
Zeolith-Adsorptions-Desorptions-Katalyse-Verbrennungssystem
Entdecken Sie unser hocheffizientes Zeolith-Adsorptions-Katalyse-Verbrennungssystem. Die ultimative, kostengünstige Lösung für große Mengen an VOCs in niedriger Konzentration.
1. Produktübersicht & Branchenlösung
Der Zeolith-Adsorptions-Desorptions-Katalyse-Verbrennungssystem (oft abgekürzt als Zeolith + CO) ist eine fortschrittliche, integrierte Umweltschutzanlage, die für die Bewältigung der schwierigsten industriellen Emissionen entwickelt wurde: flüchtige organische Verbindungen (VOCs) in großen Mengen und niedriger Konzentration.
Durch die Nutzung eines innovativen, synergistischen Adsorptions-, Konzentrations-, Desorptions- und Verbrennungsprozesses überwindet dieses System mühelos die gravierenden Nachteile herkömmlicher Einzeltechnologien, wie den exorbitanten Energieverbrauch der direkten Verbrennung und die gefährliche Sekundärverschmutzung durch den Austausch von Aktivkohle. Dadurch ist unser Produkt eine äußerst kosteneffiziente und optimal auf internationale Spitzenprodukte abgestimmte Alternative. Munters Zeolith-Rotor oder Dürr Megtec VOC-Systemeund bietet eine gleichwertige oder sogar überlegene Zerstörungseffizienz bei einem Bruchteil der Kapitalkosten.
Kurzübersicht: Anwendbare Branchen
- Druck und Verpackung: Lösungsmitteldämpfe aus flexiblen Verpackungen und dem Tiefdruck.
- Oberflächenbeschichtung: Farbnebel und Duftstoffe aus Lackierkabinen für die Automobil- und Möbelindustrie.
- Elektronikfertigung: Chemische Abgase aus der Halbleiter- und Leiterplattenreinigung.
- Chemie & Petrochemie: Komplexe, gemischte organische Gasströme, die eine kontinuierliche Überwachung erfordern.

Systematische Integration: Von der Trockenfiltration zur katalytischen Oxidation.
2. Standardtechnische Spezifikationen
Unsere Systeme sind vollständig anpassbar. Die unten aufgeführten Daten stellen unsere Standard-Modulkonfigurationen dar. Unsere Strömungsingenieure passen die genauen Abmessungen, die Zeolithbeladung und die Heizleistung an Ihre spezifische VOC-Zusammensetzung und die Gegebenheiten Ihres Werks an.
| Modellkennung | Auslegungsluftvolumen (m³/h) | Zeolith-Konzentrationsverhältnis | Desorptionsvolumen (m³/h) | Zerstörungseffizienz (%) | Katalysatortemperatur (°C) | Systemwiderstand (Pa) |
|---|---|---|---|---|---|---|
| ZCC-10K | 10,000 | 10x - 20x | 500 - 1,000 | ≥ 95% | 250 - 350 | ≤ 2500 |
| ZCC-20K | 20,000 | 10x - 20x | 1,000 - 2,000 | ≥ 95% | 250 - 350 | ≤ 2500 |
| ZCC-40K | 40,000 | 10x - 20x | 2,000 - 4,000 | ≥ 95% | 250 - 350 | ≤ 3000 |
| ZCC-60K | 60,000 | 10x - 20x | 3,000 - 6,000 | ≥ 95% | 250 - 350 | ≤ 3000 |
| ZCC-100K+ | ≥ 100.000 | Kundenspezifisch konfiguriert | Berechnet mittels CFD | ≥ 98% | 250 - 350 | Brauch |
3. Funktionsprinzip: Der Synergiezyklus
Das Geniale am Zeolith-System ist seine Fähigkeit, riesige Mengen verdünnter, verschmutzter Luft in ein winziges Volumen hochkonzentrierten Gases umzuwandeln, das dann mit minimalem Energieaufwand zerstört wird.
