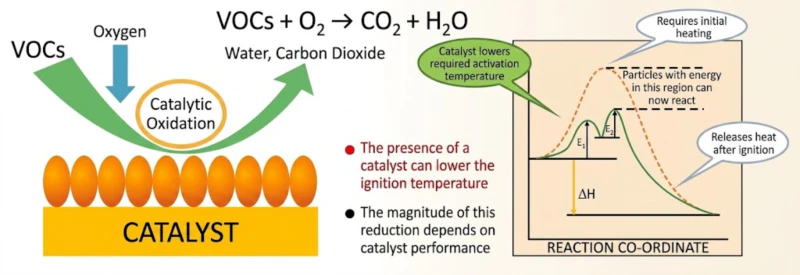
Einführung in die katalytische Oxidation
Durch die Nutzung von Niedertemperatur-Katalysatortechnologie wird eine VOC-Zerstörungs- und -Entfernungseffizienz von über 99% bei geringerem Energieverbrauch erreicht. Dies bietet eine sichere und gesetzeskonforme Emissionskontrolllösung für Ihre Betriebsabläufe.
Kontaktieren Sie unsKernwerte
🌡️ Betrieb bei niedrigen Temperaturen
Durch den Einsatz von Edelmetall- oder Nichtedelmetallkatalysatoren wird die Zündtemperatur von VOCs deutlich gesenkt (250°C - 350°C), wodurch die zum Vorheizen benötigte Wärme minimiert wird.
💰 Niedrige Betriebskosten
Im Vergleich zu direkt befeuerten thermischen Oxidationsanlagen (TO) spart sie erhebliche Mengen an Brennstoff und Strom. Unter Bedingungen hoher Abgaskonzentration kann sie den Betrieb sogar durch Selbsterhitzung ohne zusätzliche Brennstoffzufuhr aufrechterhalten.
🌱 Keine Sekundärverschmutzung
Die flammenlose Verbrennung bei niedrigen Temperaturen unterdrückt grundsätzlich die Entstehung von thermischen Stickoxiden (NOx) und ermöglicht so wirklich umweltfreundliche und normkonforme Emissionen.

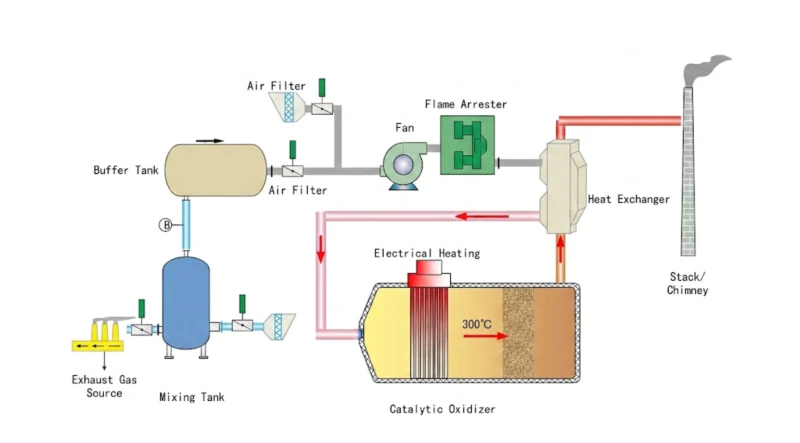
Makro: System-Workflow
Ein vollständig integrierter Prozess, der darauf ausgelegt ist, Energie mit maximaler Effizienz zu erfassen, zu erhitzen, zu behandeln und zurückzugewinnen.
Sammlung & Vorwärmen
Das Abgas wird angesaugt und durchströmt einen Wärmetauscher, wobei die Restwärme des gereinigten Gases zur Vorwärmung genutzt wird.
Aufheizphase
Das Gas durchströmt einen Brenner oder eine elektrische Heizung, um die Zündtemperatur des Katalysators (250°C - 350°C) zu erreichen.
Katalytische Reaktion
Die flammenlose Verbrennung im Katalysatorbett zersetzt VOCs in harmloses CO.2 und H2O unter gleichzeitiger Freisetzung von Wärme.
