Fallstudie · Industrielle Emissionskontrolle
Wie Chinas größte Einzelanlagen-Kettenrost-Pelletieranlage einen sichtbaren Rauchfahnen-freien Betrieb, extrem niedrige Emissionsziele von 10/35/50 mg/Nm³ für PM/SO₂/NOx und die ganzjährige Einhaltung der Vorschriften im feuchten Klima des Jangtse-Flusses erreichte – durch den Einsatz eines Graphen-Verbund-Magnetrauchabwehrsystems mit CFD-Strömungsfeldsimulation und Validierung der Strukturfestigkeit bei einem beispiellosen Durchsatz von 2.000.000 Nm³/h.
Abgasbehandlung bei der Stahlpelletierung
Einhaltung der Emissionsgrenzwerte
CFD-Strömungsfeldsimulation
Magnetische Rauchabscheidung im großen Maßstab
01 — Branchenhintergrund
Stahlpelletierung als bedeutende Verschmutzungsquelle und das Gebot extrem niedriger Emissionen
Sinter- und Pelletierprozesse tragen den größten Anteil zur Luftverschmutzung in der Stahlproduktionskette bei. Laut Daten des chinesischen Stahlverbands betrug der Gesamtenergieverbrauch des Sektors im Jahr 2017 pro Tonne Stahl 570,51 kg Standardkohleäquivalent, wobei der Energieverbrauch für die Pelletierproduktion 25,59 kg Standardkohleäquivalent ausmachte. Im gesamten Prozess von der Verkokung bis zur Stahlherstellung entfallen rund 901 TP3T der Schadstoffbelastung durch Sinter- und Pelletierprozesse auf die Gesamtemissionsmenge des Stahlwerks: 5,21 TP3T entfallen auf Feinstaub, 20,11 TP3T auf SO₂ und 10,41 TP3T auf NOx.
Als Reaktion auf die steigenden Anforderungen der „Blue Sky Defense“-Politik wurden 2019 nationale Richtlinien vom Ministerium für Ökologie und Umwelt und vier weiteren Ministerien gemeinsam herausgegeben. Meinungen zur Umsetzung der Transformation hin zu ultra-niedrigen Emissionen in der Stahlindustrie (HJ [2019] Nr. 35) – Festlegung spezifischer stündlicher Durchschnittskonzentrationsgrenzwerte für Abgase aus der Pelletierungs- und Sinteranlage: Feinstaub (PM) maximal 10 mg/Nm³, SO₂ maximal 35 mg/Nm³ und NOx maximal 50 mg/Nm³. Diese extrem niedrigen Zielwerte sind wesentlich strenger als die vorherigen. Emissionsnorm für Luftschadstoffe in der Eisen- und Stahlindustrie (GB 28662−2012), wodurch umfassende Modernisierungen der Aufbereitungssysteme für jede Pelletieranlage, die den Weiterbetrieb plant, unumgänglich werden.
Für die Anlage in dieser Fallstudie – Betreiberin von Chinas größter Einzelanlage für Kettenrostgranulate mit einer Kapazität von 500 t/h und der weltweit größten Produktionslinie für Kettenrostmaschinen, wobei eine weitere Anlage mit 500 t/h im Bau ist – war die Modernisierung zur Emissionsminderung keine reine Pflichterfüllung, sondern eine strategische Investition in die langfristige Betriebssicherheit. Parallel zur Modernisierung der Membran- und Partikelfilteranlage (MPA) wurde eine Kalkstein-Gips-Rauchgasentschwefelungsanlage (WFGD) installiert. Dadurch entstand eine vollständige, mehrstufige Anlage zur Emissionsminderung, in der die MPA die abschließende Beseitigung der sichtbaren Rauchfahne und die Tiefenreinigung übernimmt.
