
BLSHSTL1W/230W Serie Kalkstein-Gips-Rauchgasentschwefelungssystem
1. Produktübersicht
Die ultimative Lösung für die Rauchgasreinigung großer Kapazitäten
Der Rauchgasentschwefelungssystem (REA) der Serie BLSHSTL1W/230W für Kalkstein-Gips. gilt allgemein als die ausgereifteste, zuverlässigste und am weitesten verbreitete Technologie zur Emissionskontrolle in der Schwerindustrie. Durch die Verwendung von hochreaktivem Kalkstein (CaCO₃)3) Suspension, sie wäscht und neutralisiert große Mengen an Rauchgas und bindet dabei effizient Schwefeldioxid (SO₂).2) und wandelt es in stabiles, marktfähiges Calciumsulfat-Dihydrat (Gips) um.
Diese Baureihe wurde für die nahtlose Bewältigung extrem hoher Schwefelbelastungen (bis zu 5.000 mg/Nm³) und massiver Luftdurchsatzleistungen (bis zu 2.300.000 m³/h) entwickelt und ist die ultimative Aufrüstung für Kraftwerke und Anlagen der Schwermetallurgie.
Als leistungsstarke und kostenoptimierte Alternative zu globalen Premium-Referenzsystemen wie den Nasswäschern von General Electric (GE) oder Mitsubishi Heavy Industries (MHI) bietet unsere BLSHSTL-Serie identische oder sogar überlegene Entschwefelungseffizienzen bei gleichzeitiger drastischer Optimierung der Investitionskosten (CapEx) und der Betriebskosten (OpEx) über den gesamten Lebenszyklus.

2. Technische Spezifikationen
Wichtigste technische Parameter
Unsere Rauchgasentschwefelungssysteme sind auf extreme Skalierbarkeit ausgelegt und können individuell an die genauen thermodynamischen und aerodynamischen Profile Ihrer bestehenden Anlageninfrastruktur angepasst werden.
| Parameterelement | Spezifikationsbereich | Einheit |
|---|---|---|
| Prozessgasvolumen | 10,000 - 2,300,000 | m³/h |
| Zulässige Gastemperatur | ≤ 180 | °C |
| Zulässige Schwefelkonzentration im Einlass | 1 - 5,000 | mg/Nm³ |
| Auslegungsdruck der Hülle | -6,000 ~ +6,000 | Pa |
| Betriebswiderstand | 800 ~ 1,300 | Pa |
| Garantierte Auslassemissionen | < 35 | mg/Nm³ |
3. Reaktionsmechanismus
So funktioniert es: Das chemische Prinzip
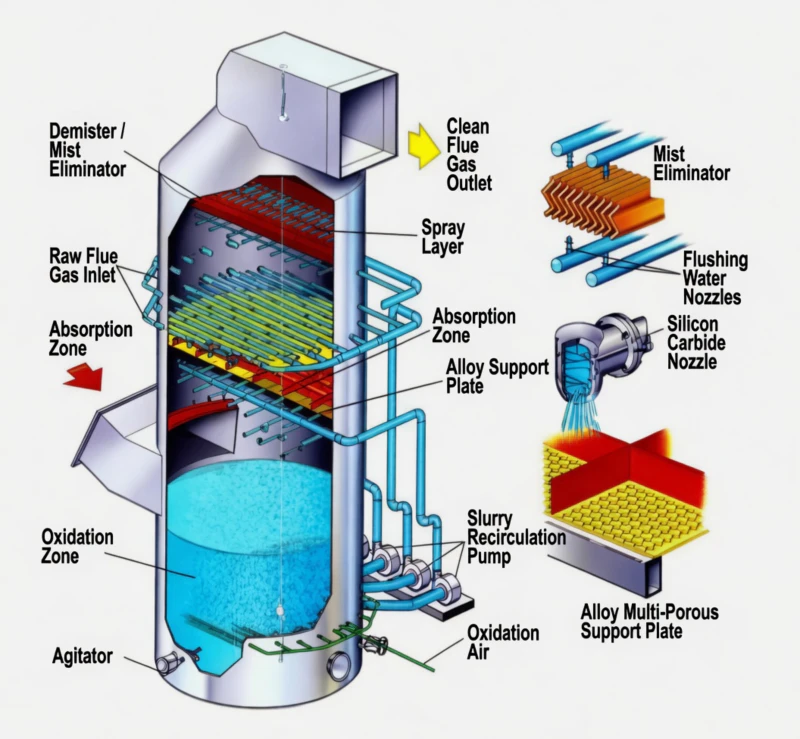
Das Rauchgas tritt von unten in den Absorber ein und steht im Gegenstromkontakt mit der nach unten gesprühten Kalksteinsuspension. Das Gas wird gereinigt, entnebelt und abgeleitet, während die Schwefelverbindungen dauerhaft in festen Kristallstrukturen gebunden werden.