Wärmerückgewinnung
Hochtemperiertes, gereinigtes Gas gibt Wärme an die einströmenden kalten Abgase zurück, bevor es sicher abgeleitet wird.
Mikro: Katalytischer Mechanismus
Der Oxidationsprozess auf molekularer Ebene, der VOCs bei niedrigen Temperaturen mithilfe fortschrittlicher Katalysatortechnologie zerstört.
Adsorption von Reaktanten
VOC-Moleküle und Sauerstoff (O₂)2) in die Reaktionszone gelangen. Die einzigartige Porenstruktur und die aktiven Zentren auf der Katalysatoroberfläche adsorbieren diese Moleküle physikalisch und chemisch.
Aktivierung & Bindungsschwächung
Der Katalysator interagiert über seine aktiven Komponenten (z. B. Edelmetalle wie Platin oder Palladium) mit adsorbierten Molekülen. Diese Wechselwirkung schwächt und spaltet die ursprünglichen chemischen Bindungen stark und versetzt die Moleküle in einen hochreaktiven, „aktivierten“ Zustand.
Oberflächenoxidationsreaktion
Aktivierter Sauerstoff kommt in direkten Kontakt mit den aktivierten VOC-Molekülen. Kohlenwasserstoffe werden gespalten und reorganisieren sich, wobei sie sich in einer schnellen, vollständigen Redoxreaktion mit Sauerstoff verbinden.
Produktdesorption
Die neu gebildeten harmlosen Substanzen, insbesondere Kohlendioxid (CO₂),2) und Wasserdampf (H2O), desorbieren von der Katalysatoroberfläche zurück in den Gasstrom. Der Katalysator selbst nimmt nicht am Endprodukt teil und bleibt unverändert.
Exotherme Wärmefreisetzung
Diese katalytische Oxidation ist eine stark exotherme Reaktion. Die freigesetzte Wärmeenergie hält die Arbeitstemperatur des Bettes aufrecht und wird zur Vorwärmung des einströmenden Gases genutzt, wodurch ein äußerst nachhaltiger und energieeffizienter Betrieb gewährleistet wird.
Hauptmerkmale und Vorteile
Erfahren Sie, warum unsere katalytischen Oxidationssysteme die intelligentere, sicherere und effizientere Wahl sind.
Niedrige Betriebskosten
Durch die Nutzung niedrigerer Temperaturen als bei herkömmlichen TO-Systemen wird der Brennstoff- und Stromverbrauch drastisch reduziert.
Hohe Reinheit
Erreicht und erhält eine stabile VOC-Entfernungseffizienz über 99% bei geeigneter Raumgeschwindigkeit und Temperatur.
Außergewöhnliche Sicherheit
Nutzt flammenlose Niedertemperaturverbrennung, wodurch das Risiko von Bränden oder Explosionen minimiert und ein sichererer Arbeitsplatz geschaffen wird.
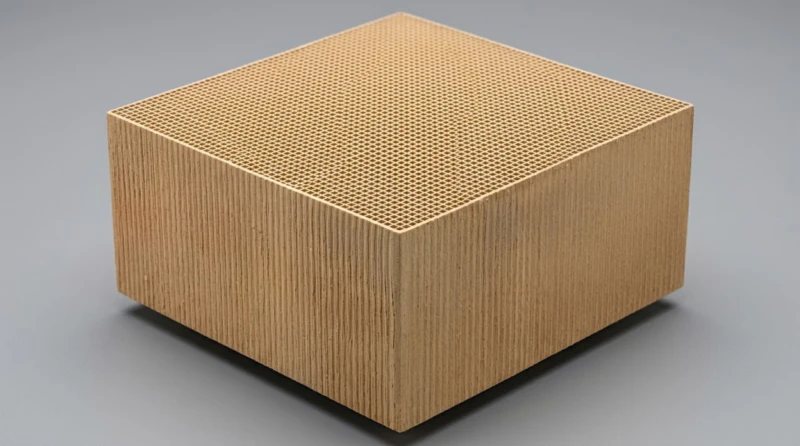
Hochwertige Katalysatoren
Hochleistungsfähige Pt/Pd-Edelmetall- oder Wabenkatalysatoren sind resistent gegen Vergiftung und gewährleisten eine lange Lebensdauer und einen geringen Druckverlust.
