Étude de cas · Contrôle des émissions industrielles
Comment la plus grande ligne de granulation à grille à chaîne monobloc de Chine a atteint un fonctionnement sans panache visible, des objectifs d'émissions ultra-faibles de 10/35/50 mg/Nm³ pour les PM/SO₂/NOx et une conformité toute l'année dans un climat à forte humidité du fleuve Yangtze — en utilisant un système de réduction des panaches magnétiques en composite de graphène avec simulation du champ d'écoulement CFD et validation de la résistance structurelle à un débit sans précédent de 2 000 000 Nm³/h.
Traitement des gaz de combustion pour la granulation d'acier
Conformité aux normes d'émissions ultra-faibles
Simulation de champ d'écoulement par CFD
Purification magnétique des fumées à grande échelle
01 — Contexte industriel
La granulation de l'acier comme source majeure de pollution et l'impératif des émissions ultra-faibles
Les opérations de frittage et de bouletage sont responsables de la plus grande part de la pollution atmosphérique dans la chaîne de production d'acier. Selon les données de l'Association chinoise de l'acier, la consommation énergétique globale du secteur pour une tonne d'acier produite en 2017 était de 570,51 kg équivalent charbon, dont 25,59 kg équivalent charbon pour la production par bouletage. Dans le processus de cokéfaction et d'élaboration de l'acier, les émissions dues au frittage et au bouletage représentent environ 901 TP3T du total des émissions des aciéries : les particules fines issues du bouletage représentent 5,21 TP3T, le SO₂ 20,11 TP3T et les NOx 10,41 TP3T.
En réponse aux exigences croissantes de la politique de « défense du ciel bleu », des directives nationales ont été publiées conjointement par le ministère de l'Écologie et de l'Environnement et quatre autres ministères en 2019 — Avis sur la mise en œuvre d'une transformation à très faibles émissions dans l'industrie sidérurgique (HJ [2019] n° 35) — Fixe des limites de concentration horaires moyennes spécifiques pour les gaz de combustion des procédés de granulation et de frittage : particules (PM) ne doivent pas dépasser 10 mg/Nm³, SO₂ ne doit pas dépasser 35 mg/Nm³ et NOx ne doit pas dépasser 50 mg/Nm³. Ces objectifs extrêmement bas sont nettement plus stricts que les précédents. Norme d'émission de polluants atmosphériques de l'industrie sidérurgique (GB 28662−2012), rendant inévitables des mises à niveau complètes du système de traitement pour toute installation de granulation prévoyant de poursuivre son activité.
Pour l'usine étudiée ici – exploitant la plus grande ligne de granulation à grille à chaîne monobloc de Chine (500 t/h), la plus grande ligne de production de machines à grille à chaîne au monde, et une autre ligne de 500 t/h en construction – la modernisation à très faibles émissions n'était pas une simple mise en conformité, mais un investissement stratégique pour la continuité de son exploitation à long terme. L'usine a installé un système de désulfuration des gaz de combustion par voie humide (WFGD) à base de calcaire et de gypse parallèlement à cette modernisation de l'agent de traitement des fumées (MPA), créant ainsi une chaîne de traitement complète à très faibles émissions en plusieurs étapes, où le MPA assure l'élimination finale des panaches visibles et le polissage en profondeur.
