For Small and Medium-sized Enterprises (SMEs) operating within mature, densely packed industrial parks, environmental compliance presents a unique engineering paradox. These facilities must adhere to the same ultra-low emission standards as massive utility power plants, yet they are critically handicapped by a lack of available real estate. Traditional Limestone-Gypsum wet scrubbers, with their sprawling oxidation pools, heavy slurry preparation networks, and massive dewatering centrifuges, are spatially impossible to integrate. To resolve this, the environmental engineering sector has refined two highly compact champions: The Single Alkali Method and the SDS Dry Desulfurization System. While both guarantee outlet SO₂ emissions below 35 mg/Nm³, they achieve this compact footprint through entirely divergent kinetic philosophies. This technical analysis explores the spatial geometry, operational trade-offs, and strategic selection matrix between these two mid-market dominators.

Fig 1: Compact Desulfurization Infrastructure Engineered for Spatially Constrained Industrial Zones
1. Single Alkali: Mastering Vertical Geometry
When a facility requires the rapid mass-transfer benefits of wet scrubbing but lacks the ground space for a calcium-based system, the Single Alkali method is the optimal liquid-phase solution. The spatial advantage of this process is entirely derived from its chemistry. By utilizing Sodium Hydroxide (NaOH) or Sodium Carbonate (Na₂CO₃), the system operates with reagents that possess extreme solubility.
Growing Upwards, Not Outwards
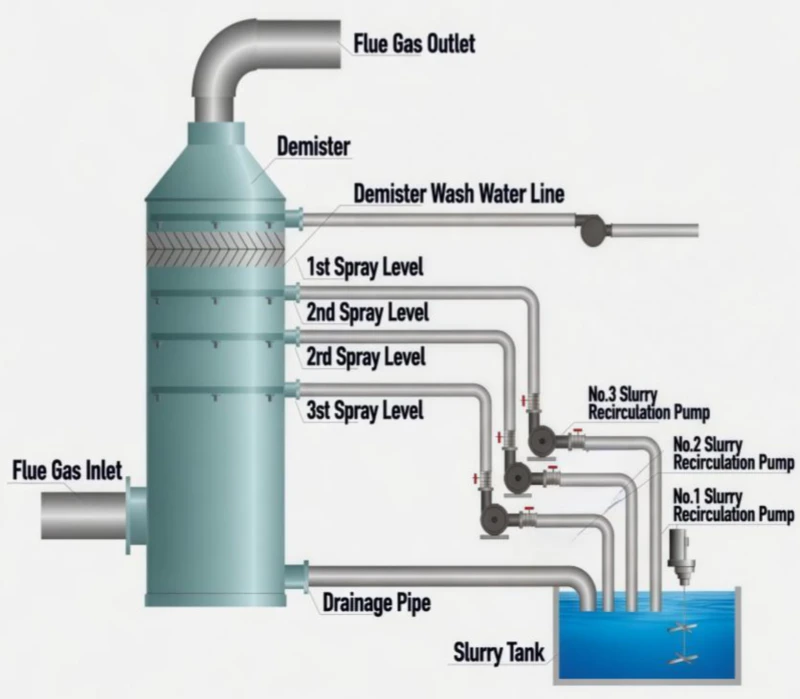
Because the sodium reagent dissolves completely into an ionic state, the neutralization of SO₂ is virtually instantaneous. This hyper-reactivity allows engineers to design an absorption tower with a significantly smaller diameter compared to limestone scrubbers. Furthermore, because the reaction products (Sodium Sulfite) remain soluble, the system eliminates the need for massive oxidation pools and sludge settling tanks. The entire reaction sequence—from gas absorption to liquid recycling—is contained within a sleek, vertical aerodynamic envelope.
This vertical integration is highly suitable for medium-sized units processing flue gas volumes between 10,000 and 1,000,000 m³/h. It thrives in high-sulfur conditions where maintaining a small physical footprint is mandatory, without risking the catastrophic mechanical scaling associated with cramped calcium systems.