Branchenanwendungen
Ideal zur Behandlung von VOCs in mittleren bis hohen Konzentrationen in verschiedenen industriellen Prozessen, bei denen die Reduzierung des Energieverbrauchs Priorität hat.
Industriebeschichtung
Reduzierung von VOCs aus Spritzlackieranlagen für die Automobil-, Möbel- und Metallveredelung.
Drucken & Tinten
Behandlung von Lösemittelemissionen aus dem Flexo-, Tiefdruck- und Publikationsdruck.
Chemische Verarbeitung
Zerstörung organischer Verbindungen aus Harzproduktions- und Syntheseanlagen.
Halbleiter
Wirksame Entfernung von Prozesslösungsmitteln aus der Chipherstellung und Elektronikfertigung.
Pharmazeutika
Konforme VOC- und Geruchskontrolle für Anlagen zur API-Synthese und Arzneimittelformulierung.
Auswahlhilfe: CO vs. RTO
Als führender Experte für Komplettlösungen im Bereich Umweltschutz unterstützen wir Sie bei der Auswahl der am besten geeigneten VOC-Behandlungslösung auf Basis Ihrer tatsächlichen Betriebsbedingungen.
| Vergleichsdimension | Katalytische Oxidation (CO) | Regenerative thermische Oxidation (RTO) |
|---|---|---|
| Betriebstemperatur | 250 °C - 350 °C | 800 °C - 850 °C |
| Abluftvolumen | Kleines bis mittleres Luftvolumen | Mittleres bis großes Luftvolumen |
| Katalysatorbedarf | Erforderlich, mit Zusammensetzungsbeschränkungen (Überlegungen zur Vergiftungsprävention) |
Nicht erforderlich Breitere Anpassungsfähigkeit |
| Platzbedarf der Ausrüstung | Relativ kleine, kompakte Struktur | Relativ groß |
| Anfangsinvestition | Medium (Hauptsächlich Katalysatorkosten) |
Höher |
💡 Expertenempfehlung
Wenn Ihr Abgas eine höhere Konzentration und ein geringeres Luftvolumen aufweist und keine Katalysatorgifte wie Schwefel oder Phosphor enthält, Katalytische Oxidation (CO) ist die wirtschaftlichere und energieeffizientere Wahl;
Wenn Sie sehr große Luftmengen, komplexe Bauteile oder Abgase mit Verunreinigungen behandeln müssen, Regenerative thermische Oxidation (RTO) wird eine stabilere langfristige Betriebssicherheit gewährleisten.
Erfolgsgeschichten zur katalytischen Oxidation (CO)
Industrieanlagen aus der Praxis beweisen Konformität, Energieeinsparungen und Betriebssicherheit.
Hocheffizientes CO-System eliminiert Ester/Aromaten
Durchfluss: 32.000 m³/h, Konzentration schwankt zwischen 800 und 1.800 mg/m³.
Das vorherige Aktivkohlesystem verstopfte häufig, verursachte hohe Kosten für Sondermüll und erfüllte die Anforderungen nicht. GB 37822-2019 Grenzen.
• Auslegungseffizienz der Zerstörung ≥97%
• Vorwärmung bei ~280°C mit integriertem Wärmetauscher
• UEG-Überwachung und explosionsgeschützte Sicherheitsverriegelungen
NMHC-Ausgangskonzentration 8,7 mg/m³ (Grenzwert 50 mg/m³); Toluol nicht nachweisbar.
Energieeinsparungen: 72% Erdgasreduktion im Vergleich zu einem direkt befeuerten Oxidator; jährliche Einsparung ~$52,000Katalysatorlebensdauer 5 Jahre, keine gefährlichen Abfälle.

