
Высокоэффективный ионизатор
Откройте для себя наш высокоэффективный ионизационный уловитель. Разработан для тяжелой промышленности и способен улавливать более 99,51 тонн смолы, кислотных туманов и субмикронных аэрозолей. Запросите ценовое предложение сегодня!
1. Обзор продукта
Он Уловитель ионизации Электростатический осадитель смолы (также известный как мокрый электростатический осадитель) — это передовая промышленная система очистки воздуха, предназначенная для улавливания субмикронных частиц, тяжелой смолы, кислотных туманов и липких аэрозолей. Благодаря использованию электростатической ионизации сверхвысокого напряжения достигается феноменальная эффективность улавливания, превышающая 99,51 TP3T.
Эта система представляет собой бесшовную, высокопроизводительную и экономически выгодную прямую замену премиальным европейским эталонным моделям, таким как те, что производятся компанией [название компании]. Лурги или Дюрр МегтекЭто обеспечивает эквивалентные или превосходящие показатели извлечения смолы и операционную стабильность при значительно меньших капитальных затратах.
Краткий обзор: Применимые отрасли
- Коксохимическая и углехимическая промышленность: Извлечение и очистка газовой смолы из попутного газа.
- Производство углеродных материалов: Фильтрация аэрозолей асфальтового дыма и смолы.
- Нефтехимическая промышленность: Устранение кислотных туманов и масляных испарений.
- Напыление и печать: Липкая краска в виде тумана и перехват аэрозоля, содержащего летучие органические соединения.

Рис. 1: Интегрированная система улавливания ионизации для тяжелой промышленности.
2. Стандартные технические характеристики
Наш стандарт Серия BLBZQ Мы охватываем широкий диапазон объемов отработанных газов. Также мы предлагаем полностью индивидуальный расчет размеров на основе точного моделирования гидродинамики (CFD) для вашего конкретного предприятия.
| Нет. | Технические характеристики модели | Объем газа (м³/ч) | Размеры (мм) | Анодные трубки (количество) | Технические характеристики труб | Сопротивление (Па) | Мощность (кВт) |
|---|---|---|---|---|---|---|---|
| 1 | BLBZQ-10000 | 10,000 | Φ2300 × 8000 | 37 | Круглая оцинкованная труба δ=0,8 мм Φ250 × 4000 мм |
≤ 300 | 15 |
| 2 | BLBZQ-15000 | 15,000 | Φ2600 × 8000 | 55 | Круглая оцинкованная труба δ=0,8 мм Φ250 × 4000 мм |
≤ 300 | 22 |
| 3 | BLBZQ-20000 | 20,000 | Φ3100 × 8500 | 73 | Круглая оцинкованная труба δ=0,8 мм Φ250 × 4000 мм |
≤ 300 | 29 |
| 4 | BLBZQ-30000 | 30,000 | Φ3800 × 9000 | 91 | Круглая оцинкованная труба δ=0,8 мм Φ250 × 4000 мм |
≤ 300 | 42 |
3. Принцип работы: сила Кулона
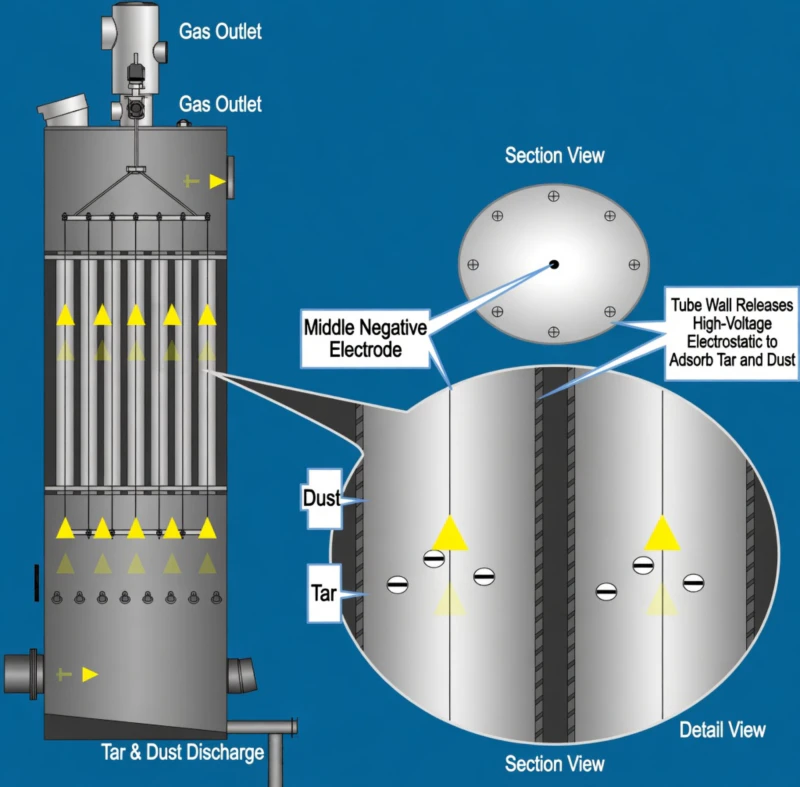
Основная концепция
