Im Bereich der fortschrittlichen industriellen VOC-Reinigung ist das Zeolith-Molekularsieb der leistungsstarke Kern, der die Reinigung ermöglicht. Dieser mikroskopische „Motor“ ist jedoch bemerkenswert empfindlich. Industrielle Abgasströme sind häufig mit Schadstoffen verunreinigt – nicht nur mit chemischen Inhibitoren, sondern auch mit physikalischen Partikeln, Aerosolen und klebrigen Harznebeln. Gelangen diese Schadstoffe an der Vorbehandlungsstufe vorbei, verursachen sie eine irreversible Verstopfung der subnanometergroßen Poren des Zeoliths und machen die gesamte Anlage unbrauchbar. Um die Betriebskontinuität kritischer Branchen wie der Halbleiterfertigung und des kommerziellen Drucks zu gewährleisten, ist ein robustes mehrstufiges Trockenfiltrationssystem unerlässlich. Dieses dient als entscheidende erste Verteidigungslinie, fängt Partikel bis zu einer Größe von 0,5 Mikrometern ab und liefert durch automatisierte Drucküberwachung kontinuierlich wichtige Informationen.

Abb. 1: Das modulare Vorbehandlungsgehäuse, integriert mit dem Adsorptionskern
1. Die G4-H10-Hierarchie: Eine strategische Verteidigung
Professionelle Filtration besteht nicht aus einem einzelnen Filter, sondern aus einem mehrstufigen System, das die Lebensdauer jeder einzelnen Komponente maximiert. Industrielle Abluft wird durch eine Reihe von Filtern geleitet, deren Filtergenauigkeit mit zunehmender Tiefe im System steigt. Dieses „Sieb-im-Sieb“-Prinzip verhindert, dass die feinsten Filter durch groben Staub vorzeitig überlastet werden.
Von grober bis submikrometergroßer Abfangtechnik
Der Prozess beginnt mit einem Primärfilter aus Baumwolle der Klasse G4, der große Partikel, Fasern und Feinstaub mit einer Größe von über 5 Mikrometern zurückhält. Anschließend durchströmt die Luft Filterbeutel der Klassen F5 und F9 mit mittlerer Effizienz. Abschließend muss sie Hochleistungsfilter der Klasse H10 passieren. Diese Filterstufe gewährleistet, dass das Gas, bevor es das Zeolithbett erreicht, von Aerosolen und Feinstaub befreit ist und nur noch die gasförmigen VOC-Moleküle für die Molekularsiebung übrig bleiben. Diese sorgfältige, mehrstufige Strategie sorgt dafür, dass die Zeolithmatrix rein und aktiv bleibt.
In Branchen wie der Automobillackierung oder dem Akzidenzdruck, wo Farbnebel und Papierfasern ständige Variablen darstellen, verhindert diese mehrstufige Logik die katastrophalen Druckspitzen, die zu Lüfterausfällen und Systemstillständen führen können. Indem über 99 Prozent der Partikel abgefangen werden, bevor sie die molekulare Ebene erreichen, gewährleistet das System einen stabilen Betriebszustand über Tausende von Stunden ohne Wartungsunterbrechungen.
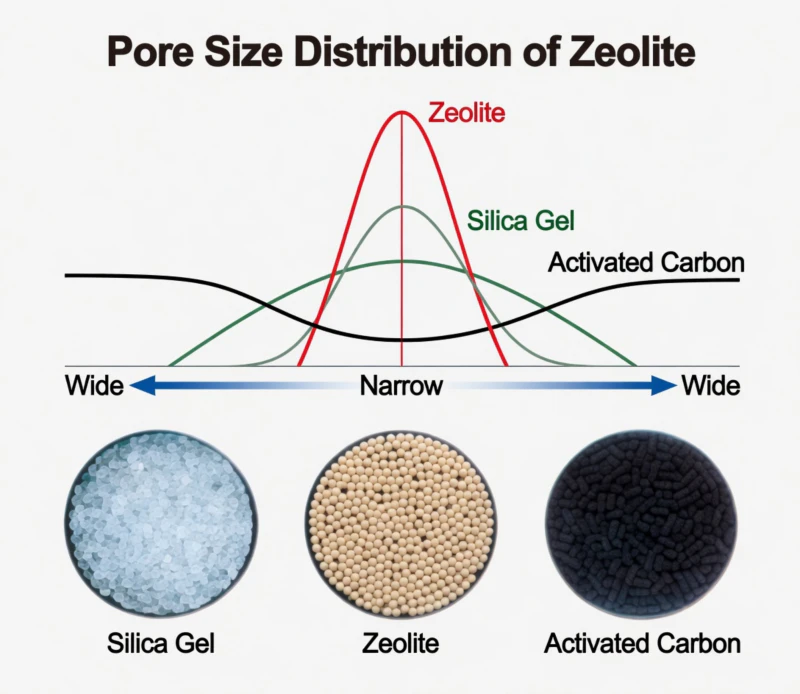
Abb. 2: Rasterelektronenmikroskopische (REM) Aufnahme, die die mikroskopischen Poren zeigt, die einen absoluten Schutz vor Staub benötigen.
