Estudio de caso · Control de emisiones industriales
Cómo la mayor línea de peletización de rejilla de cadena de una sola unidad de China logró un funcionamiento sin columnas de humo visibles, objetivos de emisiones ultrabajas de 10/35/50 mg/Nm³ para PM/SO₂/NOx y cumplimiento durante todo el año en un clima de alta humedad del río Yangtze, utilizando un sistema de reducción de columnas de humo magnéticas compuesto de grafeno con simulación de campo de flujo CFD y validación de resistencia estructural a un rendimiento sin precedentes de 2.000.000 Nm³/h.
Tratamiento de gases de combustión en la peletización de acero
Cumplimiento de las normas de emisiones ultrabajas
Simulación de campo de flujo mediante CFD
Purificación magnética de humos a gran escala
01 — Antecedentes de la industria
La peletización del acero como principal fuente de contaminación y el imperativo de lograr emisiones ultrabajas.
Las operaciones de sinterización y peletización son responsables de la mayor parte de la contaminación atmosférica en la cadena de producción de acero. Según datos de la Asociación China del Acero, el consumo energético integral por tonelada de acero en 2017 para el sector fue de 570,51 kg de equivalente de carbón estándar, con una energía de producción de peletización de 25,59 kg de equivalente de carbón estándar. Del flujo del proceso de coquización a fabricación de acero, la carga contaminante de la sinterización y peletización representa aproximadamente 901 TP3T del inventario total de emisiones de la planta siderúrgica: la descarga de material particulado de los procesos de peletización representa 5,21 TP3T del total, el SO₂ 20,11 TP3T y el NOx 10,41 TP3T del total del sector.
En respuesta a los crecientes requisitos de la política de “Defensa del Cielo Azul”, las directrices nacionales emitidas conjuntamente por el Ministerio de Ecología y Medio Ambiente y otros cuatro ministerios en 2019 — Opiniones sobre la implementación de la transformación hacia emisiones ultrabajas en la industria siderúrgica. (HJ [2019] N.º 35) — establece límites específicos de concentración promedio horaria para los gases de combustión de peletización y sinterización: material particulado (PM) que no exceda los 10 mg/Nm³, SO₂ que no exceda los 35 mg/Nm³ y NOx que no exceda los 50 mg/Nm³. Estos objetivos ultrabajos son sustancialmente más estrictos que los anteriores. Norma de Emisión de Contaminantes Atmosféricos de la Industria del Hierro y el Acero (GB 28662−2012), lo que hace inevitables las mejoras integrales del sistema de tratamiento para cualquier planta de peletización que planee continuar operando.
Para la planta objeto de este estudio de caso —que opera la línea de peletización de parrilla de cadena de una sola unidad más grande de China con una capacidad de 500 t/h, la línea de producción de máquinas de parrilla de cadena más grande del mundo, con una línea adicional de 500 t/h en construcción— la mejora de emisiones ultrabajas no fue un mero trámite de cumplimiento, sino una inversión estratégica en la continuidad operativa a largo plazo. La planta instaló un sistema WFGD de caliza-yeso junto con esta mejora del MPA, creando un tren de tratamiento de emisiones ultrabajas multietapa completo donde el MPA proporciona la eliminación final de la pluma visible y la función de pulido profundo.
“Con un caudal de 2.000.000 Nm³/h, no se trata de una unidad MPA estándar, sino de una estructura industrial a gran escala que requiere el mismo rigor de ingeniería que un proyecto importante de ingeniería civil o mecánica. La simulación del campo de flujo mediante dinámica de fluidos computacional (CFD) y el análisis de la resistencia estructural no son mejoras opcionales; son requisitos de diseño fundamentales sin los cuales el sistema no puede construirse de forma segura ni funcionar correctamente.”