« Avec un débit de 2 000 000 Nm³/h, il ne s’agit pas d’une unité MPA standard ; c’est une structure industrielle de grande envergure qui exige la même rigueur d’ingénierie qu’un grand projet de génie civil ou mécanique. La simulation numérique des écoulements et l’analyse de la résistance structurelle ne sont pas des améliorations optionnelles ; ce sont des exigences de conception fondamentales sans lesquelles le système ne peut être construit en toute sécurité ni fonctionner correctement. »
— Résumé technique d'ingénierie, Projet de réduction des panaches magnétiques de l'industrie sidérurgique

02 — Profil de pollution
Émissions réelles avant la mise à niveau : gaz de combustion de la granulation à grille à chaîne à 2 000 000 Nm³/h
L'installation utilise un procédé de production de granulés oxydés par cuisson sur grille à chaîne dans un four rotatif, avec une capacité de production annuelle de 5 millions de tonnes. Avant la modernisation pour réduire considérablement les émissions, le système de surveillance des émissions en ligne enregistrait les concentrations moyennes suivantes à la sortie de la ligne de granulation : particules fines (PM12) en moyenne (pic jusqu'à 16 mg/Nm³), SO₂ en moyenne (106 mg/Nm³, pic jusqu'à 180 mg/Nm³) et NOx en moyenne (environ 116 mg/Nm³, pic jusqu'à 200 mg/Nm³). La température moyenne des gaz était de 50 °C, la teneur en oxygène de 181 µg/L et l'humidité relative moyenne à la sortie de la cheminée de 51 µg/L.
Même aux concentrations initiales, les niveaux de particules, de SO₂ et de NOx dépassaient déjà les normes d'émission ultra-faibles requises par le décret n° 35 [2019] et les limites fixées par l'autorité environnementale locale pour les unités de granulation à grille mobile : 10 mg/Nm³ pour les particules, 35 mg/Nm³ pour le SO₂ et 50 mg/Nm³ pour les NOx. Le projet de modernisation comprenait donc la réfection du système de désulfuration existant sur le site de l'usine de granulation, l'installation d'un nouveau système de désulfuration et d'une nouvelle unité d'élimination des panaches blancs des gaz de combustion désulfurés, permettant ainsi de résoudre définitivement le problème des niveaux de polluants émis par les gaz de combustion et d'atteindre les normes d'émission ultra-faibles.
Le site se situe dans l'est de la province du Hubei, dans une zone climatique subtropicale de mousson caractérisée par des saisons bien marquées, des précipitations abondantes et des étés chauds et humides, contrastant avec des hivers froids et secs, accompagnés de vents saisonniers du nord. La vitesse moyenne annuelle du vent est de 2,4 m/s ; la température extérieure de conception pour l'hiver est de −2 °C et celle pour l'été de 39 °C. La température moyenne annuelle est de 17,3 °C, le mois le plus froid affichant une moyenne de 4,6 °C. L'humidité relative moyenne annuelle est de 74,9 g/m³, avec une moyenne de 18,92 g/m³ d'avril à octobre. De novembre à mars de l'année suivante, la température moyenne reste inférieure à 13 °C et l'humidité relative se maintient entre 67 et 80 g/m³, ce qui explique la présence persistante d'un panache blanc visible pendant plus de la moitié de l'année.
| Paramètre | Avant la mise à niveau (moyenne / pic) | Cible post-mise à niveau | Limite ultra-basse |
|---|---|---|---|
| NOx | 116 / 200 mg/Nm³ | ≤50 mg/Nm³ | 50 mg/Nm³ |
| SO₂ | 106 / 180 mg/Nm³ | ≤35 mg/Nm³ | 35 mg/Nm³ |
| Matières particulaires (PM) | 12 / 16 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Densité de polluants à l'entrée mixte (entrée MPA) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Plume blanche visible | Présent (persistant) | Aucun (invisible) | En gros, pas de panache blanc |
| Volume total des gaz de combustion | 2 000 000 Nm³/h | — | — |
| Température des gaz de combustion (entrée de la cheminée) | 53°C | — | — |
| teneur en oxygène | 18% | — | — |
| Humidité d'entrée (à MPA) | 12.7% | — | — |
| Norme applicable | GB 28662−2012 + Exigences relatives aux émissions ultra-faibles (HJ [2019] n° 35) | ||
03 — Exigences d'ingénierie
Critères de conception : L’ingénierie à grande échelle exige plus que les spécifications standard de l’MPA
Lorsque le volume de gaz de combustion atteint 2 000 000 Nm³/h, l'unité MPA passe du statut d'équipement industriel à celui d'infrastructure de génie civil de grande envergure. Les exigences d'ingénierie décrites ci-dessous reflètent la rigueur accrue requise à cette échelle, au-delà des critères standard applicables aux installations de plus petite taille.