„Bei einem Volumenstrom von 2.000.000 Nm³/h handelt es sich hierbei nicht um eine Standard-MPA-Anlage, sondern um eine großtechnische Industrieanlage, die dieselbe ingenieurtechnische Strenge erfordert wie ein umfangreiches Bau- oder Maschinenbauprojekt. CFD-Strömungsfeldsimulation und Strukturfestigkeitsanalyse sind keine optionalen Verbesserungen, sondern grundlegende Konstruktionsanforderungen, ohne die das System weder sicher gebaut noch zuverlässig betrieben werden kann.“
— Technische Zusammenfassung des Projekts zur Reduzierung magnetischer Schadstofffahnen in der Stahlindustrie

02 — Verschmutzungsprofil
Emissionsreale Situation vor der Modernisierung: Rauchgasaufbereitung mittels Kettenrostpelletierung bei 2.000.000 Nm³/h
Die Anlage nutzt ein Drehrohrofenverfahren mit Kettenrost-Rost-Technologie und produziert jährlich 5 Millionen Tonnen oxidierte Pellets. Vor der Umrüstung auf extrem niedrige Emissionen erfasste das Online-Emissionsüberwachungssystem folgende durchschnittliche Konzentrationen am Schornstein der Pelletieranlage: Feinstaub durchschnittlich 12 mg/Nm³ (Spitzenwert bis zu 16 mg/Nm³); SO₂ durchschnittlich 106 mg/Nm³ (Spitzenwert bis zu 180 mg/Nm³); NOx durchschnittlich ca. 116 mg/Nm³ (Spitzenwert bis zu 200 mg/Nm³). Die Gastemperatur betrug durchschnittlich 50 °C, der Sauerstoffgehalt 181 % µg/l und die relative Luftfeuchtigkeit am Schornstein durchschnittlich 51 % µg/l.
Bereits bei den vor der Modernisierung gemessenen Konzentrationen überschritten die vorhandenen Feinstaub-, SO₂- und NOx-Werte die in HJ [2019] Nr. 35 festgelegten Grenzwerte für ultraniedrige Emissionen sowie die von der örtlichen Umweltbehörde für die Kettenrostpelletierungsanlage festgelegten Grenzwerte für Feinstaub (10 mg/Nm³), SO₂ (35 mg/Nm³) und NOx (50 mg/Nm³). Die Modernisierung umfasste daher die Verbesserung der Effektivität der bestehenden Entschwefelungsanlage im Pelletierwerk, die Installation einer neuen Entschwefelungsanlage sowie die Anlage zur Beseitigung der weißen Rauchfahne des entschwefelten Rauchgases. Dadurch wurde die Frage der Einhaltung der Grenzwerte für ultraniedrige Emissionen der Rauchgasemissionen systematisch gelöst.
Der Standort befindet sich im Osten der Provinz Hubei in einer subtropischen Monsunklimazone mit ausgeprägten Jahreszeiten, reichlichen Niederschlägen und feucht-heißen Sommern sowie kalten, trockenen Wintern, die von saisonalen Nordwinden begleitet werden. Die mittlere jährliche Windgeschwindigkeit beträgt 2,4 m/s; die Auslegungstemperatur im Winter liegt bei −2 °C, die im Sommer bei 39 °C. Die mittlere Jahrestemperatur beträgt 17,3 °C, wobei der kälteste Monat durchschnittlich 4,6 °C aufweist. Die mittlere jährliche relative Luftfeuchtigkeit beträgt 74,91 g/m³, wobei der Feuchtigkeitsgehalt von April bis Oktober durchschnittlich 18,92 g/m³ beträgt. Von November bis März des Folgejahres bleibt die Durchschnittstemperatur unter 13 °C und die relative Luftfeuchtigkeit zwischen 671 g/m³ und 801 g/m³, wodurch die weiße Rauchfahne mehr als die Hälfte des Jahres ein beständiges, sichtbares Phänomen darstellt.
| Parameter | Vor dem Upgrade (Durchschnitt / Spitze) | Ziel nach dem Upgrade | Extrem niedriger Grenzwert |
|---|---|---|---|
| NOx | 116 / 200 mg/Nm³ | ≤50 mg/Nm³ | 50 mg/Nm³ |
| SO₂ | 106 / 180 mg/Nm³ | ≤35 mg/Nm³ | 35 mg/Nm³ |
| Feinstaub (PM) | 12 / 16 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Schadstoffkonzentration im Mischzulauf (MPA-Zulauf) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Sichtbare weiße Rauchfahne | Anwesend (anhaltend) | Keine (unsichtbar) | Im Grunde keine weiße Rauchfahne |
| Gesamtvolumen des Rauchgases | 2.000.000 Nm³/h | — | — |
| Abgastemperatur (Kamineintritt) | 53 °C | — | — |
| Sauerstoffgehalt | 18% | — | — |
| Einlassfeuchtigkeit (bei MPA) | 12.7% | — | — |
| Anwendbarer Standard | GB 28662−2012 + Anforderungen an extrem niedrige Emissionen (HJ [2019] Nr. 35) | ||
03 — Technische Anforderungen
Entwurfskriterien: Großtechnische Projekte erfordern mehr als die Standard-MPA-Spezifikation.
Sobald das Abgasvolumen 2.000.000 Nm³/h erreicht, wandelt sich die MPA-Anlage von einer Industrieanlage zu einer großtechnischen Infrastruktur. Die nachfolgenden technischen Anforderungen spiegeln die zusätzlichen Anforderungen wider, die in dieser Größenordnung über die Standardkriterien für kleinere Anlagen hinausgehen.
