RCO流程简介
再生催化氧化(RCO)技术将有机废气加热至以上温度。 300°C在燃烧室催化剂的作用下,挥发性有机化合物(VOCs)被氧化分解成无害的CO₂和H₂O,净化效率高达 99%.
产生的高温气体流经特殊设计的陶瓷再生器和催化剂,加热陶瓷体以“储存热量”。在随后的循环中,进入的废气流经这块加热的陶瓷,将储存的热量传递给废气。
通过在连续循环中使用陶瓷作为换热介质,该系统显著降低了加热废气所需的燃料消耗,从而降低了运行成本,并实现了高达 100% 的卓越热回收效率。 95%.
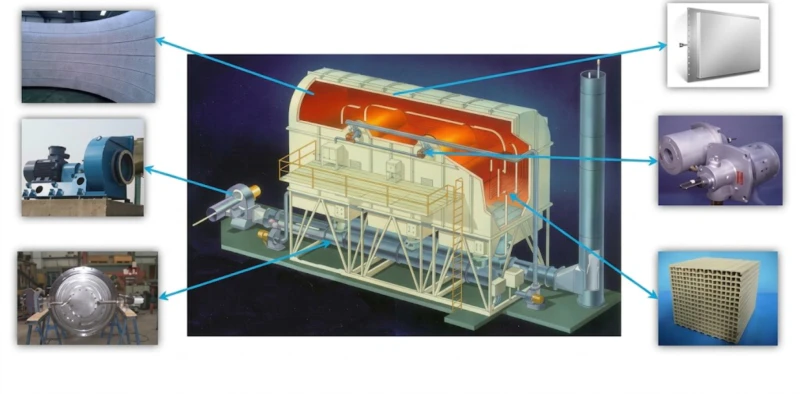
系统组件
关键系统组件
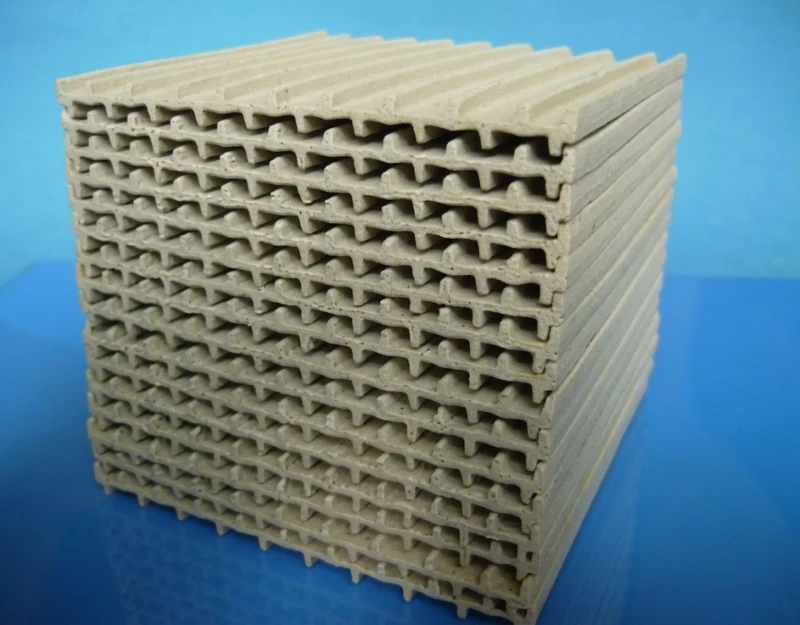
再生体

