En el panorama actual de la fabricación de alta precisión, el cumplimiento ambiental suele considerarse un "centro de costos". Los métodos tradicionales de tratamiento de compuestos orgánicos volátiles (COV), en particular la combustión térmica directa, son conocidos por su elevado consumo de gas natural. Ante grandes flujos de aire y bajas concentraciones de contaminantes —típicas de las líneas de recubrimiento de electrónica, impresión y automoción—, la combustión directa se convierte en una carga financiera que puede mermar el margen de beneficio de la planta. Sin embargo, la aparición de la adsorción-concentración con zeolita y la combustión catalítica ha transformado este paradigma. Con costos operativos que alcanzan tan solo el 5 % de los métodos tradicionales, el "secreto del ahorro energético" reside en una sofisticada combinación de física molecular, retroalimentación termodinámica y geometría cristalina.

Figura 1: Integración industrial a gran escala: altas tasas de purificación a una fracción del costo.
1. La trampa de la dilución: ¿Por qué falla la combustión directa?
El principal desafío en la reducción de COV industriales no radica en la toxicidad de los disolventes, sino en su dispersión. La combustión térmica directa requiere calentar todo el flujo de aire de escape —que a menudo alcanza los 100 000 $m^3/h$ o más— a una temperatura de al menos 800 grados Celsius para lograr la destrucción oxidativa. Cuando la concentración de COV es baja (por ejemplo, menos de 500 $mg/m^3$), los contaminantes por sí mismos no proporcionan suficiente "combustible" para mantener estas temperaturas.
La pesadilla del combustible auxiliar
En este escenario, un sistema de combustión directa actúa como un radiador gigante para la atmósfera, quemando enormes cantidades de costoso gas natural simplemente para calentar aire limpio. Esto genera un "retorno energético negativo", donde el costo energético de la purificación supera el valor del propio proceso de fabricación. Además, la combustión a alta temperatura produce inevitablemente óxidos de nitrógeno (NOx), lo que requiere un tratamiento adicional y crea un ciclo de contaminación secundaria y costos adicionales.
Los sistemas de zeolita solucionan este problema negándose a participar en el juego de "calentar el aire". En cambio, tratan el aire de escape como un portador temporal, utilizando tamices moleculares para capturar solo las moléculas de COV y permitiendo que el aire limpio y frío regrese a la atmósfera de inmediato.

Figura 2: El bucle sinérgico: Aislamiento de contaminantes de la carga térmica.
2. Concentración descontrolada: Convertir la responsabilidad en combustible
Relación de enriquecimiento 20:1
El proceso comienza con la fase de desorción. A medida que el tamiz molecular de zeolita captura los COV, se satura. El sistema pasa entonces a un modo de regeneración mediante una corriente de aire caliente a alta temperatura. Sin embargo, este flujo de aire de desorción suele ser solo entre 1/10 y 1/20 del volumen de los gases de escape originales.
Al separar los COV en un volumen de aire mucho menor, la concentración de contaminantes orgánicos aumenta entre 10 y 20 veces. Por ejemplo, una corriente diluida de 200 $mg/m³ se concentra en una corriente densa de 4000 $mg/m³. A esta densidad, los COV pasan de ser un residuo tóxico a un combustible de alta energía. Cuando este gas concentrado entra en el oxidante catalítico, la energía liberada por su destrucción es tan intensa que el sistema se vuelve térmicamente autosuficiente.
Ahorro operativo: Dado que la energía de combustión la proporcionan los propios contaminantes, se elimina la necesidad de gas natural externo durante el funcionamiento en estado estacionario, lo que reduce el coste del combustible a cero.