Einhaltung der Normen für extrem niedrige Emissionen
Alle ausgewählten Technologien müssen unter allen Betriebsbedingungen gleichzeitig die Grenzwerte PM ≤ 10 mg/Nm³, SO₂ ≤ 35 mg/Nm³ und NOx ≤ 50 mg/Nm³ einhalten. Es handelt sich hierbei um stündliche Durchschnittskonzentrationen, nicht um Kurzzeitmittelwerte. Dies erfordert eine äußerst stabile Reinigungsleistung ohne Grenzwertüberschreitungen.
CFD-Strömungsfeldsimulation (obligatorisch)
Bei einem Durchfluss von 2.000.000 Nm³/h kann die Gleichmäßigkeit der Gasverteilung über den Absorberquerschnitt nicht mehr durch gängige Verfahren zur Kanaldimensionierung gewährleistet werden. Die CFD-Simulation des gesamten Strömungsfelds – vom Einlasskanal der Mischeinheit über die primären und sekundären Absorberstufen bis zum Auslass – ist daher zwingend erforderlich. Die angestrebte Abweichung von der Gleichmäßigkeit muss vor Beginn jeglicher Bauarbeiten mit ≤ 8,6% bestätigt werden.
Strukturelle Festigkeitsanalyse (obligatorisch)
Eine MPA-Einheit mit den Abmessungen 40,0 × 40,0 × 24,5 m ist eine große Struktur, die Windlasten, seismischen Kräften und dem statischen Gewicht der Graphen-Verbundabsorberschicht in diesem Maßstab ausgesetzt ist. Vor der Freigabe der Detailkonstruktion für die Fertigung muss eine vollständige Finite-Elemente-Strukturanalyse durchgeführt werden. Die Tragkonstruktion muss sowohl die statischen als auch die dynamischen Windlastkriterien für die Windzone am Standort Ezhou erfüllen.
Spezifikation für Klimazonen mit hoher Luftfeuchtigkeit
Bei einer durchschnittlichen Jahresfeuchte von 74,91 TP3T und einer Luftfeuchtigkeit von 671 TP3T bis 801 TP3T im Zeitraum November bis März muss das MPA-System ganzjährig, nicht nur in den trockeneren Sommermonaten, eine vollständige Abgasabscheidung gewährleisten. Die Magnetfeldkonfiguration muss unter Berücksichtigung des Feuchtigkeitskorrekturfaktors bei der Berechnung der Feldstärke spezifiziert werden, um auch bei hoher Luftfeuchtigkeit im Winter und Herbst eine unsichtbare Entladung sicherzustellen.
Lasttoleranz und Gashomogenität
Die Leistung des Pelletierofens variiert mit der Qualität des Eisenerzes, der Produktionsplanung und der geplanten Wartung der Ofenabschnitte. Das MPA-System muss die geplante Reinheit über den gesamten Leistungsbereich von 101 TP3T bis 1101 TP3T gewährleisten. Die Gashomogenität über die gesamte 40 × 40 m große Absorberfläche muss mittels CFD-Simulation überprüft und nach der Inbetriebnahme durch Messungen vor Ort bestätigt werden.
Korrosionsbeständige Werkstoffe im Maßstab
Das nach der Pelletierung der WFGD-Anlage entstehende Rauchgas enthält Rest-SO₂-Aerosole und sauren Nebel. Alle Absorbermedien, Verbindungselemente der Rohrleitungen und Kondensatbehandlungssysteme müssen für den dauerhaften Betrieb mit saurem Nebel ausgelegt sein. Aufgrund der großen Materialmengen ist eine Sanierung nach der Inbetriebnahme extrem kostspielig.
Sicherheitsverriegelungsmanagement
Das Sicherheitsverriegelungssystem muss jederzeit, auch während Inspektionsphasen, in Betrieb bleiben. Bei geplanten Wartungsarbeiten muss die vollständige Sicherheitsverriegelung aktiv sein, um Anlagenausfälle durch Steuerungsfehler zu verhindern. Diese Anforderung ist in der Projektzusammenfassung ausdrücklich als wichtige betriebliche Erkenntnis vermerkt.
Null Sekundärverschmutzung
Im MPA-Verfahren entstehen keine neuen Abwässer, verbrauchten Reagenzien oder zusätzliche gefährliche Abfälle. Bei einer Anlagenkapazität von 2.000.000 Nm³/h führen selbst geringe spezifische Abwassermengen pro behandelter Gaseinheit zu großen absoluten Abwassermengen, die einen erheblichen Aufwand für die Nachbehandlung nach sich ziehen würden.
