Pour les petites et moyennes entreprises (PME) implantées dans des zones industrielles denses et matures, la conformité environnementale représente un paradoxe d'ingénierie unique. Ces installations doivent respecter les mêmes normes d'émissions ultra-faibles que les grandes centrales électriques, mais sont fortement pénalisées par le manque d'espace disponible. Les laveurs de gaz traditionnels à base de calcaire et de gypse, avec leurs vastes bassins d'oxydation, leurs importants réseaux de préparation des boues et leurs imposantes centrifugeuses de déshydratation, sont spatialement impossibles à intégrer. Pour résoudre ce problème, le secteur du génie environnemental a mis au point deux solutions particulièrement compactes : Méthode à base d'alcali unique et le Système de désulfuration à sec SDSBien que les deux systèmes garantissent des émissions de SO₂ inférieures à 35 mg/Nm³, ils atteignent cette compacité grâce à des philosophies cinétiques totalement différentes. Cette analyse technique explore la configuration spatiale, les compromis opérationnels et la matrice de choix stratégique de ces deux acteurs majeurs du marché intermédiaire.

Figure 1 : Infrastructure de désulfuration compacte conçue pour les zones industrielles à espace restreint
1. Alcali unique : Maîtriser la géométrie verticale
Lorsqu'une installation requiert les avantages d'un transfert de masse rapide grâce au lavage humide, mais ne dispose pas de l'espace au sol nécessaire pour un système à base de calcium, la méthode à base d'alcali unique constitue la solution optimale en phase liquide. L'avantage spatial de ce procédé repose entièrement sur sa chimie. En utilisant de l'hydroxyde de sodium (NaOH) ou du carbonate de sodium (Na₂CO₃), le système fonctionne avec des réactifs présentant une solubilité extrême.
Grandir vers le haut, et non vers l'extérieur
Grâce à la dissolution complète du réactif sodique sous forme ionique, la neutralisation du SO₂ est quasi instantanée. Cette hyper-réactivité permet de concevoir une tour d'absorption de diamètre nettement inférieur à celui des épurateurs à calcaire. De plus, la solubilité des produits de la réaction (sulfite de sodium) élimine le besoin de bassins d'oxydation et de décantation de boues de grande taille. L'ensemble du processus, de l'absorption des gaz au recyclage des liquides, est intégré dans une structure verticale profilée et aérodynamique.
Cette intégration verticale est parfaitement adaptée aux unités de taille moyenne traitant des volumes de gaz de combustion compris entre 10 000 et 1 000 000 m³/h. Elle est particulièrement performante dans les environnements à forte teneur en soufre où un encombrement réduit est indispensable, sans risquer l’entartrage mécanique catastrophique associé aux systèmes à calcium exigus.

Figure 2 : Corps d'absorbeur alcalin vertical unique minimisant l'emprise au sol
2. Désulfuration à sec SDS : le pipeline comme réacteur
Ingénierie par élimination
Si la méthode à base d'alcali unique réduit la taille de la tour, la méthode SDS (bicarbonate de sodium sec) l'élimine complètement. Pour les PME où même une tour verticale étroite est impossible à installer, la méthode SDS offre une solution d'optimisation de l'espace ingénieuse : transformer les conduits de fumée existants en réacteur chimique.
Le procédé SDS repose sur l'injection pneumatique de poudre ultrafine de bicarbonate de sodium directement dans le flux de gaz de combustion chauds (140 °C à 260 °C). Sous l'effet de la chaleur, la poudre se décompose rapidement, créant des pores microscopiques (effet « popcorn ») qui capturent instantanément le SO₂. L'absence de suspension liquide permet de se passer de pompes de circulation, d'agitateurs, de décanteurs et de désembueurs.
Le seul encombrement requis pour un système SDS est un broyeur compact monté sur châssis et un petit silo de stockage de poudre, souvent situé à distance de la conduite d'évacuation principale. Les produits de la réaction sont collectés par le filtre à manches existant de l'installation, ce qui rend le système SDS invisible.