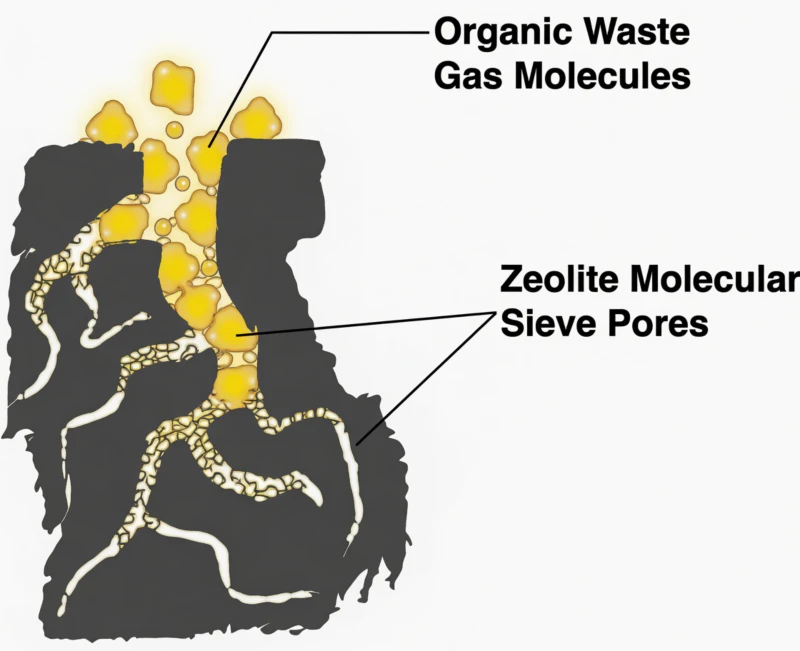
Figura 3: Enriquecimiento molecular: Aumento de la densidad de COV para permitir una oxidación autosostenida.
3. Combustión catalítica frente a incineración térmica
Superando la brecha de temperatura de 500 grados
El segundo gran secreto para el ahorro de energía reside en la temperatura de ignición. La combustión térmica directa es un proceso de “fuerza bruta”, que requiere 800 grados Celsius para romper los enlaces orgánicos. La combustión catalítica, que utiliza lechos de metales preciosos de alta actividad, reduce la energía de activación de la reacción. Esto permite que los COV se oxiden completamente a tan solo 250 a 300 grados Celsius.
Mantener una temperatura de 300 grados Celsius requiere mucha menos energía que mantenerla de 800 grados Celsius. En un sistema de zeolita, esta oxidación a baja temperatura se combina con un intercambiador de calor interno de alta eficiencia. El calor exotérmico generado por la combustión sin llama de COV concentrados se aprovecha y se reutiliza para precalentar el gas entrante. Este ciclo de retroalimentación térmica crea un ciclo autosostenible donde la destrucción de contaminantes proporciona la energía necesaria para destruir más contaminantes. Los productos resultantes —dióxido de carbono y vapor de agua inocuos— salen del sistema a una temperatura lo suficientemente baja como para minimizar la pérdida de calor, maximizando así la eficiencia total del sistema.

Figura 4: Mecanismo de oxidación a baja temperatura y retroalimentación exotérmica
4. Microingeniería: Reducción de la resistencia eléctrica
El ahorro energético no se limita al consumo de gas, sino que también incluye el de electricidad. En la ventilación industrial a gran escala, la resistencia al viento o la caída de presión a través de un sistema de filtración determina la potencia requerida por los ventiladores de inducción. Los materiales filtrantes estándar, como el carbón activado desordenado, crean un flujo de aire caótico y de alta resistencia, lo que obliga a los ventiladores a trabajar más y consumir más energía.
El sistema de zeolita BAOLAN utiliza una **estructura cristalina de panal**. Mediante microscopía electrónica de barrido, se observa que los canales de la zeolita son perfectamente rectos y están alineados uniformemente. Esta geometría ordenada permite que grandes flujos de aire —hasta 200 000 $m³/h— atraviesen el lecho con una resistencia de tan solo 300 Pa. Al mantener una velocidad del viento en la torre vacía de 0,8 a 1,5 m/s, el sistema minimiza la turbulencia aerodinámica.
Ventaja de la dinámica de fluidos: Una menor resistencia al viento se traduce directamente en un menor amperaje del ventilador, lo que reduce la factura eléctrica mensual para la gestión de la extracción entre un 30 y un 50 por ciento en comparación con los sistemas tradicionales de lecho denso o con alta concentración de partículas.