Conformité aux normes d'émissions ultra-faibles
Toutes les technologies sélectionnées doivent atteindre simultanément, dans toutes les conditions de fonctionnement, des seuils de PM ≤ 10 mg/Nm³, de SO₂ ≤ 35 mg/Nm³ et de NOx ≤ 50 mg/Nm³. Il s'agit de limites de concentration moyennes horaires, et non de moyennes sur de courtes périodes, ce qui exige une performance de purification extrêmement stable, sans pics de dépassement.
Simulation du champ d'écoulement par CFD (obligatoire)
À un débit de 2 000 000 Nm³/h, l’uniformité de la distribution du gaz dans la section transversale de l’absorbeur ne peut être présumée à partir des méthodes de dimensionnement standard des conduits. Une simulation CFD de l’écoulement complet – depuis le conduit d’entrée de l’unité de mélange jusqu’à la sortie, en passant par les étages d’absorption primaire et secondaire – est un livrable de conception obligatoire. L’écart d’uniformité cible doit être confirmé à ≤ 8,61 TP3T avant le début de tout travail de structure.
Analyse de la résistance structurelle (obligatoire)
Une unité MPA de 40,0 × 40,0 × 24,5 m est une structure imposante exposée aux charges de vent, aux forces sismiques et au poids statique de la couche absorbante en composite de graphène. Une analyse complète de la résistance structurelle par éléments finis doit être réalisée avant la validation des plans détaillés pour la fabrication. La structure porteuse doit satisfaire aux critères de charge statique et dynamique liés au vent pour la zone de vent du site d'Ezhou.
Spécifications pour climat à forte humidité
Avec une humidité relative moyenne annuelle de 74,91 TP3T et une humidité relative de 671 TP3T à 801 TP3T de novembre à mars, le système MPA doit assurer une élimination complète des panaches de fumée tout au long de l'année, et non seulement pendant les mois d'été plus secs. La configuration du champ magnétique doit être spécifiée en tenant compte du facteur de correction d'humidité appliqué au calcul de l'intensité du champ, afin de garantir une évacuation invisible même par forte humidité en hiver et en automne.
Tolérance à la charge et uniformité des gaz
Le rendement du four de granulation varie en fonction de la qualité du minerai de fer utilisé, du calendrier de production et de la maintenance planifiée des sections du four. Le système MPA doit maintenir le niveau de purification nominal sur une capacité de 10% à 110%. L'uniformité du gaz sur l'ensemble de la section d'absorption de 40 × 40 m doit être vérifiée par simulation numérique des fluides (CFD) et confirmée par des mesures sur site après la mise en service.
Matériaux résistants à la corrosion à grande échelle
Les gaz de combustion issus de la granulation des gaz de combustion après traitement des fumées contiennent des aérosols de SO₂ résiduels et des brouillards acides. Tous les matériaux absorbants, les composants de raccordement des conduits et les systèmes de traitement des condensats doivent être conçus pour résister à un fonctionnement prolongé en présence de brouillards acides. À cette échelle, la quantité de matériaux concernés rend toute remise en état après mise en service extrêmement coûteuse.
Gestion des interverrouillages de sécurité
Le système de verrouillage de sécurité doit rester opérationnel en permanence, y compris pendant les périodes d'inspection. Lors des opérations de maintenance planifiées, le verrouillage de sécurité complet doit être maintenu en service afin de prévenir toute perte d'équipement due à une défaillance de la séquence de contrôle. Cette exigence est explicitement mentionnée dans le résumé du retour d'expérience du projet comme un enseignement opérationnel essentiel.
Zéro pollution secondaire
L'étape MPA ne génère ni nouvelles eaux usées, ni réactifs usés, ni déchets dangereux supplémentaires. À l'échelle de 2 000 000 Nm³/h, même de faibles volumes spécifiques d'eaux usées par unité de gaz traité se traduisent par des quantités absolues importantes d'eaux usées, imposant des obligations considérables de traitement secondaire.