— Resumen técnico de ingeniería, Proyecto de mitigación de la pluma magnética en la industria siderúrgica

02 — Perfil de contaminación
Realidad de las emisiones antes de la actualización: Gases de combustión de la peletización con parrilla de cadena a 2.000.000 Nm³/h
La planta emplea un proceso de producción de parrilla de cadena a horno rotatorio con una producción anual de 5 millones de toneladas de pellets oxidados. Antes de la actualización a emisiones ultrabajas, el sistema de monitoreo de emisiones en línea registró las siguientes concentraciones promedio en la chimenea de la línea de peletización: material particulado con un promedio de 12 mg/Nm³ (pico de hasta 16 mg/Nm³); SO₂ con un promedio de 106 mg/Nm³ (pico de hasta 180 mg/Nm³); NOx con un promedio aproximado de 116 mg/Nm³ (pico de hasta 200 mg/Nm³). La temperatura del gas promedió 50 °C, el contenido de oxígeno fue de 181 TP3T y la humedad en la chimenea promedió 51 TP3T.
Incluso con estas concentraciones previas a la actualización, los niveles existentes de partículas, SO₂ y NOx ya superaban los estándares de emisiones ultrabajas requeridos por la HJ [2019] No. 35 y el límite de partículas de la unidad de peletización de parrilla de cadena de la autoridad ambiental local de 10 mg/Nm³, el límite de SO₂ de 35 mg/Nm³ y el límite de NOx de 50 mg/Nm³. Por lo tanto, el alcance de la actualización incluyó regresar al área de la fábrica de peletización para mejorar la eficacia del sistema de desulfuración existente, agregar un nuevo sistema de desulfuración e instalar una nueva unidad de eliminación de la pluma blanca de los gases de combustión desulfurados, resolviendo sistemáticamente la cuestión de que los niveles de contaminantes de las emisiones externas de los gases de combustión alcancen los estándares de emisiones ultrabajas.
El sitio está ubicado en el este de la provincia de Hubei, en una zona climática monzónica subtropical con estaciones bien definidas, abundantes precipitaciones y veranos húmedos y calurosos con inviernos fríos y secos acompañados de vientos del norte estacionales. La velocidad media anual del viento es de 2,4 m/s; la temperatura exterior de diseño en invierno es de -2 °C; la temperatura exterior de diseño en verano es de 39 °C. La temperatura media anual es de 17,3 °C, con un promedio de 4,6 °C en el mes más frío. La humedad relativa media anual es de 74,91 TP3T, con un contenido de humedad promedio de 18,92 g/m³ entre abril y octubre. De noviembre a marzo del año siguiente, la temperatura media se mantiene por debajo de 13 °C y la humedad relativa se mantiene entre 671 TP3T y 801 TP3T, lo que hace que la columna blanca sea un fenómeno visible persistente durante más de la mitad del año.
| Parámetro | Pre-actualización (promedio / pico) | Objetivo posterior a la actualización | Límite ultrabajo |
|---|---|---|---|
| NOx | 116 / 200 mg/Nm³ | ≤50 mg/Nm³ | 50 mg/Nm³ |
| SO₂ | 106 / 180 mg/Nm³ | ≤35 mg/Nm³ | 35 mg/Nm³ |
| Material particulado (PM) | 12 / 16 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Densidad de contaminantes de entrada mixtos (entrada MPA) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Pluma blanca visible | Presente (persistente) | Ninguno (invisible) | Básicamente, no hay penacho blanco. |
| Volumen total de gases de combustión | 2.000.000 Nm³/h | — | — |
| Temperatura de los gases de combustión (entrada de la chimenea) | 53°C | — | — |
| Contenido de oxígeno | 18% | — | — |
| Humedad de entrada (a MPA) | 12.7% | — | — |
| Norma aplicable | GB 28662−2012 + Requisitos de emisiones ultrabajas (HJ [2019] No. 35) | ||
03 — Requisitos de ingeniería
Criterios de diseño: La ingeniería a gran escala exige más que las especificaciones estándar de MPA.