- Schritt 1: Vorbehandlung Filtration
Die ungereinigten Abgase gelangen in den Trockenfilter. Partikel werden effizient von synthetischer Baumwollfaser abgefangen, um ein Verstopfen der nachgeschalteten Molekularsiebe zu verhindern. - Schritt 2: Adsorption & Konzentration
Das gefilterte Gas gelangt in Adsorptionstanks (z. B. Tank A/B). Das Zeolith bindet die VOCs, und gereinigte Luft wird abgegeben. Sobald Tank A fast voll ist, leiten pneumatische Ventile den Luftstrom in einen Reservetank C um. - Schritt 3: Thermische Desorption
Ein hochgradig kontrollierter Heißluftstrom durchströmt den gesättigten Tank A. Die Hitze setzt die eingeschlossenen VOCs frei und konzentriert sie auf das bis zu 20-fache ihrer ursprünglichen Dichte. - Schritt 4: Katalytische Verbrennung
Die konzentrierten VOCs gelangen in den Wärmetauscher und anschließend in das Katalysatorbett. Unter Einwirkung von Edelmetallkatalysatoren werden die organischen Substanzen bei nur 250–350 °C flammenlos oxidiert und in unschädliches Kohlendioxid (CO₂) und Wasser (H₂O) umgewandelt. Die dabei freigesetzte Wärme wird dem System wieder zugeführt.

Abb. A: Alternierender Adsorptionszyklus von Zeolith
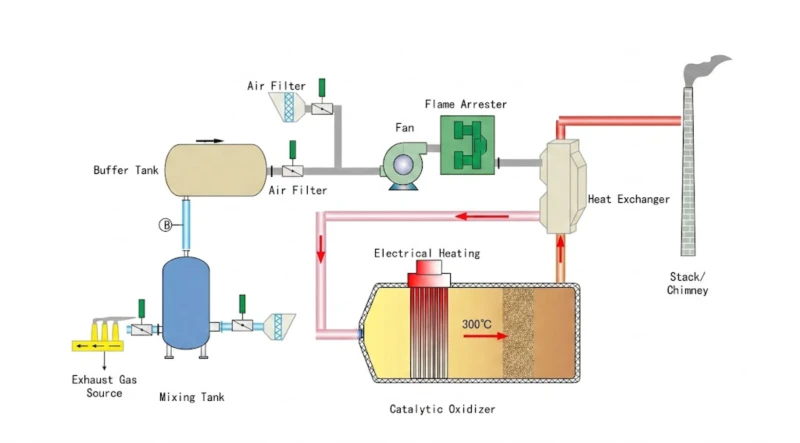
Abb. B: Wärmeaustausch und katalytische Oxidation
4. Fünf zentrale technologische Vorteile
🔋 Unübertroffene Energieeinsparungen
Sobald das konzentrierte Abgas die Katalysatorkammer erreicht, erzeugt die exotherme Reaktion ausreichend thermische Energie, um eine selbstständige Verbrennung aufrechtzuerhalten. Dadurch entfällt im stationären Betrieb nahezu vollständig der Bedarf an zusätzlicher elektrischer Energie oder Erdgasheizung.
🔃 Kontinuierlicher 24/7-Betrieb
Durch die Nutzung eines parallelen, alternierenden Mehrbett-Schaltmechanismus (A/B/C) wechselt das System systematisch zwischen Adsorption und Desorption, ohne dass Ihre Produktionslinien jemals angehalten werden müssen.
🛡 Absolute Betriebssicherheit
Die katalytische Verbrennung arbeitet bei niedriger Temperatur (flammenlose Oxidation). Ausgestattet mit hochsicheren Sicherheitsventilen, Flammendurchschlagsicherungen und Mehrpunkt-Temperatur-/Druck-SPS werden industrielle Brandgefahren vollständig eliminiert.