04 — Solution de traitement
Conception d'un système MPA de 2 000 000 Nm³/h : CFD, analyse structurelle et architecture d'absorbeur multi-étages
L'atténuation des panaches magnétiques (APM) à cette échelle — également appelée purification magnétique des fumées à grande échelle, suppression des panaches non thermiques à très grande échelle, ou polissage des gaz de combustion à très faibles émissions Ce procédé repose sur le même principe de capture magnétique que les installations de plus petite taille : le générateur BLEMG-2KK crée un champ magnétique à gradient qui dirige les molécules paramagnétiques et les particules d’aérosol chargées vers la couche absorbante en composite de graphène. La complexité d’ingénierie requise pour garantir une distribution uniforme des gaz et l’intégrité structurelle à l’échelle de l’unité (40,0 × 40,0 × 24,5 m) distingue cette application de 2 000 000 Nm³/h.
Flux de traitement amélioré : Four à grille à chaînes vers cheminée à très faibles émissions
Four de granulation
(Pré-dépoussiérage)
Dénitrification
WFGD
(BLCNXB-200W)
Pile à émissions
⭐ Nouveaux équipements dans cette mise à jour
.webp)
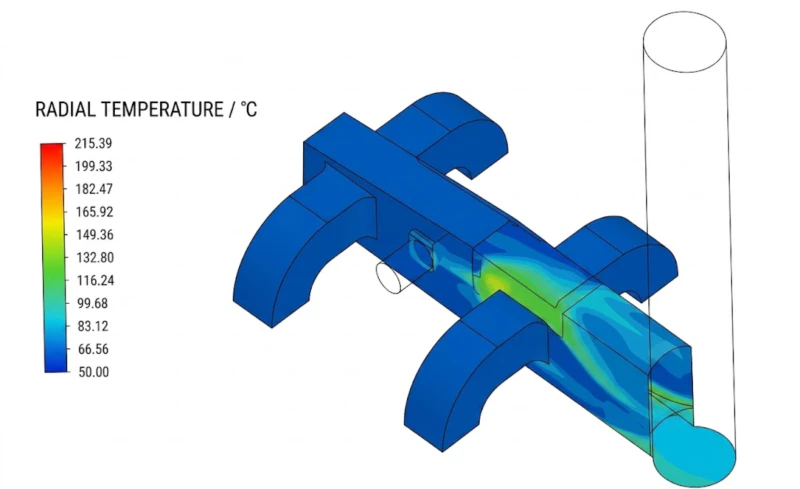
Simulation numérique du champ d'écoulement : validation de l'uniformité du gaz avant la construction
L'uniformité de la distribution des gaz dans la section transversale de l'absorbeur est le paramètre de performance le plus critique pour une unité MPA de grande taille. Si la vitesse et la concentration des gaz ne sont pas uniformes, les zones de vitesse locale élevée transporteront les polluants non capturés directement vers la sortie, tandis que les zones de faible vitesse locale seront sous-utilisées. Pour une section d'absorbeur de 40 × 40 m, ce risque est beaucoup plus important que pour une unité de 4 × 4 m, car le rapport entre les longueurs des conduits périphériques et centraux est bien plus élevé.
Une simulation CFD du champ d'écoulement a été réalisée sur l'ensemble du modèle géométrique du système MPA, depuis le conduit d'entrée de l'unité de mélange jusqu'aux deux étages d'absorption. La simulation a calculé la perte de charge à chaque section et a mis en évidence une non-uniformité de la distribution de la vitesse du gaz. Plusieurs itérations de simulation ont été effectuées avec des configurations de pales directrices et des sections transversales de conduits ajustées, jusqu'à ce que l'écart moyen d'uniformité soit réduit à 8,61 TP3T, conformément aux spécifications de conception. La distribution de la perte de charge a confirmé les valeurs suivantes : conduit d'entrée de l'unité de mélange : 72,81 Pa ; mélangeur primaire : 70,12 Pa ; conduit inter-mélangeurs : 97,92 Pa ; mélangeur secondaire : 181,49 Pa ; unité de pales directrices : 71,03 Pa ; pales directrices à la sortie de la cheminée : 166,96 Pa ; perte de charge totale du système : 660,32 Pa.