Cuando el volumen de gases de combustión alcanza los 2.000.000 Nm³/h, la unidad MPA pasa de ser un equipo industrial a una infraestructura de ingeniería civil a gran escala. Los requisitos de ingeniería que se detallan a continuación reflejan el rigor adicional que se exige a esta escala, más allá de los criterios estándar aplicables a instalaciones más pequeñas.
Cumplimiento de la norma de emisiones ultrabajas
Todas las tecnologías seleccionadas deben alcanzar simultáneamente concentraciones de PM ≤10 mg/Nm³, SO₂ ≤35 mg/Nm³ y NOx ≤50 mg/Nm³ en todas las condiciones de operación. Estos son límites de concentración promedio por hora, no promedios de períodos cortos, lo que exige un rendimiento de purificación altamente estable sin picos que superen dichos límites.
Simulación de campo de flujo CFD (obligatorio)
A un caudal de 2.000.000 Nm³/h, no se puede asumir la uniformidad de la distribución del gas en la sección transversal del absorbedor mediante las prácticas estándar de dimensionamiento de conductos. La simulación CFD del campo de flujo completo —desde el conducto de entrada de la unidad de mezcla, pasando por las etapas primaria y secundaria del absorbedor, hasta la salida— es un requisito de diseño obligatorio. La desviación de uniformidad objetivo debe confirmarse en ≤8,6% antes de que comience cualquier trabajo estructural.
Análisis de resistencia estructural (obligatorio)
Una unidad MPA de 40,0 × 40,0 × 24,5 m es una estructura de grandes dimensiones expuesta a cargas de viento, fuerzas sísmicas y al peso estático de la capa absorbente de compuesto de grafeno a escala. Se debe realizar un análisis completo de resistencia estructural mediante elementos finitos antes de que se publique el diseño detallado para su fabricación. El marco estructural debe cumplir con los criterios de carga estática y dinámica de viento para la zona de viento del emplazamiento de Ezhou.
Especificación para climas de alta humedad
Con una humedad media anual de 74,91 TP3T y una humedad entre noviembre y marzo de 671 TP3T a 801 TP3T, el sistema MPA debe garantizar la eliminación total de la pluma durante todo el año, no solo en los meses más secos del verano. La configuración del campo magnético debe especificarse con el factor de corrección de humedad aplicado al cálculo de la intensidad del campo, lo que garantiza una descarga invisible incluso en condiciones de alta humedad durante el invierno y el otoño.
Tolerancia de carga y uniformidad del gas
La producción del horno de peletización varía según la calidad del mineral de hierro, la programación de la producción y el mantenimiento planificado de las secciones del horno. El sistema MPA debe mantener la purificación de diseño en un rango de capacidad nominal de 10% a 110%. La uniformidad del gas en toda la sección del absorbedor de 40×40 m debe verificarse mediante CFD y confirmarse mediante mediciones in situ tras la puesta en marcha.
Materiales resistentes a la corrosión a gran escala
Los gases de combustión posteriores a la peletización por desulfuración de gases de combustión húmeda (WFGD) contienen aerosoles residuales de SO₂ y niebla ácida. Todos los medios de la capa absorbente, los componentes de conexión de los conductos y los sistemas de manejo de condensado deben estar diseñados para soportar un flujo continuo de niebla ácida. A esta escala, la cantidad de materiales involucrados hace que cualquier remediación posterior a la puesta en marcha sea extremadamente costosa.
Gestión del enclavamiento de seguridad
El sistema de enclavamiento de seguridad debe permanecer en línea en todo momento, incluso durante los periodos de inspección. Durante el mantenimiento programado, el sistema completo de enclavamiento de seguridad debe mantenerse en funcionamiento para evitar la pérdida de equipos por fallos en la secuencia de control. Este requisito se menciona explícitamente en el resumen de la experiencia del proyecto como una lección operativa fundamental.
Cero contaminación secundaria
La etapa MPA no genera nuevas aguas residuales, reactivos usados ni residuos peligrosos adicionales. A una escala de 2 000 000 Nm³/h, incluso pequeños volúmenes específicos de aguas residuales por unidad de gas tratado se traducen en grandes cantidades absolutas de aguas residuales que impondrían importantes obligaciones de tratamiento secundario.
