat this, the BAOLAN system integrates an advanced Система продувки сажей. Using powerful acoustic or steam-based soot blowers, the system periodically blasts high-energy waves across the convective heat transfer surfaces. This effectively shatters and blows off accumulated fly ash, dust, and sticky ammonium salts.
By keeping the gas passages clear, the soot blower prevents clogging, drastically reduces the system’s operating resistance, and ensures that the induced draft fans consume less energy. It is an indispensable maintenance subsystem that guarantees the long-term thermal efficiency of the entire boiler unit.
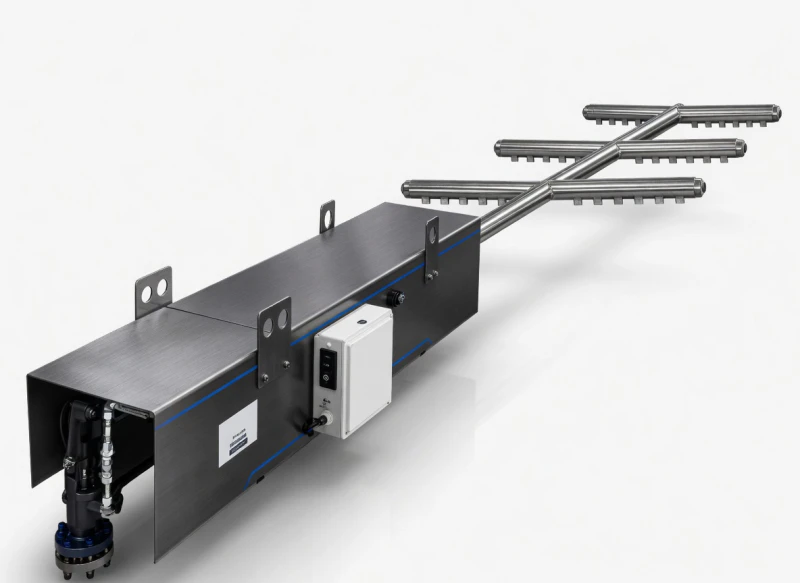
Fig 3: Acoustic Soot Blower: Eliminating Ash Blockage and Minimizing Pressure Drop
4. Collaborative Control: The Ionization Component
Modern emission standards increasingly demand the simultaneous treatment of multiple pollutants. While SNCR handles the nitrogen oxides, industrial boilers must also aggressively manage fine particulates and acidic aerosols to achieve full compliance.
Eradicating Sub-Micron Particulates and Mist
To address this, BAOLAN integrates specialized downstream core components such as the Уловитель ионизации into the broader emission control suite. This advanced technology employs high-voltage electrostatic ionization to aggressively charge and capture sub-micron particles and liquid mists that traditional bag filters or mechanical cyclones might allow to pass through.
By strategically installing the Ionization Catcher downstream of the primary reaction zones, facilities achieve true multi-pollutant collaborative control. This is especially vital for oil-fired and certain coal-fired units where the exhaust profile contains complex, sticky aerosols. This synergistic approach ensures that the total purification system meets ultra-low and near-zero emission standards across all measured pollutant categories, eliminating the risk of visible plume formations at the stack.

Fig 4: The Ionization Catcher: Driving Synergistic Particulate and Mist Purification
5. Industrial Versatility: Adapting to Fuel Dynamics
Coal, Gas, and Oil: A Universal Boiler Response
The flexibility of SNCR technology makes it the preferred choice for a vast array of small and medium-sized industrial units. For heavily laden coal-fired boilers, the system’s robust metering and automated soot blowing modules manage the harsh ash environment flawlessly. For gas-fired and oil-fired boilers—where space is often highly restricted—SNCR provides a highly cost-effective way to achieve the critical 40 to 50 percent denitrification efficiency required for standard regulatory compliance.
In well-optimized, large-scale boiler applications, SNCR can frequently reach efficiencies up to 75 percent during short-term demonstration phases. While long-term field performance typically stabilizes between 30 and 60 percent due to fluctuating boiler loads, BAOLAN offers proprietary chemical additives. Introducing these specialized additives into the reducing agent can boost overall efficiency by an additional 3 to 5 percent, providing a high-output bridge between traditional SNCR setups and vastly more expensive catalytic technologies.

Fig 5: Cross-Sector Deployment: From Small Heat Utilities to Industrial Kilns
Operational Verdict: Maximum ROI and Sustainability
Selecting between SNCR and SCR is ultimately a strategic financial decision. For the vast majority of small and medium industrial facilities, SNCR provides the most attractive Return on Investment. By entirely eliminating the exorbitant capital cost of massive catalyst housings, and bypassing the ongoing operational expenditure of periodic catalyst replacement and hazardous waste handling, facilities can reduce their environmental OPEX significantly.
The BAOLAN BL-Series SNCR technology represents a comprehensive, turnkey investment—from R&D and lean manufacturing to intelligent commissioning and automated soot blowing. This holistic integration ensures your facility meets standard and stringent emission regulations effortlessly, maintaining a leading competitive position in the industry.
Lead the Era of Compliant Combustion
Don’t let strict Nitrogen Oxide mandates and limited boiler room space compromise your facility’s operational viability. Implement the power of BAOLAN’s SNCR technology to achieve reliable, low-cost emission control that is strictly tailored to your fuel profile and sustainability goals. Whether you are managing coal, gas, or oil boiler exhaust, our specialized engineering team provides the ultimate security for your environmental permit. Contact us today to architect your custom denitrification loop.





