Paramètres techniques clés
| Paramètre | Spécification |
|---|---|
| Modèle d'unité | BLCNXB-200W |
| Type de mise en page | Module autonome externe à la tour |
| Orientation du flux d'air | Entrée par le bas, échappement par le haut |
| Efficacité de purification | ≥97% |
| Concentration de polluants mixtes à l'entrée | 50 mg/Nm³ |
| Concentration de polluants mixtes à la sortie | ≤10 mg/Nm³ |
| Résistance du système | 800 Pa |
| Volume des gaz de combustion traités | 2 000 000 Nm³/h |
| Température des gaz de combustion à l'entrée (unité MPa) | ≈53°C |
| Matériau de la couche absorbante | Composite de graphène |
| Dimensions de l'équipement (L×l×H) | 40,0 m × 40,0 m × 24,5 m |
| Modèle de générateur d'énergie magnétique | BLEMG-2KK |
| Puissance totale du système | 1 511 kW (pompe de vidange 11 kW + générateur MPA 1 500 kW) |
| Heures d'exploitation annuelles | 7 200 h/an |
| Coût annuel de l'électricité | Environ 7 071 480 RMB/an |
| Écart d'uniformité des gaz en CFD | 8,6% moyenne (validée par simulation) |
| chute de pression totale du système | 660,32 Pa (calculé par CFD) |
.webp)
05 — Principaux avantages
Pourquoi la BLCNXB-200W est-elle la solution idéale pour la plus grande ligne de granulation de Chine ?
- ✓
Un champ d'écoulement validé par CFD garantit une uniformité éprouvée avant le début des travaux sur site : Pour une section d'absorbeur de 40 × 40 m, l'obtention d'une distribution uniforme des gaz constitue le principal défi d'ingénierie. La simulation CFD a validé un écart moyen d'uniformité de vitesse de 8,61 TP3T sur toute la section transversale de l'absorbeur, ce qui confère une confiance quantitative dans la conception avant même la fabrication de la moindre structure métallique. Cette validation préalable à la construction élimine le risque de découvrir des problèmes de mauvaise distribution du flux lors de la mise en service, lorsque les seules solutions correctives consistent en des modifications structurelles coûteuses. - ✓
Performances à très faibles émissions vérifiées par une surveillance indépendante des cheminées : Un contrôle indépendant effectué le 19 juillet 2023 a confirmé les concentrations à la sortie suivantes : particules fines (PM1,6–1,8 mg/Nm³, limite 10), SO₂ (SO₂) (limite 35, 17–19 mg/Nm³) et NOx (NOx) (limite 50 pour les NOx provenant du système de dénitrification – valeurs mesurées conformes à l’objectif global de conformité pour l’ensemble du système). Les concentrations réelles à la cheminée sont bien inférieures aux limites d’émissions ultra-faibles, ce qui démontre une marge de conformité substantielle. - ✓
L'analyse de la résistance structurelle permet une construction sûre à l'échelle des infrastructures : La construction d'une structure de 40,0 × 40,0 × 24,5 m exposée aux charges du vent en milieu industriel ouvert représente un défi d'ingénierie classique. L'analyse de résistance structurelle par éléments finis, réalisée conjointement à la simulation CFD, a confirmé que la charpente métallique satisfait aux exigences de charge statique gravitationnelle et aux critères de charge dynamique du vent pour la zone climatique d'Ezhou. Ces résultats ont permis à l'équipe de construction de poursuivre les travaux en toute confiance et à l'usine d'obtenir la certification de sécurité structurelle requise pour l'installation finale. - ✓
Débit invisible permanent dans un climat à forte humidité du fleuve Yangtsé : Le site d'Ezhou, avec son humidité moyenne annuelle de 74,91 TP3T et ses hivers froids et humides, présente l'un des climats les plus difficiles à maîtriser pour la suppression des panaches de fumée en Chine centrale. Le générateur BLEMG-2KK a été spécifié avec un facteur de correction d'humidité, garantissant ainsi un rejet invisible non seulement pendant les étés secs, mais aussi durant les mois d'automne et d'hiver, caractérisés par une forte humidité, conditions atmosphériques les plus propices à la formation de panaches visibles. - ✓