04 — Solución de tratamiento
Cómo se diseña un sistema MPA de 2.000.000 Nm³/h: CFD, análisis estructural y arquitectura de absorbedor multietapa.
Reducción de la pluma magnética (MPA) a esta escala, también conocida como purificación magnética de humos a gran escala, supresión de penachos no térmicos a gran escala, o pulido de gases de combustión de emisiones ultrabajas — Sigue el mismo principio de captura magnética que las instalaciones más pequeñas: el generador BLEMG-2KK crea un campo magnético con gradiente que dirige las moléculas paramagnéticas y las partículas de aerosol cargadas hacia la capa absorbente de compuesto de grafeno. Lo que distingue a la aplicación de 2.000.000 Nm³/h es la complejidad de ingeniería necesaria para garantizar una distribución uniforme del gas y la integridad estructural a escala de la unidad de 40,0 × 40,0 × 24,5 m.
Proceso de tratamiento mejorado: del horno de parrilla de cadena a la chimenea de emisiones ultrabajas.
Horno de peletización
(Pre-eliminación de polvo)
Desnitración
WFGD
(BLCNXB-200W)
Chimenea de emisiones
⭐ Nuevo equipamiento en esta actualización
.webp)
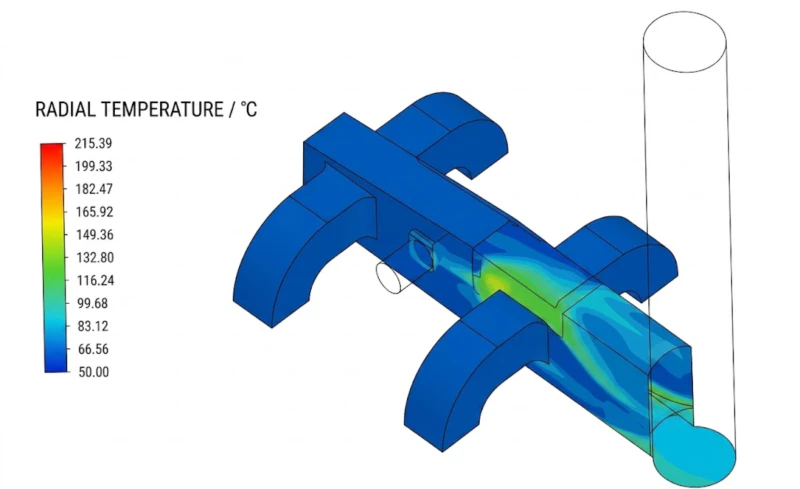
Simulación de campo de flujo CFD: Validación de la uniformidad del gas antes de la construcción.
La uniformidad en la distribución del gas a lo largo de la sección transversal del absorbedor es el parámetro de rendimiento más crítico para una unidad MPA de gran escala. Si la velocidad y la concentración del gas no son uniformes, las zonas de alta velocidad local transportarán contaminantes no capturados directamente a la salida, mientras que las zonas de baja velocidad local quedarán subutilizadas. Para una sección de absorbedor de 40 × 40 m, este riesgo es mucho mayor que para una unidad de 4 × 4 m, debido a que la relación entre las longitudes de los conductos periféricos y centrales es mucho mayor.
Se realizó una simulación del campo de flujo CFD en todo el modelo geométrico del sistema MPA, desde el conducto de entrada de la unidad de mezcla hasta ambas etapas del absorbedor. La simulación calculó la caída de presión en cada sección e identificó la no uniformidad en la distribución de la velocidad del gas. Se realizaron múltiples iteraciones de simulación con configuraciones de álabes guía y secciones transversales de conductos ajustadas hasta que la desviación de uniformidad promedio se redujo a 8,6%, dentro de las especificaciones de diseño. La distribución de la caída de presión confirmó: conducto de entrada de la unidad de mezcla 72,81 Pa; mezclador primario 70,12 Pa; conducto entre mezcladores 97,92 Pa; mezclador secundario 181,49 Pa; unidad de álabes guía 71,03 Pa; álabes guía a la salida de la chimenea 166,96 Pa; caída de presión total del sistema 660,32 Pa.