Fig 2: Vertical Single Alkali Absorber Body minimizing ground-level footprint
2. SDS Dry Desulfurization: The Pipeline as a Reactor
Engineering by Elimination
If the Single Alkali method minimizes the tower, the SDS (Sodium Bicarbonate Dry) method eliminates it entirely. For SMEs where even a narrow vertical tower is impossible to accommodate, SDS provides the ultimate spatial hack: turning the existing flue gas ductwork into the chemical reactor.
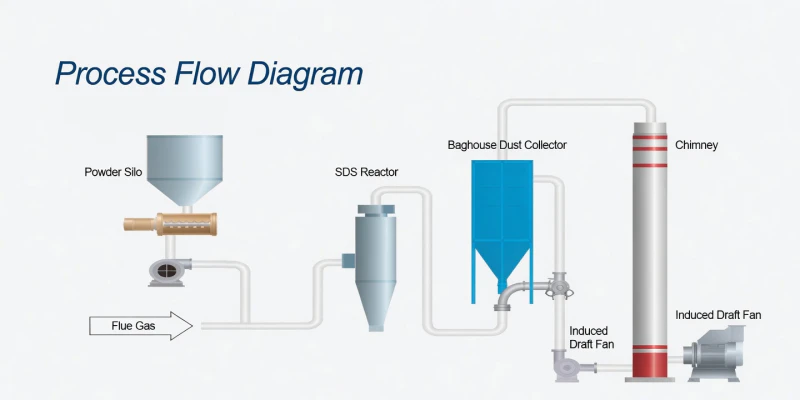
The SDS process relies on the pneumatic injection of ultra-fine sodium bicarbonate powder directly into the hot flue gas stream (140°C–260°C). Driven by thermal activation, the powder undergoes a rapid decomposition, creating microscopic pores (the “popcorn effect”) that instantly capture SO₂. Because there is no liquid slurry, there are no circulation pumps, no agitators, no settling tanks, and no demisters.
The only spatial requirement for an SDS system is a compact, skid-mounted pulverizing mill and a small powder storage silo, which can often be located remotely from the main exhaust line. The reaction products are collected by the facility’s existing baghouse filter, making SDS an invisible integration.

Fig 3: Skid-mounted SDS infrastructure eliminating massive scrubber vessels
3. The Selection Matrix: Aligning Process with Footprint
When to Choose Single Alkali
The Single Alkali method is the victor when a facility has a marginal amount of vertical space but is dealing with lower-temperature flue gases (<140°C) where thermal activation of dry powders would fail. It is also the superior choice when the inlet sulfur loading is exceptionally high or prone to extreme fluctuations.
Furthermore, if the SME intends to recover chemical by-products—specifically industrial-grade sodium sulfate—the liquid-phase dynamics of the Single Alkali system make this separation and recovery process highly efficient, creating a secondary revenue stream.
Liquid-Phase Mass Transfer Layout
When to Choose SDS Dry
SDS is the undisputed champion when spatial constraints are absolute—meaning zero room for new tower construction. It is highly favorable for high-temperature flue gases (140°C–260°C) found in industrial kilns and glass furnaces.
The deciding factor is often wastewater. If the facility is subject to zero-liquid-discharge (ZLD) mandates or lacks wastewater treatment infrastructure, the purely dry gas-solid reaction of SDS is mandatory. Because it integrates directly with the existing baghouse filter, it provides a “drop-in” environmental upgrade without disrupting the factory floor plan.
Gas-Solid Pipeline Reaction Layout
4. Beyond Space: Multi-Pollutant Synergy
While footprint is the primary battleground, the selection game must also account for the chemical profile of the exhaust. Small industrial operations rarely emit *just* sulfur dioxide. They often produce a cocktail of particulate matter, sulfur trioxide (SO₃), and highly corrosive halides.
Here, the SDS Dry system offers a significant secondary advantage. Because the highly reactive sodium bicarbonate powder coats the downstream baghouse filters, it forms an alkaline “filter cake.” As exhaust gases are forced through this cake, the system simultaneously captures SO₂, neutralizes SO₃ (preventing corrosive sulfuric acid mist), and removes trace levels of HCl and HF.
This synergistic multi-pollutant control allows SMEs to meet complex compliance targets with a single piece of skid-mounted equipment, maximizing ROI and protecting downstream ductwork from acid dew-point corrosion.
Architect Your Spatial Compliance Strategy
Don’t let the physical limitations of your facility block your path to environmental compliance and sustainable growth. Whether your optimal solution is the vertical aerodynamic envelope of the Single Alkali method or the zero-footprint pipeline integration of the SDS Dry process, precision engineering is the answer. Contact BAOLAN EP INC. today for a specialized site audit and let our engineers design a high-efficiency desulfurization system custom-tailored to your exact spatial and volumetric targets.





