Gas-Flüssigkeits-Absorption
ALSO2 und so3 Im Rauchgas enthaltene Stoffe werden von Wasser in den Tröpfchen der Suspension absorbiert, wodurch die Versauerung der flüssigen Phase eingeleitet wird.
Kalksteinauflösung und -neutralisierung
Das Calciumcarbonat löst sich in aktive Ionen auf, die mit dem sauren Sulfit komplexe Ionenreaktionen eingehen und Calciumsulfit bilden.
Ca2+ + OH- + HSO3- + 2H+ → Ca2+ + HSO3- + 2H2O
Erzwungene Oxidation und Kristallisation
Durch die Zufuhr von Sauerstoff in den Schlammtank wird das instabile Calciumsulfit forciert zu Calciumsulfat oxidiert, welches zu wiederverwertbarem Gips auskristallisiert.
Ca2+ + SO42- + 2H2O → CaSO4·2H2O↓
4. Wichtigste Vorteile
Warum die Schwerindustrie unser System wählt
Unübertroffene Effizienz
Erreicht durchgehend SO2 Abscheidegrade von ≥ 98%, die die strengsten globalen Vorgaben für ultraniedrige Emissionen deutlich übertreffen.
Enorme Kapazität
Mit einer Verarbeitungskapazität von bis zu 2.300.000 m³/h Rauchgas ist sie die erste Wahl für Großkraftwerke und Industrieanlagen.
Rückgewinnung von Nebenprodukten
Das System verfügt über integrierte Hydrozyklone und eine Vakuum-Entwässerung zur Herstellung von hochreinem, wiederverwertbarem Gips für den kommerziellen Einsatz.
Reichlich absorbierend
Verwendet wird Kalkstein, der überall reichlich vorhanden und kostengünstig ist, wodurch die langfristigen Betriebskosten der Anlage drastisch gesenkt werden.
Hohe Anpassungsfähigkeit
Bemerkenswert stabiler Betrieb auch bei der Verbrennung von schwefelreicher Kohle, mühelose Bewältigung von Eingangskonzentrationen bis zu 5.000 mg/Nm³.
5. Systemanatomie
Fortschrittliche Absorberarchitektur
Der Absorberturm ist mithilfe strömungsmechanischer Prinzipien präzise konstruiert, um die Stoffaustauschfläche zu maximieren und gleichzeitig den aerodynamischen Widerstand zu minimieren. Im Inneren ist der Turm in spezifische Funktionszonen unterteilt.
- 1. Hochleistungsrührwerk
- 2. Oxidationszone
- 3. Abgaseinlass
- 4. Aluminiumschale
- 5. Primäre Absorptionszone
- 6. Mehrstufige Sprühschicht
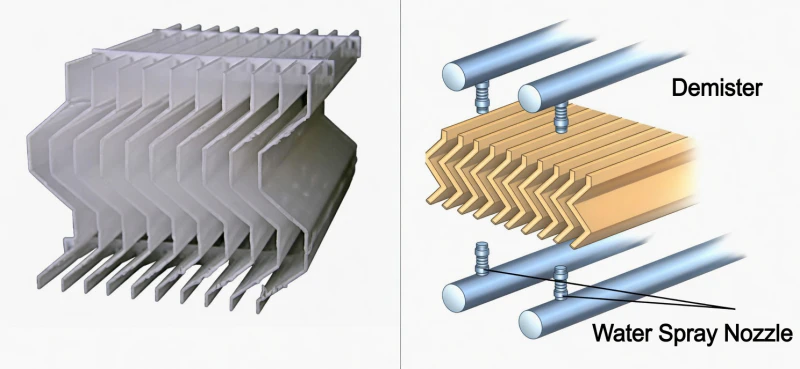
- 7. Hochgeschwindigkeits-Entfeuchter
- 8. Entfeuchtungssystem
- 9. Rauchgasauslass reinigen
- 10. Umwälzpumpe für Schlamm
Hochleistungs-Subsysteme



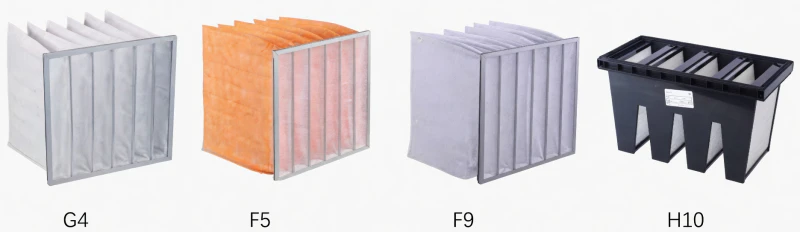
Kompatibilität vor der Behandlung
Für spezielle Industrieabgase mit hohem Partikelgehalt lassen sich unsere Rauchgasentschwefelungstürme optimal mit vorgeschalteten Trockenfiltermodulen und Elektrofiltern kombinieren, um eine koordinierte Kontrolle mehrerer Schadstoffe zu gewährleisten.