2. Der Kampf um den Submikrometerbereich: Abfangen von Partikeln > 0,5 μm
Bei der industriellen Filtration sind die gefährlichsten Partikel diejenigen, die mit bloßem Auge nicht sichtbar sind. Während grober Staub leicht zu handhaben ist, stellen submikronäre Partikel – also solche mit einem Durchmesser von mehr als 0,5 Mikrometern – das größte Risiko für die Effizienz von Zeolithen dar.
Warum 0,5 μm die kritische Schwelle ist
Zeolith-Molekularsiebe nutzen subnanometergroße Poren (0,3 nm bis 1 nm) zur Abscheidung von Gasmolekülen. Ein Partikel von 0,5 Mikrometern ist fast 500-mal größer als diese Poren. Wenn sich eine hohe Konzentration dieser submikronen Partikel auf der Oberfläche des Zeoliths ansammelt, bilden sie eine Schicht oder Kruste, die als physikalische Barriere wirkt. Diese Barriere verhindert, dass VOC-Moleküle in die inneren Hohlräume des Kristalls gelangen.
Unsere hocheffizienten Filtrationsmodule der H10-Klasse werden aus hochwertigen synthetischen Fasern mit einem extrem hohen Faseranteil pro Quadratmeter gefertigt. Diese hohe Dichte erzeugt einen verschlungenen Luftweg, wodurch Partikel durch Brownsche Molekularbewegung und Interzeption an den Fasern haften bleiben. Durch die erfolgreiche Neutralisierung von Partikeln > 0,5 µm gewährleistet das System, dass das Zeolithbett in einem Zustand „mikroskopischer Reinheit“ arbeitet, in dem ausschließlich die gewünschten gasförmigen Reaktanten mit dem Katalysator und dem Adsorptionsgerüst interagieren. Dies ist die Grundlage für die Systemzuverlässigkeit in der pharmazeutischen Synthese und der Elektronikfertigung.
Abb. 3: Die Regelmäßigkeit der Zeolithkanäle hängt vom Partikelausschluss von 100% ab.
3. Präzise Drucküberwachung: Die Intelligenz der Daten
Ein vernachlässigter Filter ist ein potenzielles Ausfallrisiko. Das BAOLAN-Filtrationssystem eliminiert menschliche Fehlerquellen durch integrierte Differenzdruckmessumformer. Diese hochempfindlichen elektronischen Sensoren messen den Luftdruck vor und nach jeder Filtrationsstufe und berechnen den Widerstand des Filtermediums in Echtzeit.
Warnmeldungen zur vorausschauenden Wartung
Da Filter Partikel auffangen, erhöht sich ihr Widerstand naturgemäß. Die Differenzdruckmessumformer übermitteln diese Daten an die zentrale SPS-Steuerung. Sobald der Druckabfall über eine Stufe (z. B. G4 oder F9) einen im Labor festgelegten Sättigungsgrenzwert erreicht, löst das System automatisch einen gut sichtbaren Alarm aus.