隔热棉

风扇系统

椎间盘破裂

阀门系统

催化剂
RCO 的运作方式
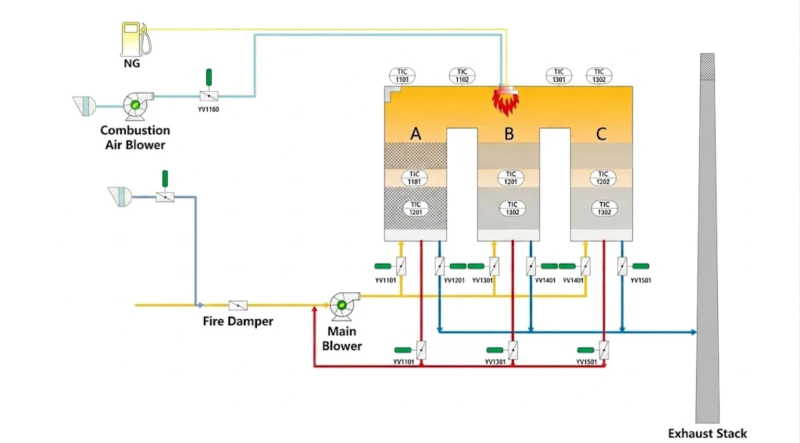
预热
VOCs气体通过切换阀进入第一再生室。气体从预热的陶瓷介质中吸收热能,迅速升温至催化剂活化温度。
催化氧化
加热后的气体通过催化剂床层。挥发性有机化合物在低温(250℃-400℃)下被氧化成无害的二氧化碳和水,同时释放反应热。
热回收
高温净化气体流经第二个再生室。它在冷却的同时,将热量传递回陶瓷介质(为下一个循环储存热量)。
净化排放
冷却后的洁净气体通过烟囱安全排放。PLC系统定期切换阀门方向,以维持连续、高能效的循环。
主要特点和优势
了解为什么再生催化氧化是处理大量 VOC 的最节能解决方案。
最终成本效益
结合卓越的热回收率(>95%)和低反应温度,可实现 “自给自足”的运行 即使处理浓度极低的 VOC,也无需额外消耗燃料。
延长设备使用寿命
通过将燃烧室温度从 800°C(标准 RTO)降低到 400°C 以下,该系统大幅降低了金属部件的热应力和疲劳,并最大限度地减少了绝缘劣化。
零氮氧化物排放
低温催化氧化从根本上防止了通常与高温燃烧相关的热氮氧化物(NOx)的形成,从而消除了二次污染。
卓越的安全性能
该系统运行温度远低于大多数有机化合物的自燃点,从而确保您的设施具有最高的运行安全性。
金三角精选
了解 CO、RTO 和 RCO 之间的核心区别,以便为您的工厂选择完美的排放控制系统。
| 比较维度 | 一氧化碳 (催化氧化) |
恢复运营 (再生式热氧化) |
节能器
区域控制办公室 (再生催化氧化) |
|---|---|---|---|
| 热回收方法 | 板式换热器 (效率:50%-70%) |
陶瓷蜂窝 (效率:>95%) |
陶瓷蜂窝 (效率:>95%) |
| 工作温度 | 250°C - 350°C | 800°C - 850°C | 300°C - 400°C |
| 适宜的空气量 | 中小型 | 中号至超大号 | 大号至超大号 |
| VOC浓度 | 中高 | 中低 | 极低至中低 |
| 气体成分限制 | 极其严格 (中毒风险高) |
广谱/高耐受性 (可处理复杂杂质) |
严格的 (需要防毒和防尘过滤) |
专家结论
如果您正在处理 大量空气 和 极低的VOC浓度 没有严重的催化剂毒物, RCO无疑是您的最佳选择它完美地结合了 RTO 的大量热回收和 CO 系统的低温燃料节省。
理想应用场景
关键工程先决条件
RCO系统是终极节能装置 大量空气,低VOC浓度但是,废气必须严格不含重颗粒物和催化剂中毒物质。 硫、磷、卤素或重金属 会使催化剂失活,因此在没有进行充分预处理的情况下,强烈不建议这样做。