6. Anwendungsszenarien
Globale Industrieanwendungen
Wärmekraftwerke
Der maßgebliche Standard für Megawatt-Kraftwerkskessel. Er ist in der Lage, die enormen Abgasmengen, die bei der Kohleverbrennung entstehen, zu bewältigen und gleichzeitig einen unterbrechungsfreien 24/7-Grundlastbetrieb zu gewährleisten.
Stahl & Metallurgie
Hochwirksam bei der Behandlung der komplexen, schwefelreichen Emissionen, die in Sinteranlagen, Pelletierprozessen und massiven industriellen Hochöfen entstehen.
Zementherstellung
Das Problem der erheblichen Schwefeldioxidemissionen aus Drehrohröfen wird angegangen. Das dabei entstehende hochreine Gips-Nebenprodukt kann oft nahtlos direkt in den Zementproduktionszyklus wieder integriert werden.
7. Wert und ROI
Warum die BLSHSTL-Serie wählen?
Bekanntmachung zur Auswahl der Ingenieure: Die Nennung globaler Premiummarken (wie Alstom, GE oder MHI) dient ausschließlich technischen Vergleichszwecken und soll Anlagenplanern bei der Dimensionierung und Bewertung von Alternativen helfen. Wir verkaufen keine gefälschten Produkte und erheben keinerlei rechtlichen Anspruch auf eine Verbindung zu diesen Marken. Die BLSHSTL-Serie ist eine eigenständig entwickelte, äußerst wettbewerbsfähige Industrielösung.
| Bewertungsmetrik | Unsere BLSHSTL-Serie | Premium-Westernmarken | Standard-Nasswäscher |
|---|---|---|---|
| Entschwefelungseffizienz | ≥ 98% (Ultra-Low Emission) | ≥ 98% | ~ 90% |
| Anfangsinvestitionen | Hochoptimiert (schneller ROI) | Extrem hohe Prämie | Niedrig |
| Qualität des Gips-Nebenprodukts | Gewerbliche Qualität | Gewerbliche Qualität | Häufig Abfall/Schlamm |
| Beständigkeit gegen Ablagerungen und Verstopfungen | Ausgezeichnet (Advanced Dynamics) | Exzellent | Mangelhaft (hoher Wartungsaufwand) |
8. Qualitätssicherung
Globale Zertifizierungen & EPC-Kompetenzen
Rauchgasentschwefelungsanlagen stellen enorme Infrastrukturinvestitionen dar. Wir minimieren Ihr Risiko durch die Einhaltung strengster internationaler Qualitäts- und Fertigungsprotokolle und bieten Ihnen umfassende technische Unterstützung.
ISO- und CE-Konformität
Die Produktionsanlagen sind nach ISO 9001:2015 zertifiziert. Alle Druckbehälter und schweren rotierenden Maschinen entsprechen den strengen CE-Sicherheitsrichtlinien.
Komplette EPC-Dienstleistungen
Umfassende Komplettlösungen: Prozessmodellierung, Stahlbaufertigung, globale Logistik, Montageanleitung vor Ort und intelligente Inbetriebnahme.
Bereit für eine Modernisierung Ihrer Anlage?
Teilen Sie unserem Ingenieurteam Ihr Rauchgasvolumen, Ihre Betriebstemperatur und Ihre Schwefelkonzentration mit, um eine maßgeschneiderte CFD-Analyse und ein technisches Angebot zu erhalten.