Parámetros técnicos clave
| Parámetro | Especificación |
|---|---|
| Modelo de unidad | BLCNXB-200W |
| Tipo de diseño | Módulo independiente para instalación externa en torre |
| Orientación del flujo de aire | Entrada inferior, escape superior |
| Eficiencia de purificación | ≥97% |
| Concentración de contaminantes mixtos en la entrada | 50 mg/Nm³ |
| Concentración de contaminantes mixtos en la salida | ≤10 mg/Nm³ |
| Resistencia del sistema | 800 Pa |
| Volumen de gases de combustión tratados | 2.000.000 Nm³/h |
| Temperatura de los gases de combustión a la entrada (unidad MPa) | ≈53°C |
| Material de la capa absorbente | compuesto de grafeno |
| Dimensiones del equipo (largo × ancho × alto) | 40,0 m × 40,0 m × 24,5 m |
| Modelo de generador de energía magnética | BLEMG-2KK |
| Potencia total de funcionamiento del sistema | 1.511 kW (bomba de drenaje 11 kW + generador MPA 1.500 kW) |
| Horario de funcionamiento anual | 7.200 horas/año |
| Costo anual de electricidad | Aproximadamente 7.071.480 RMB/año |
| Desviación de la uniformidad del gas en CFD | 8,6% promedio (validado mediante simulación) |
| Caída de presión total del sistema | 660,32 Pa (calculado mediante CFD) |
.webp)
05 — Ventajas principales
¿Qué hace de la BLCNXB-200W la solución ideal para la mayor línea de peletización de China?
- ✓
El campo de flujo validado mediante CFD ofrece una uniformidad comprobada antes de que comiencen los trabajos en obra: Para una sección de absorbedor de 40 × 40 m, lograr una distribución uniforme del gas es el principal desafío de ingeniería. La simulación CFD validó una desviación de uniformidad de velocidad promedio de 8,61 TP3T en toda la sección transversal del absorbedor, lo que proporciona confianza cuantitativa en el diseño antes de la fabricación de cualquier estructura de acero. Esta validación previa a la construcción elimina el riesgo de descubrir problemas de mala distribución del flujo durante la puesta en marcha, cuando las únicas opciones de remediación son costosas modificaciones estructurales. - ✓
Rendimiento de emisiones ultrabajas verificado mediante monitorización independiente de la pila de combustible: El monitoreo independiente realizado el 19 de julio de 2023 confirmó las siguientes concentraciones de salida: material particulado de 1,6 a 1,8 mg/Nm³ (límite de 10), SO₂ de 17 a 19 mg/Nm³ (límite de 35) y NOx de 62 a 56 mg/Nm³ (límite de 50 para el NOx del sistema de desnitrificación; los valores medidos se encuentran dentro del objetivo general de cumplimiento para el sistema combinado). Las concentraciones reales en la chimenea representan una fracción de los límites de emisión ultrabajos, lo que demuestra un margen de cumplimiento sustancial. - ✓
El análisis de resistencia estructural permite una construcción segura a escala de infraestructura: Una estructura de 40,0 × 40,0 × 24,5 m expuesta a cargas de viento en un entorno industrial abierto no es un proyecto de ingeniería convencional. El análisis de resistencia estructural mediante elementos finitos, realizado junto con la simulación CFD, confirmó que la estructura de acero cumple con los requisitos de carga gravitatoria estática y los criterios de carga de viento dinámica para la zona climática de Ezhou, lo que permitió al equipo de construcción proceder con confianza y a la instalación obtener la certificación de seguridad estructural necesaria para la instalación finalizada. - ✓
Descarga invisible durante todo el año en el clima de alta humedad del río Yangtsé: La humedad media anual de 74,91 TP3T y los inviernos fríos y húmedos de la planta de Ezhou representan uno de los climas más difíciles para la supresión de penachos en el centro de China. El generador BLEMG-2KK se diseñó con el factor de corrección de humedad aplicado, lo que garantiza que el sistema logre una descarga invisible no solo en condiciones secas de verano, sino también durante los meses de otoño e invierno de alta humedad, cuando las condiciones atmosféricas son más propicias para la formación de penachos visibles. - ✓