04 — Behandlungslösung
Wie ein MPA-System mit einer Kapazität von 2.000.000 Nm³/h konstruiert wird: CFD-Simulation, Strukturanalyse und mehrstufige Absorberarchitektur
Magnetische Rauchfahnenabscheidung (MPA) in diesem Maßstab – auch bezeichnet als großtechnische magnetische Rauchreinigung, Unterdrückung nicht-thermischer Rauchfahnen im Megamaßstab, oder Abgasreinigung mit extrem niedrigen Emissionen — folgt dem gleichen physikalischen Prinzip der magnetischen Abscheidung wie kleinere Anlagen: Der BLEMG-2KK-Generator erzeugt ein Gradientenmagnetfeld, das paramagnetische Moleküle und geladene Aerosolpartikel zur Graphen-Verbundabsorberschicht lenkt. Die Anlage mit einer Kapazität von 2.000.000 Nm³/h zeichnet sich durch die hohe technische Komplexität aus, die erforderlich ist, um eine gleichmäßige Gasverteilung und die strukturelle Integrität der 40,0 × 40,0 × 24,5 m großen Einheit zu gewährleisten.
Optimierter Behandlungsprozess: Vom Kettenrostofen zum emissionsarmen Kamin
Pelletierofen
(Vor dem Entstauben)
Denitrierung
WFGD
(BLCNXB-200W)
Emissionskamin
⭐ Neue Ausstattung in diesem Upgrade
.webp)
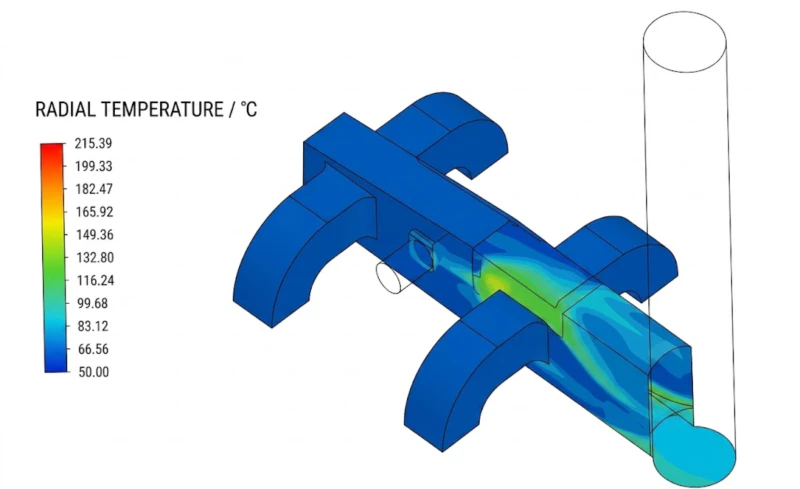
CFD-Strömungsfeldsimulation: Validierung der Gashomogenität vor Baubeginn
Die Gleichmäßigkeit der Gasverteilung über den Absorberquerschnitt ist der mit Abstand wichtigste Leistungsparameter einer großtechnischen MPA-Anlage. Bei ungleichmäßiger Gasgeschwindigkeit und -konzentration transportieren Bereiche mit hoher lokaler Geschwindigkeit nicht abgeschiedene Schadstoffe direkt zum Auslass, während Bereiche mit niedriger lokaler Geschwindigkeit nicht optimal genutzt werden. Bei einem 40 × 40 m großen Absorberquerschnitt ist dieses Risiko deutlich höher als bei einer 4 × 4 m großen Anlage, da das Verhältnis der Strömungsweglängen im Randbereich zum zentralen Bereich wesentlich größer ist.
Die CFD-Strömungsfeldsimulation wurde für das gesamte geometrische Modell des MPA-Systems durchgeführt, vom Einlasskanal der Mischeinheit bis zu beiden Absorberstufen. Die Simulation berechnete den Druckverlust in jedem Abschnitt und identifizierte die Ungleichmäßigkeit der Gasgeschwindigkeitsverteilung. Mehrere Simulationsiterationen mit angepassten Leitschaufelkonfigurationen und Kanalquerschnitten wurden durchgeführt, bis die mittlere Abweichung der Gleichmäßigkeit auf 8,61 TP3T – innerhalb der Auslegungsspezifikation – reduziert war. Die Druckverlustverteilung bestätigte sich wie folgt: Einlasskanal der Mischeinheit 72,81 Pa; Primärmischer 70,12 Pa; Zwischenmischerkanal 97,92 Pa; Sekundärmischer 181,49 Pa; Leitschaufeleinheit 71,03 Pa; Leitschaufel bis Kaminauslass 166,96 Pa; Gesamtdruckverlust des Systems 660,32 Pa.