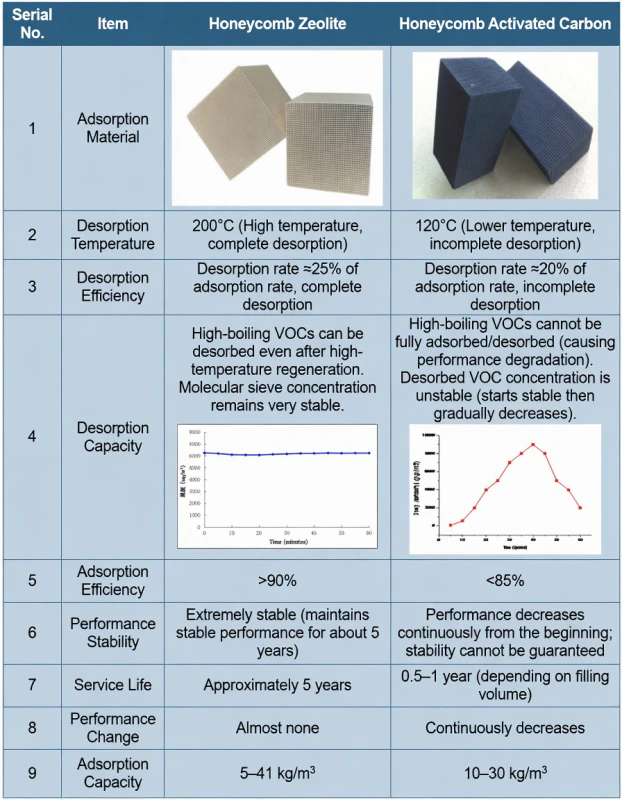
Figura 5: Eficiencia geométrica: Canales de panal regulares que minimizan la caída de presión del sistema.
El veredicto de 1/20: Un retorno de la inversión sostenible.
El resultado acumulativo de estos secretos de ingeniería es un cambio profundo en los gastos operativos. Si comparamos un flujo de escape estándar de 50 000 $m³/h$ con una baja concentración de COV, el método de combustión térmica directa costaría decenas de miles de dólares al mes en gas natural. El sistema de adsorción-concentración de zeolita + combustión catalítica reduce este costo a una fracción mínima. Al concentrar el gas, disminuir la temperatura de ignición y aprovechar el calor de reacción, el costo energético se reduce efectivamente a 1/20 de la alternativa térmica.
Seguridad y estabilidad
Más allá de su valor energético, la matriz de zeolita inorgánica es ininflamable y térmicamente estable. Elimina los riesgos catastróficos de incendio asociados con los lechos de carbón activado que manipulan cetonas o alcoholes.
Larga vida útil
Los catalizadores de primera calidad, con alta actividad y propiedades anticontaminación, garantizan que el sistema ofrezca entre 8.000 y 12.000 horas de rendimiento óptimo antes de que sea necesario realizar el mantenimiento del medio filtrante.
Ciclo autosostenible
Una vez que el catalizador alcanza la temperatura de ignición, la oxidación de los COV concentrados produce suficiente calor para mantener el proceso de desorción sin necesidad de combustible externo.
Al adherirse a la gestión de calidad ISO 9001 y aprovechar la ciencia de materiales de vanguardia, las instalaciones industriales ahora pueden lograr la excelencia ambiental sin comprometer su salud financiera. El secreto para reducir el costo operativo a la vigésima parte no reside en un solo componente, sino en la sinergia integral de concentración, catálisis a baja temperatura y microingeniería aerodinámica.
Libera el poder de la purificación energéticamente neutra.
No permita que los altos costos energéticos y los riesgos de seguridad comprometan la estrategia ambiental de sus instalaciones. Implemente la tecnología de zeolita cíclica para garantizar una purificación de COV segura, estable y económicamente superior. Ya sea que gestione los delicados solventes de una planta de semiconductores o los enormes volúmenes de aire de una línea de impresión comercial, nuestros circuitos de adsorción-combustión diseñados a medida le brindan la solución definitiva. Comuníquese hoy mismo con nuestro equipo de ingeniería experto para diseñar un sistema personalizado que se ajuste a su perfil de solventes y objetivos de sostenibilidad.





