🌱 Null Sekundärverschmutzung
Wandelt flüchtige organische Verbindungen dauerhaft in CO₂ und H₂O um. Dadurch entfallen die exorbitanten Kosten für die Entsorgung gefährlicher Abfälle und die mit dem ständigen Austausch gesättigter Aktivkohle verbundenen Risiken der Sekundärverschmutzung vollständig.
🎯 Unnachgiebige Präzision
Zeolith-Molekularsiebe zeichnen sich durch einheitliche Porengrößen (0,3–1 nm) aus und ermöglichen so eine hervorragende formselektive und polaritätsbasierte Adsorption. Sie binden VOC-Moleküle gezielt und zuverlässig, selbst in Umgebungen mit hoher Luftfeuchtigkeit und Abgasbelastung.
5. Systemaufbau & erstklassige Verarbeitung
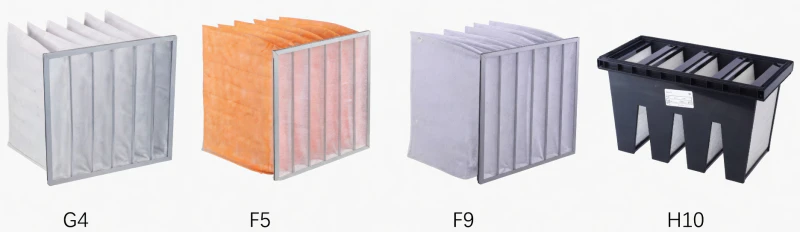
A. Hocheffizienter Trockenfilter
Das Abgas wird durch die Rohrleitung eingeleitet und durchläuft dabei progressive Filtermedien. Wir verwenden eine mehrstufige Beutelfiltration (Noten G4-F5-F9-H10Hergestellt aus hochwertigen Synthetikfasern. Dies garantiert eine effiziente Partikelabscheidung von >5 μm bis ≥0,5 μm. Die robuste Beutelform sorgt für eine gleichmäßige Aufblähung des Filtermaterials durch den Luftstrom, wodurch der Luftwiderstand drastisch reduziert und die Lebensdauer des Filters verlängert wird.
B. Modulare Adsorptionsbox
Das Gerätegehäuse ist aus hochwertigem Kohlenstoffstahl gefertigt und mit einer erstklassigen Rostschutzbehandlung versehen. Im Inneren ist das Zeolith in mehreren Schichten angeordnet, um eine gleichmäßige Luftverteilung zu gewährleisten. Die Windgeschwindigkeit im leeren Turm wird präzise berechnet. 0,8 - 1,5 m/s Um einen geringen Widerstand zu gewährleisten, sorgen spezielle Wartungsschächte, Bedienplattformen und modulare Kartuschenkonstruktionen für einen besonders sicheren und komfortablen Materialaustausch.

C. Wabenförmige Zeolith-Adsorptionsmedien
Im Gegensatz zu herkömmlicher Aktivkohle handelt es sich bei unseren wabenförmigen Molekularsieben um anorganische mikroporöse Materialien, die aus SiO₂ und Al₂O₃ bestehen. Sie zeichnen sich durch eine immense spezifische Oberfläche aus (300-1000 m²/gMit Kavitätsdurchmessern von 0,6–1,5 nm ermöglichen sie eine hervorragende polaritätsbasierte Adsorption. Da Zeolith vollständig nicht brennbar ist und eine außergewöhnliche thermische Stabilität aufweist, erlaubt er die Hochtemperatur-Desorption mit der Restluft, die direkt vom Katalysator stammt.

6. Praxiserprobte Anwendungsszenarien
Unsere Zeolithsysteme haben weltweit Hunderte von Produktionsstätten erfolgreich dabei unterstützt, die strengsten Umweltprüfungen zu bestehen.
.webp)
.webp)
7. Benchmarking: Der unschlagbare ROI
Während europäische Marken weltweit bekannt sind, bieten unsere firmeneigenen Systeme identische physikalische Prinzipien und höchste Langlebigkeit zu einem deutlich günstigeren Preis.