Wichtigste technische Parameter
| Parameter | Spezifikation |
|---|---|
| Einheitenmodell | BLCNXB-200W |
| Layouttyp | Turmexternes, eigenständiges Modul |
| Luftstromrichtung | Ansaugung von unten, Abgas von oben |
| Reinigungseffizienz | ≥97% |
| Schadstoffkonzentration am Einlass | 50 mg/Nm³ |
| Schadstoffkonzentration am Auslass | ≤10 mg/Nm³ |
| Systemwiderstand | 800 Pa |
| Volumen des behandelten Rauchgases | 2.000.000 Nm³/h |
| Einlass-Rauchgastemperatur (MPA-Einheit) | ≈53°C |
| Absorberschichtmaterial | Graphen-Verbundwerkstoff |
| Geräteabmessungen (L×B×H) | 40,0 m × 40,0 m × 24,5 m |
| Modell eines Magnetenergiegenerators | BLEMG-2KK |
| Gesamtleistung des Systems | 1.511 kW (Ablaufpumpe 11 kW + MPA-Generator 1.500 kW) |
| Jährliche Betriebsstunden | 7.200 Stunden/Jahr |
| Jährliche Stromkosten | Ca. 7.071.480 RMB/Jahr |
| CFD-Gashomogenitätsabweichung | 8,6% Durchschnitt (durch Simulation validiert) |
| Gesamtdruckabfall im System | 660,32 Pa (CFD-berechnet) |
.webp)
05 — Kernvorteile
Warum ist BLCNXB-200W die richtige Lösung für Chinas größte Pelletieranlage?
- ✓
CFD-validiertes Strömungsfeld liefert nachgewiesene Gleichmäßigkeit vor Beginn der Bauarbeiten: Bei einem 40 × 40 m großen Absorberquerschnitt stellt die Erzielung einer gleichmäßigen Gasverteilung die zentrale technische Herausforderung dar. Die CFD-Simulation bestätigte eine mittlere Abweichung der Strömungsgeschwindigkeit von 8,61 TP3T über den gesamten Absorberquerschnitt und lieferte damit quantitative Sicherheit für die Konstruktion, bevor mit der Stahlfertigung begonnen wurde. Diese Validierung vor Baubeginn eliminiert das Risiko, bei der Inbetriebnahme Probleme mit der Strömungsverteilung zu entdecken, deren Behebung dann nur noch durch kostspielige bauliche Änderungen möglich wäre. - ✓
Durch unabhängige Schornsteinüberwachung nachgewiesene extrem niedrige Emissionswerte: Unabhängige Messungen am 19. Juli 2023 bestätigten folgende Emissionswerte am Abgasauslass: Feinstaub 1,6–1,8 mg/Nm³ (Grenzwert 10), SO₂ 17–19 mg/Nm³ (Grenzwert 35) und NOx 62–56 mg/Nm³ (Grenzwert 50 für NOx aus der Denitrifikationsanlage – die Messwerte liegen innerhalb des Gesamtzielbereichs für das System). Die tatsächlichen Konzentrationen am Schornstein liegen deutlich unter den Grenzwerten für extrem niedrige Emissionen, was einen erheblichen Spielraum für die Einhaltung der Grenzwerte belegt. - ✓
Strukturelle Festigkeitsanalyse ermöglicht sicheres Bauen im Infrastrukturmaßstab: Eine 40,0 × 40,0 × 24,5 m große Konstruktion, die in einem offenen Industriegebiet Windlasten ausgesetzt ist, stellt keine Standardaufgabe im Ingenieurwesen dar. Die parallel zur CFD-Simulation durchgeführte Finite-Elemente-Analyse der Tragwerksfestigkeit bestätigte, dass die Stahlkonstruktion sowohl die Anforderungen an die statische Eigenlast als auch die Kriterien für die dynamische Windlast der Klimazone Ezhou erfüllt. Dies ermöglichte es dem Bauteam, die Arbeiten mit Zuversicht fortzusetzen, und der Anlage, die erforderliche Sicherheitszertifizierung für die fertige Installation zu erhalten. - ✓
Ganzjährige unsichtbare Abflüsse im feuchten Klima des Jangtsekiang: Die durchschnittliche jährliche Luftfeuchtigkeit von 74,91 TP3T und die kalten, feuchten Winter am Standort Ezhou stellen eine der anspruchsvollsten Herausforderungen für die Rauchfahnenunterdrückung in Zentralchina dar. Der Generator BLEMG-2KK wurde mit dem entsprechenden Feuchtigkeitskorrekturfaktor spezifiziert, um eine unsichtbare Abgasabgabe nicht nur in trockenen Sommern, sondern auch in den feuchten Herbst- und Wintermonaten zu gewährleisten, wenn die atmosphärischen Bedingungen die Bildung sichtbarer Rauchfahnen begünstigen. - ✓