Diese digitale Überwachung ermöglicht es Anlagenbetreibern, vorausschauende Wartung anstelle von reaktiven Reparaturen durchzuführen. Sie stellt sicher, dass Filter zum optimalen Zeitpunkt ihrer Effizienz ausgetauscht werden, verhindert Abfälle des Luftstroms, die zu einer unzureichenden Belüftung der Fabrik führen könnten, und garantiert vor allem, dass es niemals zu einem Partikeldurchbruch kommt, der die nachgelagerte Zeolith-Anlage beeinträchtigen könnte.
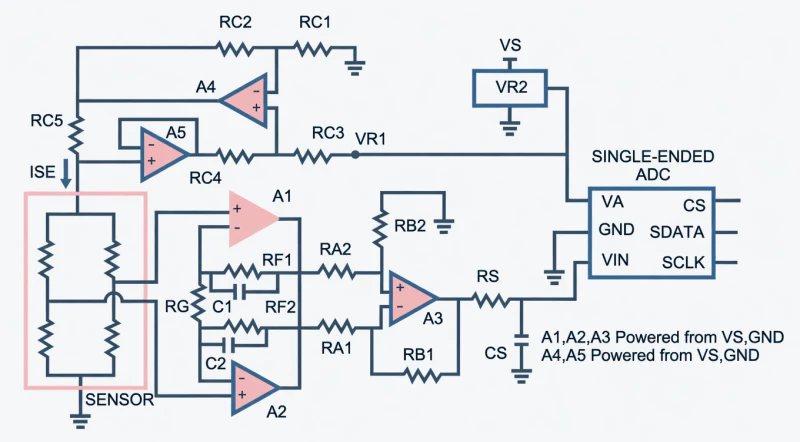
Abb. 4: Echtzeitüberwachung des Filterwiderstands mittels Differenzdrucktechnologie
4. Technische Integrität: Für optimale Leistung versiegelt
Neben dem Filtermedium selbst ist die physikalische Konstruktion des Gehäuses entscheidend für den Erfolg. Ein hocheffizienter Filter ist nutzlos, wenn Luft an den Rändern entweichen kann.
Handrad-Druckdichtungen
Unsere Filterschränke verfügen über robuste Handradpressmechanismen an jeder Wartungstür. Diese Konstruktion sorgt für eine hohe Hebelwirkung beim Anpressen der Innendichtungen und garantiert so absolute Luftdichtheit selbst unter den hohen statischen Drücken, die in großen Systemen mit einer Leistung von 200.000 $m³/h$ auftreten. Durch die Vermeidung von Bypass-Luft stellen wir sicher, dass jeder einzelne Kubikzentimeter Abgas die vollständige G4-H10-Hierarchie durchläuft.
Der ROI der Prävention
Die Investition in einen hochwertigen, mehrstufigen Trockenfilterschrank macht in der Regel nur einen geringen Anteil der gesamten Systemkosten aus, sichert aber die gesamte Lebensdauer des Adsorptionsbetts. Der Austausch eines verstopften Zeolithbetts ist mit enormen Kosten verbunden und führt zu wochenlangen Ausfallzeiten. Prävention durch Abscheidung von Partikeln mit einer Größe von 0,5 µm und intelligente Drucküberwachung ist die einzig wirtschaftlich sinnvolle Strategie für eine nachhaltige industrielle Reinigung.

Abb. 5: Ganzheitliche Wechselwirkung: Vorbehandlung zum Schutz des Adsorptions-Verbrennungs-Kreislaufs
Sichern Sie die Lebensader Ihres Reinigungssystems
Lassen Sie nicht zu, dass Staub und Aerosole die Einhaltung der Umweltauflagen in Ihrem Betrieb gefährden. Nutzen Sie die Vorteile mehrstufiger Submikron-Filterung, um die hohe Abscheideleistung Ihrer Zeolith-Molekularsiebe über ihre gesamte Lebensdauer zu gewährleisten. Ob Sie Lackierkabinen oder Produktionshallen für chemische Prozesse betreiben – unsere maßgeschneiderten Vorbehandlungsgehäuse bieten Ihnen maximale Sicherheit. Kontaktieren Sie noch heute unser Expertenteam, um eine Filtrationsstrategie zu entwickeln, die exakt auf Ihr Abgasprofil und Ihre Wartungsziele abgestimmt ist.





