Haftungsausschluss: Die Nennung führender europäischer Marken (wie Dürr Megtec oder Munters) dient ausschließlich technischen Vergleichszwecken und der Größenorientierung für unsere Kunden. Wir verkaufen keine gefälschten Produkte und stehen in keinerlei Verbindung zu diesen Markenunternehmen. Unsere Systeme werden unabhängig entwickelt und gefertigt.
| Bewertungsmetrik | Unser Zeolithsystem | Europäische Benchmarks | Standard-Aktivkohle |
|---|---|---|---|
| Effizienz der VOC-Entfernung | ≥ 95% - 99% | ≥ 95% - 99% | Nimmt rasch ab (~60-80%) |
| Investitionsausgaben (CapEx) | Hoch wettbewerbsintensiv | Extrem hohe Prämie | Niedrige Anfangskosten |
| Betriebskosten (OpEx) | Niedrig (autotherm) | Niedrig | Exorbitant (Ständiger Austausch) |
| Sekundärgefährliche Abfälle | Null | Null | Enorme Datenmengen erzeugt |
| Lieferzeit & Anpassung | Schnell / Vollständig anpassbar | Langsam / Standardgrößen | Schnell |
8. Unnachgiebige Qualität & Globale Dienstleistungen
🏅 Internationale Zertifizierungen
Unsere Produktionsstätten arbeiten nach den strengsten globalen Qualitätsmanagementprotokollen. Jedes Gerät wird vor dem Versand umfassend geprüft.
- ISO 9001:2015 Qualitätsmanagementsysteme
- ISO 14001 Umweltmanagementsysteme
- CE-Kennzeichnung Gewährleistung der Einhaltung europäischer Gesundheits-, Sicherheits- und Umweltschutzstandards.
🤝 Umfassende EPC- und After-Sales-Leistungen
Wir sind nicht nur Geräteverkäufer; wir sind Ihr Partner für den gesamten Engineering-Zyklus.
- Schlüsselfertige EPC-Fähigkeiten: Von der ersten CFD-Modellierung und kundenspezifischen Fertigung bis hin zum internationalen Versand und der Inbetriebnahme vor Ort.
- Global Dispatch: Unsere erfahrenen Außendiensttechniker reisen zu Ihrem Werk, um Ihr lokales Team bei der Montage der Stahlkonstruktion und der SPS-Integration zu unterstützen.
- Erweiterte Garantie: Umfassende Abdeckung für zentrale Katalysatorkomponenten und bewegliche Ventile.
9. Häufig gestellte Fragen (FAQ)
Frage 1: Was macht Zeolith im Vergleich zu Aktivkohle bei der Entfernung von VOCs überlegen?
Im Gegensatz zu Aktivkohle, die leicht entzündlich ist und in feuchter Umgebung an Wirksamkeit verliert, sind Zeolith-Molekularsiebe absolut nicht entflammbar, äußerst feuchtigkeitsbeständig und widerstehen Desorption bei hohen Temperaturen. Dadurch lässt sich Zeolith tausendfach direkt vor Ort regenerieren und wiederverwenden.
Frage 2: Wie lange ist die Lebensdauer des Zeolith-Mediums?
Bei sachgemäßer Bedienung und funktionierender vorgelagerter Trockenfiltration (um Verstopfungen durch Staub und Harz zu vermeiden) hält unser Premium-Waben-Zeolithmedium in der Regel zwischen 3 und 5 Jahren und bietet somit eine außergewöhnliche Rendite.
Frage 3: Wie viel Erdgas oder Strom verbraucht der katalytische Oxidationsapparat?