印刷与包装
对于大型印刷和包装工厂,包括柔版印刷和凹版印刷工艺,具有极高的效率,能够有效分解油墨溶剂,确保清洁排放,并将燃料成本降至最低。

汽车喷漆
RCO 非常适合汽车制造、汽车零部件喷漆室和大型金属表面处理。这些工艺通常会产生大量挥发性有机化合物 (VOC) 浓度极低的废气,因此 RCO 是最经济的选择。
电子半导体
非常适合安全地氧化半导体制造、印刷电路板 (PCB) 制造和精密电子涂层工艺过程中产生的特定溶剂、清洁剂和 VOC。
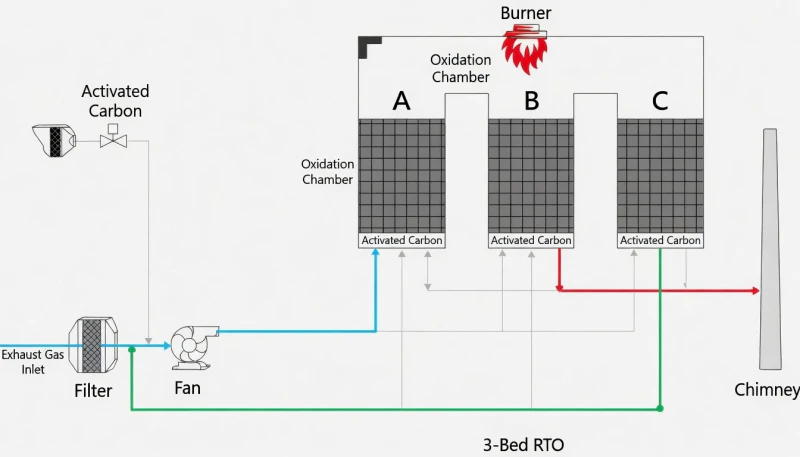
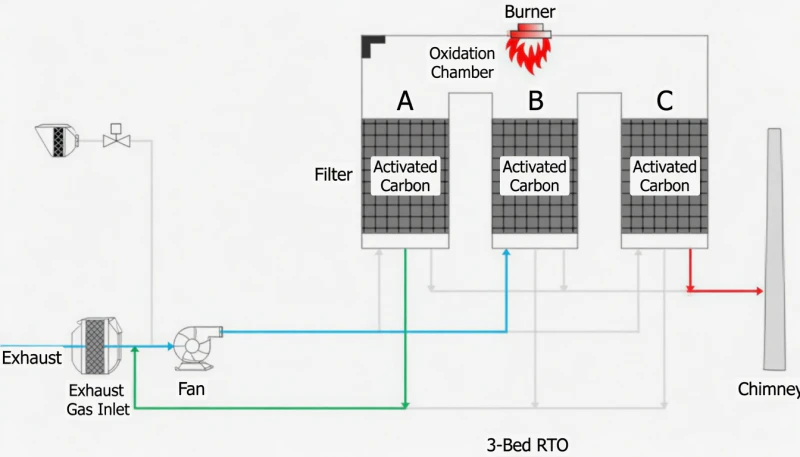
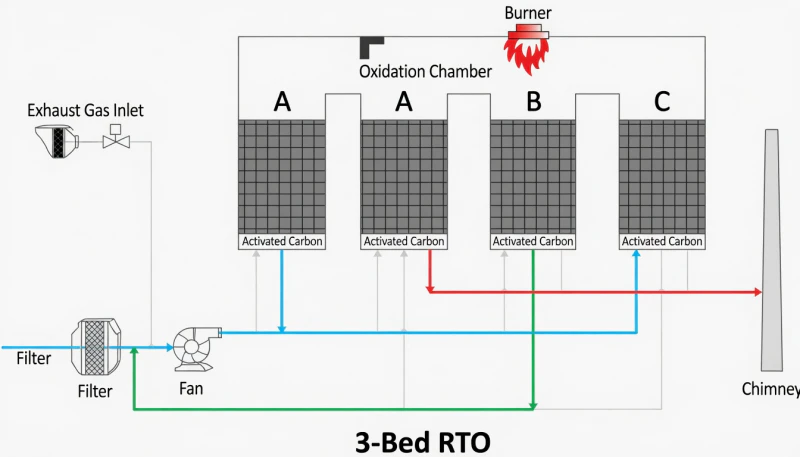
RCO切换序列
连续的三床运行循环确保 VOC 不间断地被破坏,防止压力骤升,并通过系统的进气、排气和吹扫阶段保证最大的热回收。
深受行业领导者信赖
听听客户们讲述他们如何利用我们先进的催化氧化系统,实现完全的环境合规性和显著的节能效果。
安装的RCO系统使我们的运营能源成本降低了近70%,同时完全符合VOC排放标准。投资回报率非常惊人。
他们的工程技术专长对于管理我们复杂的大流量排气系统至关重要。安装过程非常顺利,性能也超出了预期。
他们专业、响应迅速,是VOC减排领域的真正专家。催化系统始终能达到99%+的效率。我们强烈推荐他们。





