Pollution secondaire zéro à grande échelle, là où de petits volumes spécifiques deviennent de grandes quantités absolues : À un débit de 2 000 000 Nm³/h, même un très faible taux de production d'eaux usées par unité de volume traité se traduirait par des volumes journaliers absolus d'eaux usées considérables. Le procédé à sec MPA ne génère aucune eau usée en continu, ce qui élimine totalement cet effet d'entartrage et permet de maintenir le périmètre du permis environnemental post-modernisation identique à celui d'avant la modernisation pour tous les paramètres liés aux eaux usées. - ✓
La marge de conformité stratégique protège la continuité opérationnelle alors que les normes continuent de se durcir : Avec des concentrations de PM mesurées de 1,6 à 1,8 mg/Nm³ contre une limite de 10 mg/Nm³, le système offre une marge de conformité 80-84% supérieure à la limite ultra-basse actuelle. Face à l'évolution constante du cadre réglementaire du secteur sidérurgique, cette marge substantielle protège l'installation contre un durcissement futur des normes et lui évite le risque de réduction forcée de la production auquel sont régulièrement confrontées les installations fonctionnant à proximité des limites actuelles.
06 — Résultats opérationnels
Résultats du suivi indépendant : Objectifs ultra-faibles atteints avec une marge de conformité substantielle
Un contrôle indépendant effectué le 19 juillet 2023 a confirmé les concentrations d'émissions de cheminée vérifiées suivantes à la sortie du BLCNXB-200W, ainsi que les paramètres de débit mesurés :
Les particules mesurées à 1,6–1,8 mg/Nm³ représentent une marge de conformité de 82–84% par rapport à la limite ultra-basse de 10 mg/Nm³. Le SO₂ à 17–19 mg/Nm³ par rapport à une limite de 35 mg/Nm³ offre une marge de 46–51%. Ces résultats démontrent non seulement la conformité, mais aussi une surconformité robuste qui protège l'installation contre l'incertitude de mesure, le durcissement futur des normes et les variations saisonnières de performance.

07 — Précautions d'implémentation
Considérations critiques d'ingénierie et d'exploitation à l'échelle de 2 000 000 Nm³/h
- ⚠️
L'uniformité des gaz à grande échelle (MPA) est un problème de CFD, et non un problème standard de dimensionnement des conduits : Les règles standard de dimensionnement des conduits industriels, qui supposent une uniformité de vitesse acceptable pour des volumes de gaz modérés, ne s'appliquent plus lorsque la section transversale de l'absorbeur atteint 40 × 40 m. À cette échelle, le rapport entre la résistance du flux périphérique et celle du flux central engendre une mauvaise répartition du flux qu'une simple insertion d'ailettes directrices ne peut corriger entièrement sans une optimisation par simulation numérique (CFD). La simulation CFD de ce projet a nécessité plusieurs itérations avant d'atteindre l'objectif d'écart d'uniformité moyen de 8,61 TP3T. Pour toute installation MPA supérieure à environ 500 000 Nm³/h, la simulation CFD doit être considérée comme un livrable d'ingénierie obligatoire, et non comme une option. - ⚠️
L'analyse de la résistance structurelle est une exigence essentielle en matière de sécurité à l'échelle des infrastructures : Une structure en acier de 40,0 × 40,0 × 24,5 m, située sur un site industriel ouvert, est soumise à d'importantes charges de vent, et le poids propre cumulé de la couche absorbante est considérable à cette échelle. Une analyse par éléments finis de la structure doit être réalisée par un ingénieur structure qualifié avant le lancement de la fabrication. Cette analyse doit prendre en compte les charges statiques (poids propre + charge de l'absorbeur + condensats en fonctionnement), les charges dynamiques dues au vent (zone de vitesse du vent locale) et les charges sismiques (zone sismique locale). Omettre cette analyse avant la construction représente un risque pour la sécurité, et non une simple négligence technique. - ⚠️