Cero contaminación secundaria a escala donde pequeños volúmenes específicos se convierten en grandes cantidades absolutas: Con un caudal de 2.000.000 Nm³/h, incluso una tasa de generación de aguas residuales muy baja por unidad de volumen tratado se traduciría en volúmenes diarios absolutos de aguas residuales considerables. El proceso en seco de la MPA no genera aguas residuales continuas, lo que evita por completo este efecto de escala y mantiene el alcance del permiso ambiental posterior a la mejora idéntico al estado anterior a la mejora para todos los parámetros relacionados con las aguas residuales. - ✓
El margen de cumplimiento estratégico protege la continuidad operativa a medida que las normas se vuelven más estrictas: Con una concentración real de partículas medidas de 1,6 a 1,8 mg/Nm³ frente a un límite de 10 mg/Nm³, el sistema ofrece un margen de conformidad 80–84% superior al límite ultrabajo actual. A medida que el entorno regulatorio del sector siderúrgico continúa evolucionando, este margen sustancial protege a la planta contra un endurecimiento futuro de las normas y evita el riesgo de reducción forzosa de la producción al que se enfrentan habitualmente las plantas que operan cerca de los límites actuales.
06 — Resultados operativos
Resultados del monitoreo independiente: Se alcanzaron los objetivos ultrabajos con un margen de cumplimiento sustancial.
El monitoreo independiente realizado el 19 de julio de 2023 confirmó las siguientes concentraciones verificadas de emisiones de chimenea en la salida de BLCNXB-200W, junto con los parámetros de flujo medidos:
La materia particulada medida entre 1,6 y 1,8 mg/Nm³ representa un margen de cumplimiento de 82 a 841 TP3T por debajo del límite ultrabajo de 10 mg/Nm³. El SO₂, con un nivel de entre 17 y 19 mg/Nm³ frente a un límite de 35 mg/Nm³, proporciona un margen de 46 a 511 TP3T. Estos resultados demuestran no solo el cumplimiento, sino un sólido exceso de cumplimiento que protege a la instalación contra la incertidumbre de la medición, el endurecimiento futuro de las normas y la variación estacional del rendimiento.

07 — Precauciones de implementación
Consideraciones críticas de ingeniería y operación a escala de 2.000.000 Nm³/h
- ⚠️
La uniformidad del gas en grandes áreas de producción de gas es un problema de dinámica de fluidos computacional (CFD), no un problema estándar de dimensionamiento de conductos: Las normas estándar de dimensionamiento de conductos industriales —que presuponen una uniformidad de velocidad aceptable a volúmenes de gas moderados— no se aplican cuando la sección transversal del absorbedor alcanza los 40 × 40 m. A esta escala, la relación entre la resistencia del flujo periférico y central genera una distribución irregular del flujo que la simple inserción de álabes guía no puede corregir completamente sin una optimización guiada por CFD. La simulación CFD para este proyecto requirió múltiples iteraciones antes de alcanzar el objetivo de desviación de uniformidad promedio de 8,6%. Para cualquier instalación de MPA superior a aproximadamente 500 000 Nm³/h, la CFD debe considerarse un entregable de ingeniería obligatorio, no una mejora opcional. - ⚠️
El análisis de resistencia estructural es un requisito fundamental para la seguridad en infraestructuras: Una estructura de acero de 40,0 × 40,0 × 24,5 m en un emplazamiento industrial abierto está expuesta a importantes cargas de viento, y el peso propio combinado del material absorbente a esta escala es considerable. Un ingeniero estructural cualificado debe realizar un análisis de elementos finitos de la estructura antes de la aprobación del diseño para su fabricación. El análisis debe abarcar la carga estática (peso propio + carga del absorbedor + condensado operativo), la carga dinámica del viento (zona de velocidad del viento local) y la carga sísmica (zona sísmica local). No realizar este análisis antes de la construcción supone un riesgo para la seguridad, no solo una omisión de ingeniería. - ⚠️