Da Zeolith die VOCs bis zu 20-fach konzentriert, weist das in den Oxidator eintretende Gas eine hohe Energiedichte auf. Sobald das Katalysatorbett 250–350 °C erreicht, sorgt die exotherme Reaktion der VOCs für die nötige Wärme. Daher ist der externe Energieverbrauch im stationären Betrieb in der Regel nahezu null.
Frage 4: Ist der katalytische Verbrennungsprozess sicher vor Brandgefahren?
Ja, absolut. Die katalytische Verbrennung ist ein flammenloser Oxidationsprozess, der bei relativ niedrigen Temperaturen abläuft. Darüber hinaus sind unsere Anlagen mit UEG-Überwachungsgeräten, Flammendurchschlagsicherungen und automatischen Frischluftverdünnungsventilen ausgestattet, um explosionsgefährliche Konzentrationen zu verhindern.
Frage 5: Kann es Abgase mit hohem Farbnebelanteil verarbeiten?
Ja, vorausgesetzt, die Vorfiltration ist ausreichend. Unser System umfasst ein Hochleistungs-Trockenfiltermodul mit mehrstufigen Filterbeuteln (G4, F5, F9, H10), die speziell dafür entwickelt wurden, klebrige Partikel und Farbnebel abzufangen, bevor diese das Zeolith erreichen und beschädigen können.
Frage 6: Wie funktioniert das alternierende Schalten?
In einem Mehrkammersystem adsorbieren Kammer A und Kammer B aktiv VOCs aus der Fabrik, während Kammer C isoliert ist und einer Heißluftdesorption unterzogen wird. Sobald Kammer A gesättigt ist, schalten pneumatische Ventile das Rohgas automatisch zu Kammer C um, und Kammer A tritt in die Desorptionsphase ein. Dies gewährleistet eine kontinuierliche Behandlung rund um die Uhr.
Frage 7: Gibt es VOCs, die Zeolith nicht behandeln kann?
Zeolith ist für die meisten gängigen industriellen VOCs (Toluol, Xylol, Ethylacetat, Alkohole) hochwirksam. Es eignet sich jedoch nicht für Abgase mit hohen Konzentrationen an Schwermetallen, Halogenen (Chlor, Fluor) oder Schwefelverbindungen, da diese die nachgeschalteten Edelmetallkatalysatoren vergiften können.
Frage 8: Woran erkenne ich, ob ich ein Zeolithsystem oder ein RTO benötige?
Bei einem sehr großen Abgasvolumen, aber geringer VOC-Konzentration ist Zeolith + CO die kostengünstigste Lösung. Bei einer hohen VOC-Konzentration im Abgas empfiehlt sich die direkte Ableitung in eine Regenerativer thermischer Oxidator (RTO) ist die technisch bessere Lösung. Wir berechnen die optimale Route für Sie.
Frage 9: Ist das System vollautomatisiert?
Absolut. Das gesamte System wird von einem zentralen SPS-Steuerschrank mit integrierten HMI-Touchscreens gesteuert. Er regelt automatisch Ventilschaltung, Temperaturregelung, Lüfterdrehzahlen und Fehlermeldungen, ohne dass eine ständige manuelle Überwachung erforderlich ist.
F10: Wie können wir ein individuelles Projekt mit Ihnen starten?
Kontaktieren Sie einfach unser Team mit Ihren wichtigsten Betriebsparametern: Gesamtabluftvolumen (m³/h), spezifische VOC-Komponenten und geschätzte Einlasskonzentration. Unsere Ingenieure erstellen Ihnen umgehend einen individuellen CAD-Entwurf und ein technisches Angebot.
Sind Sie bereit, Ihre VOC-Lösung zu entwickeln?
Verschwenden Sie kein Geld mehr für ständige Aktivkohle-Nachfüllungen und hohe Energiekosten. Arbeiten Sie mit uns zusammen und integrieren Sie ein maßgeschneidertes Zeolith-Adsorptions-Katalyse-Verbrennungssystem mit hohem ROI in Ihre Anlage.





















