Para las pequeñas y medianas empresas (PYME) que operan en parques industriales maduros y densamente poblados, el cumplimiento ambiental presenta una paradoja de ingeniería única. Estas instalaciones deben adherirse a los mismos estándares de emisiones ultrabajas que las grandes centrales eléctricas, pero se ven gravemente limitadas por la falta de espacio disponible. Los depuradores húmedos tradicionales de caliza y yeso, con sus extensas piscinas de oxidación, pesadas redes de preparación de lodos y enormes centrífugas de deshidratación, son espacialmente imposibles de integrar. Para resolver esto, el sector de la ingeniería ambiental ha perfeccionado dos soluciones altamente compactas: Método de álcali único y el Sistema de desulfuración en seco SDSSi bien ambas empresas garantizan emisiones de SO₂ en la salida inferiores a 35 mg/Nm³, logran esta huella ambiental compacta mediante filosofías cinéticas totalmente diferentes. Este análisis técnico explora la geometría espacial, las ventajas y desventajas operativas, y la matriz de selección estratégica entre estos dos líderes del mercado medio.

Figura 1: Infraestructura compacta de desulfuración diseñada para zonas industriales con limitaciones de espacio.
1. Álcali único: Dominando la geometría vertical
Cuando una instalación requiere las ventajas de la rápida transferencia de masa que ofrece el lavado húmedo, pero carece del espacio necesario para un sistema a base de calcio, el método de álcali único es la solución óptima en fase líquida. La ventaja espacial de este proceso se deriva completamente de su química. Al utilizar hidróxido de sodio (NaOH) o carbonato de sodio (Na₂CO₃), el sistema opera con reactivos de extrema solubilidad.
Crecer hacia arriba, no hacia afuera.
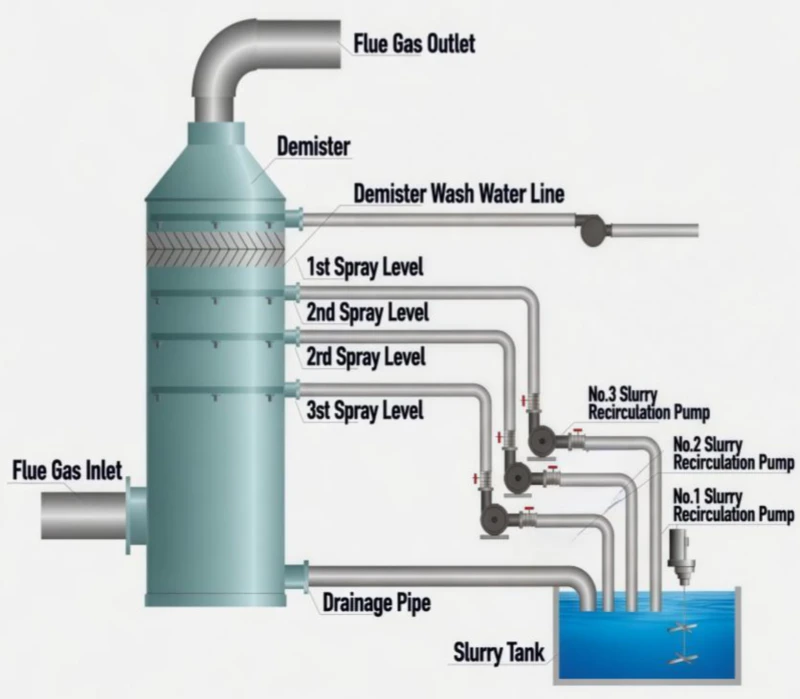
Debido a que el reactivo de sodio se disuelve completamente en estado iónico, la neutralización del SO₂ es prácticamente instantánea. Esta hiperreactividad permite a los ingenieros diseñar una torre de absorción con un diámetro significativamente menor en comparación con los depuradores de caliza. Además, como los productos de la reacción (sulfito de sodio) permanecen solubles, el sistema elimina la necesidad de grandes piscinas de oxidación y tanques de sedimentación de lodos. Toda la secuencia de reacción, desde la absorción de gas hasta el reciclaje de líquido, se encuentra dentro de una elegante estructura vertical aerodinámica.
Esta integración vertical resulta muy adecuada para unidades de tamaño mediano que procesan volúmenes de gases de combustión entre 10 000 y 1 000 000 m³/h. Funciona de manera óptima en condiciones de alto contenido de azufre, donde mantener un tamaño físico reducido es fundamental, sin el riesgo de la incrustación mecánica catastrófica asociada a los sistemas de calcio con espacio limitado.