Keine Sekundärverschmutzung in einem Maßstab, in dem kleine spezifische Volumina große absolute Mengen ergeben: Bei einer Abwassermenge von 2.000.000 Nm³/h würde selbst eine sehr geringe Abwasserproduktionsrate pro behandeltem Volumen zu erheblichen täglichen Abwassermengen führen. Das Trockenverfahren der MPA erzeugt kein kontinuierliches Abwasser, wodurch dieser Skalierungseffekt vollständig verhindert wird und der Umfang der Umweltgenehmigung nach der Modernisierung hinsichtlich aller abwasserbezogenen Parameter dem Zustand vor der Modernisierung entspricht. - ✓
Strategischer Compliance-Spielraum schützt die Betriebskontinuität angesichts immer strengerer Standards: Bei einem gemessenen Feinstaubgehalt von 1,6–1,8 mg/Nm³ gegenüber einem Grenzwert von 10 mg/Nm³ bietet das System eine Konformitätsreserve von 80–84% über dem aktuellen Grenzwert. Angesichts der sich stetig weiterentwickelnden regulatorischen Rahmenbedingungen im Stahlsektor schützt diese beträchtliche Reserve das Werk vor zukünftigen Verschärfungen der Normen und vermeidet das Risiko erzwungener Produktionskürzungen, dem Werke, die nahe an den aktuellen Grenzwerten arbeiten, regelmäßig ausgesetzt sind.
06 — Betriebsergebnisse
Ergebnisse der unabhängigen Überwachung: Extrem niedrige Zielvorgaben mit erheblichem Compliance-Spielraum erreicht
Unabhängige Messungen am 19. Juli 2023 bestätigten die folgenden verifizierten Emissionskonzentrationen am Auslass des BLCNXB-200W sowie die gemessenen Durchflussparameter:
Die gemessenen Feinstaubwerte von 1,6–1,8 mg/Nm³ entsprechen einer Toleranz von 82–841 TP3T unterhalb des Grenzwerts von 10 mg/Nm³. Die SO₂-Konzentration von 17–19 mg/Nm³ gegenüber einem Grenzwert von 35 mg/Nm³ ergibt eine Toleranz von 46–511 TP3T. Diese Ergebnisse belegen nicht nur die Einhaltung der Grenzwerte, sondern eine deutliche Übererfüllung, die die Anlage vor Messunsicherheiten, zukünftigen Verschärfungen der Normen und saisonalen Leistungsschwankungen schützt.

07 — Hinweise zur Umsetzung
Kritische technische und betriebliche Überlegungen im Maßstab von 2.000.000 Nm³/h
- ⚠️
Die Gashomogenität bei großflächigen MPA ist ein CFD-Problem, kein Standardproblem der Kanaldimensionierung: Standardmäßige Auslegungsregeln für industrielle Kanäle – die eine akzeptable Geschwindigkeitsgleichmäßigkeit bei moderaten Gasvolumina voraussetzen – sind nicht anwendbar, wenn der Absorberquerschnitt 40 × 40 m erreicht. In diesem Maßstab führt das Verhältnis des Strömungswiderstands im peripheren zum zentralen Bereich zu einer Strömungsungleichverteilung, die sich durch einfache Leitschaufeln ohne CFD-gestützte Optimierung nicht vollständig beheben lässt. Die CFD-Simulation für dieses Projekt erforderte mehrere Iterationen, bis das Ziel der durchschnittlichen Abweichung von 8,61 TP3T erreicht war. Für jede MPA-Anlage mit einem Volumenstrom von über ca. 500.000 Nm³/h sollte CFD als obligatorischer Bestandteil der Planung und nicht als optionale Ergänzung betrachtet werden. - ⚠️
Die Analyse der strukturellen Festigkeit ist eine sicherheitskritische Anforderung im Infrastrukturbereich: Eine 40,0 × 40,0 × 24,5 m große Stahlkonstruktion auf einem offenen Industriegelände ist erheblichen Windlasten ausgesetzt, und das Eigengewicht der Absorberschicht ist in dieser Größenordnung beträchtlich. Vor der Freigabe der Konstruktionspläne zur Fertigung muss eine Finite-Elemente-Analyse des Tragwerks von einem qualifizierten Statiker durchgeführt werden. Die Analyse muss die statische Last (Eigengewicht + Absorberlast + Betriebskondensat), die dynamische Windlast (lokale Windgeschwindigkeitszone) und die seismische Last (lokale Erdbebenzone) berücksichtigen. Die Nichtdurchführung dieser Analyse vor Baubeginn stellt ein Sicherheitsrisiko dar und ist nicht nur ein Planungsfehler. - ⚠️