Figure 3 : Infrastructure SDS montée sur patins éliminant les cuves de lavage massives
3. La matrice de sélection : aligner le processus sur l’empreinte
Quand choisir une seule base alcaline
La méthode à base d'alcali unique est la plus appropriée lorsque l'espace vertical est limité et que les gaz de combustion sont à basse température (< 140 °C), conditions dans lesquelles l'activation thermique des poudres sèches serait inefficace. Elle constitue également le meilleur choix lorsque la teneur en soufre à l'entrée est exceptionnellement élevée ou sujette à de fortes variations.
De plus, si la PME a l'intention de récupérer des sous-produits chimiques, en particulier du sulfate de sodium de qualité industrielle, la dynamique en phase liquide du système Single Alkali rend ce processus de séparation et de récupération très efficace, créant ainsi une source de revenus secondaire.
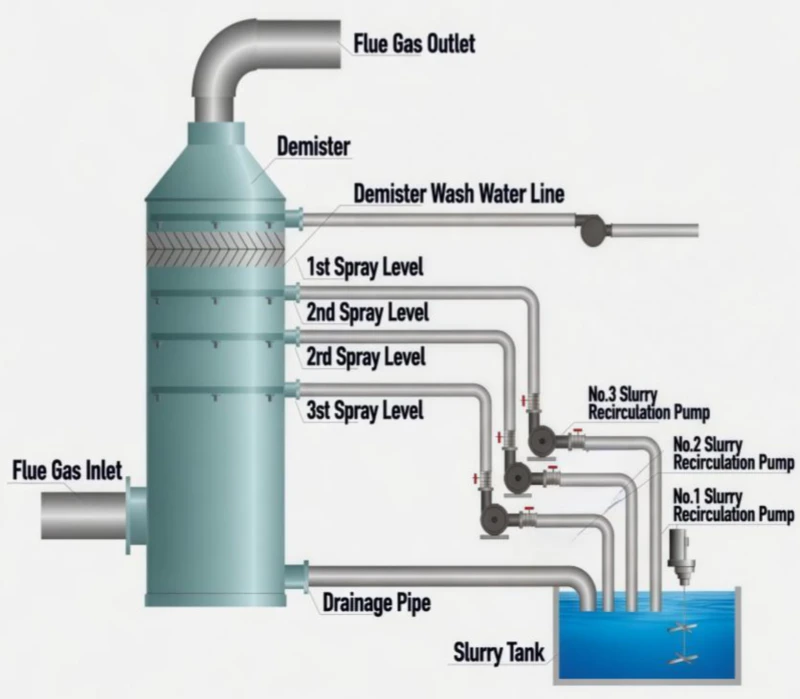
Schéma de transfert de masse en phase liquide
Quand choisir une fiche de données de sécurité (FDS) sèche
Le système SDS est incontestablement la solution optimale lorsque les contraintes d'espace sont absolues, c'est-à-dire lorsqu'il est impossible de construire une nouvelle tour. Il est particulièrement adapté aux gaz de combustion à haute température (140 °C à 260 °C) présents dans les fours industriels et les fours verriers.
Le facteur déterminant est souvent le traitement des eaux usées. Si l'installation est soumise à des exigences de rejet zéro liquide (ZLD) ou ne dispose pas d'infrastructures de traitement des eaux usées, la réaction gaz-solide à sec du SDS est obligatoire. Grâce à son intégration directe avec le filtre à manches existant, il constitue une solution environnementale simple et rapide, sans perturber l'agencement de l'usine.
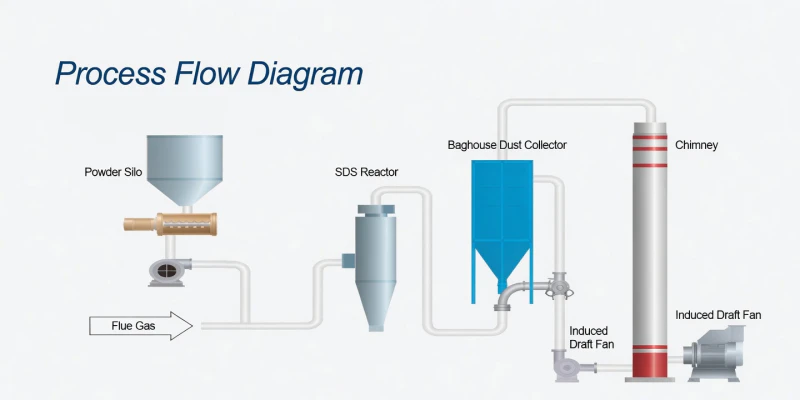
Schéma de réaction d'un pipeline gaz-solide
4. Au-delà de l'espace : synergie multipolluante
Si l'empreinte écologique est le principal critère de choix, la composition chimique des gaz d'échappement doit également être prise en compte. Les petites installations industrielles émettent rarement *uniquement* du dioxyde de soufre. Elles produisent souvent un mélange de particules fines, de trioxyde de soufre (SO₃) et d'halogénures hautement corrosifs.
Le système SDS Dry présente ici un avantage secondaire significatif. La poudre de bicarbonate de sodium, très réactive, recouvre les filtres à manches en aval et forme un « gâteau de filtration » alcalin. Lorsque les gaz d'échappement sont forcés à travers ce gâteau, le système capture simultanément le SO₂, neutralise le SO₃ (empêchant ainsi la formation de brouillards d'acide sulfurique corrosifs) et élimine les traces de HCl et de HF.
Ce contrôle synergique de plusieurs polluants permet aux PME d'atteindre des objectifs de conformité complexes grâce à un seul équipement monté sur châssis, maximisant ainsi le retour sur investissement et protégeant les conduits en aval de la corrosion due au point de rosée acide.
Élaborez votre stratégie de conformité spatiale
Ne laissez pas les contraintes physiques de vos installations entraver votre conformité environnementale et votre croissance durable. Que votre solution optimale soit l'encombrement vertical du procédé à base d'alcali unique ou l'intégration verticale sans encombrement du procédé SDS Dry, l'ingénierie de précision est la solution. Contactez BAOLAN EP INC. dès aujourd'hui pour un audit de site spécialisé et laissez nos ingénieurs concevoir un système de désulfuration haute performance, parfaitement adapté à vos objectifs spatiaux et volumétriques.





