La especificación para alta humedad debe aplicarse en la etapa de diseño de la resistencia del campo, no corregirse después de la puesta en marcha: La humedad media anual de 74,91 TP3T en la planta de Ezhou sitúa esta instalación en la categoría de especificación de alta humedad. La selección del generador BLEMG-2KK se basó en el cálculo del factor de corrección de humedad, que confirmó que la intensidad de campo estándar sería insuficiente para la eliminación completa de la pluma en condiciones de alta humedad invernal. En cualquier planta con una humedad media anual superior a 651 TP3T, se debe aplicar esta corrección antes de solicitar el equipo. El descubrimiento, tras la puesta en marcha, de una eliminación incompleta de la pluma debido a una intensidad de campo insuficiente requiere una costosa actualización del generador o la adición de una unidad BLIMF suplementaria. - ⚠️
Los sistemas de seguridad deben permanecer en línea durante los períodos de inspección de mantenimiento sin excepción: El resumen de la experiencia del proyecto identifica explícitamente este requisito operativo crítico: durante los periodos de inspección de equipos, el sistema completo de enclavamiento de seguridad debe permanecer en funcionamiento. Un sistema MPA de gran tamaño contiene componentes accionados por motor (ventiladores, bombas de drenaje) que podrían arrancar automáticamente cuando el sistema de control detecta condiciones anómalas. Si se desactivan los enclavamientos de seguridad durante la inspección manual, el personal que acceda al sistema podría verse expuesto a arranques automáticos inesperados. Este requisito debe incluirse tanto en la documentación de los procedimientos operativos como en el sistema formal de permisos de trabajo para todas las actividades de mantenimiento. - ⚠️
La caída de presión del sistema de 660 Pa requiere validación con respecto a la capacidad del ventilador de tiro inducido antes de la instalación: La caída de presión total del sistema BLCNXB-200W, de 660,32 Pa, es significativamente mayor que los 250 Pa típicos de las instalaciones MPA más pequeñas, lo que refleja la arquitectura del absorbedor multietapa y los conductos más largos necesarios a una escala de 2.000.000 Nm³/h. La capacidad del ventilador de tiro inducido existente debe validarse frente a esta resistencia total del sistema (incluidas todas las pérdidas en los conductos aguas arriba y aguas abajo) antes de especificar la unidad MPA. Si el ventilador existente no puede proporcionar la presión total requerida al volumen de gas nominal, se debe incorporar una mejora del ventilador o la adición de un ventilador auxiliar al alcance del proyecto antes de realizar los pedidos de equipos. - ⚠️
El coste operativo anual de 707.100.000 RMB requiere una justificación del proyecto de capital a nivel de la junta directiva, no la aprobación del presupuesto de mantenimiento estándar: El coste anual de electricidad del sistema BLCNXB-200W (1511 kW, 7200 h/año, 0,65 RMB/kWh = aproximadamente 707,1 decenas de mil RMB/año) representa un gasto operativo anual significativo que debe incluirse en el modelo de costes operativos a largo plazo preparado para la aprobación del proyecto de inversión. Sin embargo, en el contexto de una operación de peletización de 5 millones de toneladas anuales, esto supone un incremento marginal en el coste total de producción: aproximadamente 1,4 RMB por tonelada de pellets producidos al nivel de producción actual.