Figura 2: Cuerpo de absorbedor de álcalis vertical único que minimiza la huella a nivel del suelo.
2. Desulfuración seca con SDS: La tubería como reactor
Ingeniería por eliminación
Si el método de álcali único minimiza la torre, el método SDS (bicarbonato de sodio seco) la elimina por completo. Para las PYME donde incluso una torre vertical estrecha resulta imposible de instalar, el método SDS ofrece la solución espacial definitiva: convertir el sistema de conductos de gases de combustión existente en un reactor químico.
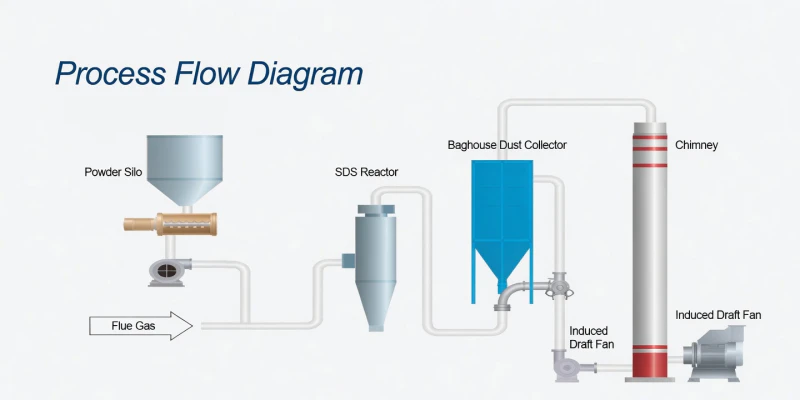
El proceso SDS se basa en la inyección neumática de polvo ultrafino de bicarbonato de sodio directamente en la corriente de gases de combustión calientes (140 °C–260 °C). Impulsado por la activación térmica, el polvo se descompone rápidamente, creando poros microscópicos (el «efecto palomitas de maíz») que capturan instantáneamente el SO₂. Al no haber suspensión líquida, no se requieren bombas de circulación, agitadores, tanques de sedimentación ni separadores de niebla.
El único requisito de espacio para un sistema SDS es un molino pulverizador compacto montado sobre patines y un pequeño silo de almacenamiento de polvo, que a menudo puede ubicarse lejos de la línea principal de extracción de gases. Los productos de la reacción se recogen mediante el filtro de mangas existente en la instalación, lo que convierte al SDS en una integración prácticamente invisible.

Figura 3: Infraestructura SDS montada sobre patines que elimina los enormes recipientes de depuración.
3. La matriz de selección: alineando el proceso con la huella ambiental.
¿Cuándo elegir un solo álcali?
El método de álcali único resulta ventajoso cuando una instalación dispone de poco espacio vertical, pero trata con gases de combustión a baja temperatura (<140 °C), donde la activación térmica de polvos secos no sería viable. También es la mejor opción cuando la carga de azufre de entrada es excepcionalmente alta o propensa a fluctuaciones extremas.
Además, si la PYME pretende recuperar subproductos químicos, concretamente sulfato de sodio de grado industrial, la dinámica de la fase líquida del sistema Single Alkali hace que este proceso de separación y recuperación sea altamente eficiente, creando una fuente de ingresos secundaria.
Esquema de transferencia de masa en fase líquida
¿Cuándo elegir SDS Dry?
El sistema SDS es el campeón indiscutible cuando las limitaciones de espacio son absolutas, es decir, cuando no hay espacio para construir nuevas torres. Es especialmente adecuado para gases de combustión a alta temperatura (140 °C–260 °C) presentes en hornos industriales y de vidrio.
El factor decisivo suele ser el agua residual. Si la instalación está sujeta a normativas de vertido cero de líquidos (ZLD) o carece de infraestructura para el tratamiento de aguas residuales, la reacción gas-sólido en seco del SDS es obligatoria. Gracias a su integración directa con el filtro de mangas existente, ofrece una mejora ambiental inmediata sin alterar la distribución de la planta.
Diseño de reacción en tuberías gas-sólido
4. Más allá del espacio: Sinergia de múltiples contaminantes
Si bien la huella ambiental es el principal factor determinante, en la selección de emisiones también debe considerarse el perfil químico de los gases de escape. Las pequeñas operaciones industriales rara vez emiten *solo* dióxido de azufre. A menudo producen una mezcla de partículas, trióxido de azufre (SO₃) y haluros altamente corrosivos.
En este caso, el sistema SDS Dry ofrece una importante ventaja secundaria. Debido a que el polvo de bicarbonato de sodio, altamente reactivo, recubre los filtros de mangas posteriores, forma una "torta de filtración" alcalina. A medida que los gases de escape pasan a través de esta torta, el sistema captura simultáneamente el SO₂, neutraliza el SO₃ (evitando la formación de niebla corrosiva de ácido sulfúrico) y elimina trazas de HCl y HF.
Este sistema sinérgico de control de múltiples contaminantes permite a las PYME cumplir con objetivos de cumplimiento complejos con un solo equipo montado sobre patines, maximizando el retorno de la inversión y protegiendo los conductos posteriores de la corrosión por punto de rocío ácido.
Diseñe su estrategia de cumplimiento espacial
No permita que las limitaciones físicas de sus instalaciones obstaculicen su camino hacia el cumplimiento ambiental y el crecimiento sostenible. Ya sea que su solución óptima sea la envolvente aerodinámica vertical del método de álcali único o la integración de tuberías sin impacto ambiental del proceso SDS Dry, la ingeniería de precisión es la respuesta. Comuníquese hoy mismo con BAOLAN EP INC. para una auditoría especializada de sus instalaciones y deje que nuestros ingenieros diseñen un sistema de desulfuración de alta eficiencia, adaptado a sus objetivos espaciales y volumétricos específicos.





