Die Anforderungen an die Belastbarkeit bei hoher Luftfeuchtigkeit müssen bereits bei der Auslegung der Feldstärke berücksichtigt werden und dürfen nicht erst nach der Inbetriebnahme korrigiert werden: Die mittlere jährliche Luftfeuchtigkeit von 74,91 TP3T am Standort Ezhou ordnet diese Anlage der Spezifikationskategorie für hohe Luftfeuchtigkeit zu. Die Auswahl des Generators BLEMG-2KK basierte auf der Berechnung des Feuchtigkeitskorrekturfaktors, die bestätigte, dass die Standardfeldstärke für eine vollständige Rauchfahnenunterdrückung unter winterlichen Bedingungen hoher Luftfeuchtigkeit nicht ausreicht. Bei Standorten mit einer mittleren jährlichen Luftfeuchtigkeit über 651 TP3T sollte diese Korrektur vor der Gerätebestellung angewendet werden. Die nach der Inbetriebnahme festgestellte unvollständige Rauchfahnenunterdrückung aufgrund einer zu geringen Feldstärke erfordert eine kostspielige Generatoraufrüstung oder die Installation zusätzlicher BLIMF-Einheiten. - ⚠️
Die Sicherheitsverriegelungen müssen während der gesamten Wartungsinspektionszeit ausnahmslos online bleiben: Die Projektzusammenfassung hebt dies ausdrücklich als kritische Betriebsanforderung hervor: Während der Inspektionsphasen der Anlagen muss das gesamte Sicherheitsverriegelungssystem in Betrieb bleiben. Eine große MPA-Anlage enthält motorbetriebene Komponenten (Lüfter, Kondenswasserpumpen), die sich bei Erkennung von Störungen durch das Steuerungssystem automatisch starten können. Werden die Sicherheitsverriegelungen bei manuellen Inspektionen umgangen, besteht für das Personal, das die Anlage betritt, die Gefahr unerwarteter automatischer Starts. Diese Anforderung sollte sowohl in die Dokumentation der Betriebsabläufe als auch in das formale Arbeitserlaubnisverfahren für alle Wartungsarbeiten aufgenommen werden. - ⚠️
Der Systemdruckabfall von 660 Pa erfordert vor der Installation eine Überprüfung der Saugzugventilatorleistung: Der Gesamtdruckverlust des BLCNXB-200W-Systems von 660,32 Pa ist deutlich höher als die für kleinere MPA-Anlagen typischen 250 Pa. Dies ist auf die mehrstufige Absorberarchitektur und die längeren Kanalstrecken zurückzuführen, die bei einer Kapazität von 2.000.000 Nm³/h erforderlich sind. Die Kapazität des vorhandenen Saugzugventilators muss anhand dieses Gesamtwiderstands des Systems (einschließlich aller Kanalverluste vor und nach dem System) überprüft werden, bevor die MPA-Anlage spezifiziert wird. Kann der vorhandene Ventilator den erforderlichen Gesamtdruck bei der Nenngasmenge nicht liefern, muss eine Ventilator-Aufrüstung oder die Installation eines zusätzlichen Ventilators in den Projektumfang aufgenommen werden, bevor die Geräte bestellt werden. - ⚠️
Die jährlichen Betriebskosten von 707,1 Zehntausend RMB erfordern eine Begründung des Investitionsprojekts auf Vorstandsebene, keine Genehmigung des Standard-Instandhaltungsbudgets: Die jährlichen Stromkosten für das System BLCNXB-200W (1.511 kW, 7.200 h/Jahr, 0,65 RMB/kWh = ca. 707,1 Zehntausend RMB/Jahr) stellen einen signifikanten jährlichen Betriebsaufwand dar, der in das langfristige Betriebskostenmodell für die Genehmigung des Investitionsprojekts einbezogen werden sollte. Im Kontext einer Pelletieranlage mit einer Jahreskapazität von 5 Millionen Tonnen entspricht dies jedoch nur einem geringen Mehraufwand zu den gesamten Produktionskosten – ca. 1,4 RMB pro Tonne Pelletproduktion beim aktuellen Durchsatz.