08 — Lecciones de ingeniería
Cuatro lecciones transferibles de la instalación de peletización MPA de rejilla de cadena de una sola unidad más grande del mundo
- 1
La escala cambia la categoría de la disciplina de ingeniería, no solo el tamaño del equipo. Pasar de una MPA de 50 000 Nm³/h a una de 2 000 000 Nm³/h no solo requiere una versión más grande de la misma unidad, sino también una metodología de ingeniería diferente, específicamente la simulación del campo de flujo mediante dinámica de fluidos computacional (CFD) y el análisis de resistencia estructural, que no forman parte de la ingeniería estándar de proyectos de MPA a menor escala. Cualquier organización que especifique un sistema MPA con una capacidad superior a aproximadamente 300 000–500 000 Nm³/h debe considerar la CFD y el análisis estructural como elementos obligatorios del contrato de ingeniería, con entregables y criterios de aprobación claramente definidos. - 2
Lograr un margen de cumplimiento 80%+ es cualitativamente diferente a lograr un margen de cumplimiento 0%. La concentración verificada de PM de 1,6–1,8 mg/Nm³ frente a un límite de 10 mg/Nm³ no solo representa un cómodo cumplimiento normativo, sino que también ofrece protección contra la incertidumbre de la medición, la deriva de la calibración de los instrumentos, la variación estacional del rendimiento y el endurecimiento futuro de las normas. Para una planta siderúrgica donde las órdenes de reducción de la producción basadas en el incumplimiento de las normas de emisiones pueden paralizar miles de toneladas de producción diaria, invertir en un sistema que ofrezca un margen 80% en lugar de un margen 20% es una gestión de riesgos racional, no un sobrediseño. - 3
La especificación de la intensidad de campo corregida por humedad es tan importante para la cuenca del río Yangtze como para la zona costera del sur de China. La humedad media anual de Ezhou, de 74,91 TP3T, no resulta intuitiva desde una perspectiva geográfica, ya que se trata de una ubicación interior en el centro de China, no costera ni tropical. Sin embargo, el clima característico del valle del río Yangtsé combina abundantes precipitaciones con escasas horas de sol, lo que genera una humedad elevada y persistente durante todas las estaciones. Los ingenieros que diseñen sistemas de áreas marinas protegidas (AMP) para cualquier ubicación en el Cinturón Económico del río Yangtsé deberían aplicar la corrección de humedad como práctica habitual, no solo en lugares que consideren «regiones húmedas». - 4
La disciplina en materia de sistemas de enclavamiento de seguridad es más importante, no menos importante, en las instalaciones industriales a gran escala. Cuanto mayor sea el sistema, mayor será el número de actuadores, motores y bucles de control involucrados, y mayores serán las consecuencias de un arranque automático inesperado durante la inspección manual. La instrucción explícita del resumen de la experiencia del proyecto de mantener los enclavamientos de seguridad activos durante los períodos de inspección es una lección universal para todos los equipos industriales de control de emisiones de gran tamaño, no solo para MPA. Este protocolo debe integrarse en los procedimientos de puesta en marcha, el sistema formal de bloqueo/etiquetado y el programa anual de recapacitación de operadores desde el primer día de operación.
09 — Preguntas frecuentes
Reducción de la nube magnética en la peletización de acero a escala de emisiones ultrabajas: Diez preguntas respondidas
Preguntas de los equipos de cumplimiento ambiental, los gerentes de ingeniería de planta y los equipos de proyectos de capital en las instalaciones de sinterización y peletización de acero que planifican mejoras para lograr emisiones ultrabajas.
¿Preparado para cumplir con las normas de emisiones ultrabajas a cualquier escala?
Descubra la gama completa de soluciones para el control de emisiones industriales.
Desde la reducción de la pluma magnética de peletización de acero a gran escala hasta Sistemas de oxidación térmica regenerativa para la reducción de COV industrialesNuestro equipo de ingeniería ofrece soluciones validadas mediante dinámica de fluidos computacional (CFD) y con certificación estructural para los requisitos de control de emisiones industriales más exigentes de China.





