Les spécifications relatives à une humidité élevée doivent être appliquées dès la phase de conception de la résistance sur le terrain, et non corrigées après la mise en service : Le site d'Ezhou, avec une humidité moyenne annuelle de 74,91 TP3T, classe cette installation dans la catégorie des installations à forte humidité. Le choix du générateur BLEMG-2KK s'est appuyé sur le calcul du facteur de correction d'humidité, confirmant que l'intensité de champ standard serait insuffisante pour une élimination complète du panache en conditions hivernales de forte humidité. Pour tout site présentant une humidité moyenne annuelle supérieure à 651 TP3T, cette correction doit être appliquée avant toute commande d'équipement. La découverte, après mise en service, d'une élimination incomplète du panache due à une intensité de champ insuffisante nécessite une mise à niveau coûteuse du générateur ou l'ajout d'une unité BLIMF supplémentaire. - ⚠️
Les dispositifs de sécurité doivent rester en ligne sans exception pendant les périodes d'inspection et de maintenance : Le résumé du retour d'expérience du projet identifie explicitement cette exigence opérationnelle comme critique : lors des inspections d'équipements, le système de verrouillage de sécurité complet doit rester opérationnel. Un système MPA de grande taille comprend des composants motorisés (ventilateurs, pompes de vidange) susceptibles de se mettre en marche automatiquement en cas de détection d'anomalies par le système de contrôle. Si les dispositifs de verrouillage de sécurité sont désactivés lors d'une inspection manuelle, le personnel pénétrant dans le système pourrait être exposé à des démarrages automatiques inattendus. Cette exigence doit figurer à la fois dans la documentation des procédures opérationnelles et dans le système d'autorisation de travail pour toutes les activités de maintenance. - ⚠️
Une chute de pression du système de 660 Pa nécessite une validation par rapport à la capacité du ventilateur de tirage induit avant l'installation : La perte de charge totale du système BLCNXB-200W, de 660,32 Pa, est nettement supérieure aux 250 Pa généralement observés pour les installations MPA de plus petite taille. Ceci s'explique par l'architecture de l'absorbeur à plusieurs étages et les longueurs de conduits plus importantes requises à l'échelle de 2 000 000 Nm³/h. La capacité du ventilateur de tirage induit existant doit être validée par rapport à cette résistance totale du système (incluant toutes les pertes de charge dans les conduits en amont et en aval) avant la spécification de l'unité MPA. Si le ventilateur existant ne peut fournir la pression totale requise au débit de gaz nominal, une mise à niveau du ventilateur ou l'ajout d'un ventilateur d'appoint doit être intégré au périmètre du projet avant toute commande d'équipement. - ⚠️
Les coûts de fonctionnement annuels de 707,1 milliards de yuans nécessitent une justification du projet d'investissement au niveau du conseil d'administration, et non une approbation budgétaire standard pour la maintenance : Le coût annuel d'électricité du système BLCNXB-200W (1 511 kW, 7 200 h/an, 0,65 RMB/kWh = environ 707,1 millions de RMB/an) représente une dépense d'exploitation annuelle importante qui doit être intégrée au modèle de coûts d'exploitation à long terme établi pour l'approbation du projet d'investissement. Cependant, dans le contexte d'une production de granulés d'une capacité de 5 millions de tonnes par an, cela représente un surcoût marginal pour le coût total de production : environ 1,4 RMB par tonne de granulés produits au niveau de production actuel.