Giftresistentes CO-System durchbricht die Barriere der Schwefel-/Aminbehandlung
Durchfluss 18.500 m³/h, Temperatur 65°C, Konzentration 1,2~2,5 g/m³.
Der vorhandene Bio-Tropfkörperfilter wies eine geringe Effizienz auf; Geruchsbelästigungen und Überschreitungen der Emissionsgrenzwerte bargen das Risiko einer Abschaltung.
• Schutzbeschichtung gegen Vergiftungen durch Schwefel-/Aminverbindungen
• Zweistufige Wärmerückgewinnung (≥70% thermischer Wirkungsgrad)
• Vollautomatische SPS-Steuerung
Benzolreihe nicht nachgewiesen; NMHC-Ausgang 12,3 mg/m³Geruchskonzentration <300 (99.2% removal).
Energienutzen: 56%: Geringere Betriebskosten im Vergleich zu RTO (aufgrund der niedrigen Konzentration). Die Abwärmenutzung spart ca. $26.000 €/Jahr an Dampfkosten.
✔ Alle Projekte mit katalytischen Oxidationsanlagen (CO) werden individuell konzipiert, um die Lebensdauer des Katalysators zu maximieren und den Energieverbrauch zu minimieren, wobei die Einhaltung der Umweltauflagen umfassend unterstützt wird.
* Daten aus realen Feldprojekten (anonymisiert). Die Ergebnisse können je nach Bedingungen variieren. Kontaktieren Sie unser Ingenieurteam für eine individuelle Bewertung.
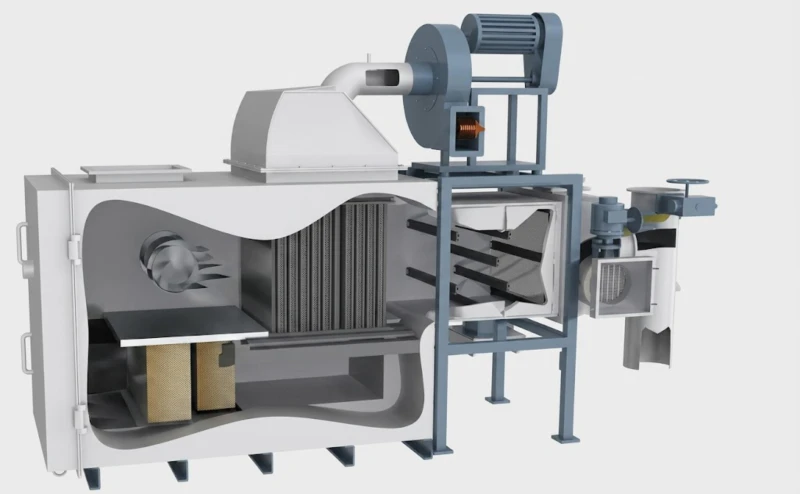
🛡️ Sicherheitsdesign CO-System
-
1Flammendurchschlagsicherung wurde am CO-Einlasskanal installiert, um einen Rückschlag im System zu verhindern.
-
2Echtzeit-UEG-Überwachung Am CO-Einlass. Wenn die untere Explosionsgrenze (UEG) 251 TP3T überschreitet, wird die Notverriegelung ausgelöst und das Hauptkanalventil geschlossen.
-
3Bandscheibenvorfall installiert an der Oxidationskammer, um den Druck im Falle eines anormalen Überdrucks abzubauen.
-
4Hochtemperatur- und Überdruck-VerriegelungssystemWenn die Temperatur oder der Druck die festgelegten Grenzwerte überschreiten, wird die Abgaszufuhr automatisch zur Notentlüftung umgeleitet.
-
5Kanaldeckel und Warnschilder Am Gerätegehäuse angebracht. Hochtemperatur- und rotierende Teile sind deutlich mit Sicherheitsetiketten gekennzeichnet, um den Schutz des Bedieners zu gewährleisten.
-
6Frischlufteinlass Befindet sich am Abgaseintritt. Dient zur Systemspülung beim Anfahren, im Fehlerfall und beim Abschalten, um Unfälle zu vermeiden.





