Когда промышленный дым, содержащий примеси, такие как смола, аэрозоли и микроскопические капли, проходит через интенсивное высоковольтное электрическое поле улавливателя, происходит массивная ионизация газа-носителя. Примеси сталкиваются с отрицательными ионами и свободными электронами и адсорбируют их — процесс, известный как ионизация. явление зарядки.
Под непосредственным действием электрического поля сила КулонаЭти вновь заряженные примеси активно притягиваются к заземленному осадительному электроду (анодной трубке). При контакте они высвобождают свои заряженные частицы и прилипают к стенке электрода.
По мере того, как масса накопившейся смолы или примесей превышает ее естественную силу сцепления, вступает в действие сила тяжести. Жидкие отходы автоматически стекают по стенкам труб и выгружаются из нижнего бункера, в то время как тщательно очищенный чистый газ выходит из верхней части башни.
4. Пять основных преимуществ нашего ионизатора
♻ Переработка ценных ресурсов
Успешно разделяет и извлекает чистые, не содержащие примесей смолы и химические масла без образования вторичных сточных вод. Экономическая ценность извлеченных побочных продуктов часто окупает стоимость оборудования в течение 12–18 месяцев.
💀 Защита RTO и последующих этапов поставок
Действует как непроницаемый барьер против липких смол и битума. Установка перед основным трубопроводом предотвращает катастрофическое засорение и термическое повреждение. Регенеративные термические окислители (РТО) и дорогие вентиляторы ID.
⚙ Сверхнизкое падение давления
В отличие от рукавных воздухораспределителей или скрубберов Вентури, которые ограничивают поток воздуха, наша электростатическая конструкция с открытыми трубами гарантирует рабочее сопротивление менее 300 Па, что значительно снижает эксплуатационные расходы вашего основного вентилятора.
⚡ Интеллектуальное управление искрообразованием и дуговым разрядом
Система, работающая на основе высокочастотного интеллектуального кремниевого выпрямителя, мгновенно обнаруживает микроискры, автоматически подавляя дуги для поддержания максимально возможного напряжения коронного разряда в безопасных условиях.
🔍 Субмикронная точность
Механические фильтры не справляются с ультрамелкими аэрозолями. Сила Кулона без труда улавливает частицы размером до 0,01 микрона, легко достигая строгих современных стандартов по непрозрачности и устранению аэрозольных выбросов.
5. Анатомия системы и материальное мастерство
.webp)

Надежная инфраструктура имеет решающее значение для работы с высококоррозионными и летучими промышленными выхлопными газами. В нашем проектировании конструкций основное внимание уделяется долговечности, безопасности и бесперебойной работе.