9. Wissensdatenbank
Häufig gestellte Fragen
1. Warum ist das Kalkstein-Gips-Verfahren bei Kraftwerken so weit verbreitet?
Dies liegt vor allem an wirtschaftlichen Aspekten und der Größenordnung. Kalkstein ist in großen Mengen vorhanden und kostengünstig. Die Anlage kann außergewöhnlich große Mengen an Rauchgas verarbeiten und produziert ein stabiles Nebenprodukt (Gips), das verkauft werden kann und so die Betriebskosten ausgleicht.
2. Wie verhindert das System Ablagerungen und Verstopfungen im Inneren des Absorbers?
Die Bildung von Ablagerungen wird durch präzise pH-Wert-Kontrolle, den Einsatz von Hochgeschwindigkeits-Antiablagerungsdüsen und die Aufrechterhaltung einer hohen Suspensionsdichte von Gips-Impfkristallen im Schlammbehälter mittels leistungsstarker Seitenrührwerke minimiert. Dadurch wird die Kristallisation auf die Impfkristalle und nicht auf die Turmwände verlagert.
3. Kann dieses System Schwankungen in der Kessellast bewältigen?
Ja. Das System nutzt Frequenzumrichter für die Umwälzpumpen und eine hochautomatisierte SPS-Steuerung. Es passt die Schlammdurchflussrate und die Kalksteinzufuhr dynamisch in Echtzeit an das Einlassgasvolumen und die Schwefelkonzentration an.
4. Was geschieht mit dem handelsüblichen Gips?
Nach dem Durchlaufen des Hydrozyklons und des Vakuumbandfilters sinkt der Feuchtigkeitsgehalt des Gipses unter 101 % TP3T. Anschließend wird er üblicherweise an die Bauindustrie zur Herstellung von Gipskartonplatten oder als Zusatzstoff in Portlandzement verkauft.
5. Wie hoch ist der zu erwartende Druckabfall am Absorber?
Unsere thermodynamisch optimierte Konstruktion des leeren Turms gewährleistet einen sehr geringen aerodynamischen Widerstand und hält typischerweise einen Betriebswiderstand zwischen 800 Pa und 1300 Pa aufrecht, wodurch erheblich Energie des Saugzugventilators eingespart wird.
6. Verbraucht das System viel Wasser?
Da das heiße Rauchgas dem Schlamm Wasser entzieht, um ihn auf die adiabatische Sättigungstemperatur (ca. 50–60 °C) abzukühlen, wird Zusatzwasser benötigt. Das System arbeitet jedoch in einem hocheffizienten geschlossenen Kreislauf, wodurch der Gesamtverbrauch minimiert wird.
7. Wie wird das Abwasser aufbereitet?
Ein kleiner Teilstrom des Abwassers wird abgetrennt, um die Anreicherung von Chloriden und Schwermetallen zu kontrollieren. Dieses Rauchgasentschwefelungsabwasser wird einer separaten Kläranlage zugeführt, in der chemische Fällung und Klärung zur Einhaltung der Umweltauflagen eingesetzt werden.
8. Welche Materialien werden verwendet, um Korrosion zu verhindern?
Der Absorberturm besteht typischerweise aus Kohlenstoffstahl mit einer Innenauskleidung aus hochwertigem Glasfaser-Epoxidharz oder Gummi. Kritische Bereiche wie der Rauchgaseinlass und die Sprühverteiler werden häufig mit hochlegierten Nickellegierungen (z. B. Hastelloy) oder Faserverbundwerkstoffen (FVK) für maximale Korrosionsbeständigkeit versehen.
9. Wie lange dauert die Implementierung dieses Systems?
Aufgrund des enormen Umfangs dieser Projekte dauern die kundenspezifische Entwicklung und Fertigung in der Regel 3 bis 5 Monate. Die Tiefbauarbeiten vor Ort, die Montage der Stahlkonstruktion und die Inbetriebnahme benötigen üblicherweise weitere 2 bis 4 Monate.
10. Wie kann ich feststellen, ob meine Einrichtung dieses System oder eine Trockenmethode benötigt?
Wenn Ihre Anlage extrem große Gasmengen verarbeitet (z. B. > 500.000 m³/h), schwefelhaltige Brennstoffe verbrennt und über die Infrastruktur für die Entsorgung von flüssigem Schlamm und Gips verfügt, ist das Nassverfahren mit Kalkstein und Gips mit Abstand die wirtschaftlichste langfristige Wahl.
Sichern Sie Ihre Umweltkonformität
Entwickeln Sie mit uns gemeinsam ein hocheffizientes und langlebiges Entschwefelungssystem. Eliminieren Sie Emissionen und sichern Sie Ihre betriebliche Zukunft.
