08 — Wichtigste Erkenntnisse aus dem Ingenieurwesen
Vier übertragbare Erkenntnisse aus der weltweit größten Einzel-Kettenrost-Pelletieranlage für Meeresbodenanlagen
- 1
Der Maßstab verändert die Kategorie der Ingenieurdisziplin, nicht nur die Größe der Ausrüstung. Die Umstellung von einer 50.000 Nm³/h-Mikrowellenanlage auf eine 2.000.000 Nm³/h-Anlage erfordert nicht einfach eine größere Version desselben Geräts, sondern eine andere Engineering-Methodik, insbesondere CFD-Strömungsfeldsimulationen und Strukturanalysen, die bei kleineren Mikrowellenanlagen nicht zum Standard-Engineering gehören. Organisationen, die eine Mikrowellenanlage mit einer Leistung von über ca. 300.000–500.000 Nm³/h planen, sollten CFD-Simulationen und Strukturanalysen als obligatorische Bestandteile des Engineering-Vertrags festlegen und klar definierte Ergebnisse sowie Genehmigungskriterien festlegen. - 2
Das Erreichen einer 80%+-Konformitätsmarge unterscheidet sich qualitativ vom Erreichen einer 0%-Konformitätsmarge. Die verifizierte PM-Konzentration von 1,6–1,8 mg/Nm³ gegenüber dem Grenzwert von 10 mg/Nm³ stellt nicht nur eine komfortable Einhaltung der Vorgaben dar, sondern bietet auch eine Absicherung gegen Messunsicherheiten, Kalibrierungsdrift der Instrumente, saisonale Leistungsschwankungen und zukünftige Verschärfungen der Normen. Für ein Stahlwerk, in dem Produktionsdrosselungen aufgrund von Emissionsüberschreitungen die tägliche Produktion von Tausenden Tonnen lahmlegen können, ist die Investition in ein System mit einer Sicherheitsmarge von 801 TP3T anstelle von 201 TP3T ein rationales Risikomanagement und keine Überdimensionierung. - 3
Die Spezifikation der feuchtigkeitskorrigierten Feldstärke ist für das Jangtse-Flussbecken genauso wichtig wie für die Küstenregion Südchinas. Die durchschnittliche jährliche Luftfeuchtigkeit von 74,91 % in Ezhou erscheint geografisch betrachtet ungewöhnlich – die Stadt liegt im Landesinneren Zentralchinas und nicht an der Küste oder in den Tropen. Das charakteristische Klima des Jangtse-Tals, das hohe Niederschläge bei wenigen Sonnenstunden kombiniert, führt jedoch zu einer anhaltend hohen Luftfeuchtigkeit in allen Jahreszeiten. Ingenieure, die Meeresschutzsysteme für Standorte im Wirtschaftsgürtel des Jangtse planen, sollten die Luftfeuchtigkeitskorrektur daher standardmäßig anwenden, nicht nur für Gebiete, die sie als „feuchte Regionen“ einstufen. - 4
Bei großindustriellen Anlagen ist die Einhaltung der Sicherheitsverriegelungsregeln von größerer, nicht weniger großer Bedeutung. Je größer das System, desto mehr Aktoren, Motoren und Regelkreise sind beteiligt und desto schwerwiegender sind die Folgen eines unerwarteten automatischen Starts während der manuellen Inspektion. Die im Projektbericht enthaltene ausdrückliche Anweisung, die Sicherheitsverriegelungen während der Inspektionszeiten aktiv zu halten, ist eine allgemeingültige Lehre für alle großen industriellen Emissionsminderungsanlagen, nicht nur für MPA. Dieses Protokoll sollte vom ersten Betriebstag an in die Inbetriebnahmeverfahren, das formale Sperr- und Kennzeichnungssystem sowie das jährliche Schulungsprogramm für die Bediener integriert werden.
09 — Häufig gestellte Fragen
Magnetische Abgasabsaugung bei der Stahlpelletierung im Maßstab ultraniedriger Emissionen: Zehn Fragen beantwortet
Fragen von Umweltauflagen-Teams, Anlagenbauleitern und Projektteams für Investitionsvorhaben in Stahlsinter- und Pelletieranlagen, die Modernisierungen zur Reduzierung der Emissionen planen.
Bereit für die Einhaltung extrem niedriger Emissionsvorschriften in jeder Größenordnung?
Entdecken Sie das gesamte Spektrum an Lösungen zur industriellen Emissionskontrolle
Von der Reduzierung magnetischer Abgasfahnen bei der Stahlpelletierung im Megamaßstab bis hin zu Regenerative thermische Oxidationssysteme zur industriellen VOC-MinderungUnser Ingenieurteam liefert CFD-validierte, strukturell zertifizierte Lösungen für Chinas anspruchsvollste industrielle Emissionskontrollanforderungen.





