-
Корона-система
Состоит из коронных проводов, высоковольтных фарфоровых изоляторов, подвесных стержней, верхних/нижних колец и натяжных грузов. Тщательно размещены внутри башни для обеспечения идеальной концентричности с анодными трубками, предотвращая короткие замыкания.
-
Изоляционный короб с терморегулированием
Оснащен специальным термостатическим боксом с автоматическими электрическими нагревательными элементами. Это предотвращает образование конденсата на высоковольтных изоляторах, полностью исключая риск электрической утечки и перекрытия в условиях высокой влажности.
-
Выбор материалов премиум-класса
В зависимости от используемой химической технологии, анодные массивы изготавливаются из прочной углеродистой стали, обладающей высокой коррозионной стойкостью. Нержавеющая сталь 304/316L, 2205 Дуплексная нержавеющая стальили специализированный проводящий стекловолоконный армированный пластик (FRP). Это гарантирует десятилетия срока службы.
-
Корпуса и приводы повышенной прочности
Корпуса башен свариваются роботизированными методами, что обеспечивает абсолютную газонепроницаемость в взрывоопасных средах. Мы также используем высокоточные технологии. компоненты промышленного привода для автоматизированных механизмов соскабливания и выгрузки осадка, где требуется обработка густого шлама.
6. Типичные сценарии применения
Ионизационный фильтр — это идеальное решение для отраслей промышленности, работающих со сложными, вязкими и опасными газовыми потоками, где традиционная фильтрация совершенно неэффективна.

.webp)
7. Сравнительный анализ конкурентов: непревзойденное соотношение затрат и производительности.
Многие предприятия изначально обращаются к ведущим европейским брендам. Однако наш ионизационный уловитель обладает идентичными физическими принципами и сопоставимой долгосрочной надежностью по значительно более конкурентоспособной цене, что существенно повышает вашу окупаемость инвестиций.
| Метрика оценки | Наш ионизатор | Ведущие европейские бренды | Традиционная влажная щетка для мытья посуды |
|---|---|---|---|
| Эффективность сбора смолы | > 99.5% | > 99.5% | ~ 60% (Неэффективен для аэрозолей) |
| Капитальные затраты (CapEx) | Высококонкурентный | Чрезвычайно высокая премия | Низкий |
| Сроки выполнения и индивидуальная настройка | Быстрое / Полностью индивидуальное выполнение | Медленный (жесткий стандартный размер) | Умеренный |
| Вторичные сточные воды | Ноль | Ноль | Были сгенерированы огромные объемы данных. |
8. Системы поддержки контроля и сертификация качества.
⚙ Специализированное управление и контрольно-измерительное оборудование
Наша компания предлагает полный комплект электроконтрольного оборудования и прецизионных приборов. Шкаф управления высокого напряжения Он выступает в роли центрального блока управления, динамически регулируя входное/выходное напряжение в зависимости от сопротивления выхлопных газов в реальном времени. Он оснащен автоматическими сигналами о неисправностях, быстродействующими реле отключения для обеспечения безопасности при работе с взрывоопасными газами и обеспечивает бесшовную интеграцию с вашими системами DCS/SCADA.
🏅 Непреклонная приверженность качеству и сервису
- Сертифицировано по стандарту ISO 9001: Произведено в соответствии со строжайшими мировыми протоколами управления качеством.
- Соответствует стандартам CE: Разработано в соответствии со строгими европейскими стандартами безопасности и электробезопасности.
- Глобальные возможности в сфере EPC: От 3D-моделирования жидкостей до международных перевозок и ввода в эксплуатацию.
- Расширенная гарантия: Комплексное покрытие основных высоковольтных компонентов.
10. Часто задаваемые вопросы (FAQ)
В1: Сколько энергии потребляет ионизационный уловитель?