08 — Leçons tirées en ingénierie
Quatre leçons transposables tirées de la plus grande installation MPA de granulation à grille à chaîne monobloc au monde
- 1
L'échelle change la catégorie de discipline d'ingénierie, et pas seulement la taille de l'équipement. Passer d'un système MPA de 50 000 Nm³/h à un système de 2 000 000 Nm³/h ne se résume pas à l'acquisition d'une version plus grande de la même unité ; cela exige une méthodologie d'ingénierie différente, notamment la simulation numérique des fluides (CFD) et l'analyse de la résistance des structures, qui ne font pas partie des études d'ingénierie standard pour les systèmes MPA de plus petite taille. Toute organisation qui spécifie un système MPA d'une capacité supérieure à environ 300 000 à 500 000 Nm³/h devrait considérer la CFD et l'analyse des structures comme des éléments obligatoires du contrat d'ingénierie, avec des livrables et des critères d'approbation clairement définis. - 2
L'obtention d'une marge de conformité 80%+ est qualitativement différente de l'obtention d'une marge de conformité 0%. La concentration de PM vérifiée de 1,6 à 1,8 mg/Nm³, contre une limite de 10 mg/Nm³, ne constitue pas seulement une garantie de conformité ; elle représente une assurance contre l’incertitude de mesure, la dérive d’étalonnage des instruments, les variations saisonnières de performance et le durcissement futur des normes. Pour une aciérie où les ordres de réduction de production liés aux dépassements d’émissions peuvent interrompre la production quotidienne de milliers de tonnes, investir dans un système offrant une marge de 801 TP3T plutôt que de 201 TP3T relève d’une gestion rationnelle des risques, et non d’un surdimensionnement. - 3
La spécification de l'intensité du champ corrigée en fonction de l'humidité est tout aussi importante pour le bassin du fleuve Yangtsé que pour la région côtière du sud de la Chine. Le taux d'humidité moyen annuel de 74,91 TP3T à Ezhou peut paraître surprenant d'un point de vue géographique : cette ville se situe à l'intérieur des terres du centre de la Chine, et non sur une côte ou sous les tropiques. Cependant, le climat caractéristique de la vallée du Yangtsé, caractérisé par des précipitations abondantes et un ensoleillement limité, engendre une humidité élevée et persistante en toutes saisons. Les ingénieurs concevant des systèmes d'aires marines protégées (AMP) dans la ceinture économique du Yangtsé devraient systématiquement appliquer la correction d'humidité, et pas seulement aux sites identifiés comme « régions humides ». - 4
La discipline en matière de verrouillage de sécurité est plus critique, et non moins critique, dans les installations industrielles à grande échelle. Plus le système est grand, plus il comprend d'actionneurs, de moteurs et de boucles de régulation, et plus les conséquences d'un démarrage automatique inattendu lors d'une inspection manuelle sont importantes. L'instruction explicite, tirée du résumé du projet, de maintenir les dispositifs de sécurité actifs pendant les inspections est une leçon universelle pour tous les grands équipements industriels de contrôle des émissions, et pas seulement pour les systèmes MPA. Ce protocole doit être intégré aux procédures de mise en service, au système de consignation/déconsignation et au programme annuel de recyclage des opérateurs dès le premier jour d'exploitation.
09 — Foire aux questions
Réduction des panaches magnétiques lors du bouletage de l'acier à très faibles émissions : réponses à dix questions
Questions des équipes de conformité environnementale, des responsables de l'ingénierie des usines et des équipes de projets d'investissement des installations de frittage et de granulation d'acier qui planifient des mises à niveau à très faibles émissions.
Prêt pour une conformité aux normes d'émissions ultra-faibles à toutes les échelles ?
Découvrez la gamme complète des solutions de contrôle des émissions industrielles
De la réduction des panaches magnétiques lors de la granulation d'acier à très grande échelle à Systèmes d'oxydation thermique régénérative pour la réduction des COV industrielsNotre équipe d'ingénieurs fournit des solutions validées par CFD et certifiées structurellement pour répondre aux exigences les plus strictes de la Chine en matière de contrôle des émissions industrielles.





