Несмотря на использование десятков тысяч вольт, система работает при очень низком токе (миллиамперах). В сочетании со сверхнизким перепадом давления (<300 Па), что значительно экономит энергию вентилятора, вся система отличается замечательной энергоэффективностью. Стандартные модели потребляют от 15 кВт до 42 кВт в зависимости от объема газа.
В2: Можно ли безопасно использовать это устройство для работы с легковоспламеняющимся угольным газом?
Да. Система оснащена непрерывными анализаторами кислорода, взрывозащищенными вентиляционными отверстиями и интеллектуальным искрогасителем, который отключает питание за миллисекунды при повышении уровня O2, обеспечивая абсолютную безопасность при работе с коксовыми газами.
Вопрос 3: Засорятся ли анодные трубки со временем?
Нет. Мы рассчитываем поток газа и расстояние между трубками, исходя из вязкости вашего конкретного загрязняющего вещества. Для высоковязких веществ, таких как асфальтовый дым, в систему интегрированы автоматизированные системы промывки горячей аммиачной водой или паром, чтобы трубки оставались постоянно чистыми.
Вопрос 4: Подходит ли это оборудование в качестве предварительного фильтра для RTO?
Безусловно. Это золотой стандарт защиты регенеративных термических оксидаторов. Удаляя липкие аэрозоли и капли, содержащие летучие органические соединения, на входе, он предотвращает засорение или возгорание керамических теплообменных слоев оксида.
В5: Чем он отличается от традиционного рукавного фильтра?
Пылеуловители с рукавными фильтрами отлично подходят для сухой пыли, но совершенно не справляются с потоками высокой влажности, липкими или смолистыми веществами (что приводит к «засорению мешка»). Ионизационный фильтр использует бесбарьерный электростатический метод, что делает его невосприимчивым к засорению при работе с влажными/липкими парами.
В6: Какие материалы используются для изготовления собирающих электродов?
Мы подбираем металлургический материал в соответствии с химическим составом вашей выхлопной системы. В качестве вариантов предлагаются стандартная углеродистая сталь, нержавеющая сталь 304/316L, высокопрочная дуплексная нержавеющая сталь 2205 и даже проводящее стекловолокно (FRP) для сильнокислотных сред.
В7: Предоставляете ли вы услуги по установке?
Как комплексный поставщик услуг EPC, мы предоставляем полный спектр услуг по разработке проектной документации, изготовлению и отгрузке, а также можем направить опытных инженеров на место для руководства вашей местной командой на этапах монтажа конструкций, прокладки высоковольтной проводки и окончательной приемки.
В8: Образует ли система вторичные сточные воды?
В отличие от мокрых скрубберов, которые переносят загрязнение воздуха в огромные объемы загрязненной воды, ионизационный ловушка осаждает чистый загрязняющий агент (например, жидкую смолу или нефть), что позволяет напрямую извлекать ресурсы без образования вторичных сточных вод.
В9: Каков срок службы коронных проводов?
Коронные проволоки (катод), изготовленные из высокопрочных коррозионностойких сплавов, рассчитаны на многолетнюю непрерывную работу без обрыва при условии надлежащего поддержания внутреннего натяжения и выравнивания.
В10: Как выбрать подходящий размер для моего растения?
Просто предоставьте нашим инженерам фактический объем газа (м³/ч), рабочую температуру и концентрацию загрязняющих веществ на входе. Мы рассчитаем необходимую удельную площадь сбора (SCA) и предоставим индивидуальное предложение в формате CAD.
Готовы модернизировать систему очистки выхлопных газов?
Прекратите мучиться с забитыми рукавными фильтрами и неэффективными мокрыми скрубберами. Проконсультируйтесь с нашими экспертами по гидродинамике уже сегодня, чтобы получить индивидуальное решение с высокой окупаемостью инвестиций.
Система улавливания ионизации
Разработано с учетом специфики вашей операционной структуры.





















