En el campo especializado de la desulfuración de gases de combustión (FGD), la huella de ingeniería de una instalación es una manifestación física directa de su cinética química interna. Si bien tanto el método de álcali único como el de caliza-yeso buscan la captura total del dióxido de azufre (SO₂), lo logran mediante arquitecturas moleculares fundamentalmente diferentes. Uno se basa en la disociación iónica ultrarrápida del hidróxido de sodio (NaOH) en una fase puramente líquida, mientras que el otro gestiona la disolución lenta y en múltiples etapas del carbonato de calcio sólido (CaCO₃). Este blog técnico desglosa estas dos rutas de reacción, explorando cómo la solubilidad molecular, la fuerza iónica y la evolución de los subproductos determinan el diseño mecánico y la eficiencia operativa de los depuradores industriales modernos.

Figura 1: Instalación integrada de desulfuración que representa la aplicación industrial de la cinética de fase líquida.
1. El motor del sodio: velocidad a través de la solubilidad total
El método de álcali único utiliza hidróxido de sodio (NaOH) o carbonato de sodio (Na₂CO₃), reactivos que se caracterizan por su extrema solubilidad en agua. Desde una perspectiva molecular, el NaOH se disocia completamente en iones Na+ y OH- al entrar en contacto con la suspensión. Esto crea una "trampa" iónica de alta concentración dentro de las gotas atomizadas.
Análisis de la vía cinética
Cuando el gas SO₂ entra en contacto con la gota, se produce una neutralización instantánea equivalente líquido-líquido. El SO₂ se hidrata para formar ácido sulfuroso (H₂SO₃), que inmediatamente pierde sus protones por acción de los iones OH⁻ para formar sulfito de sodio (Na₂SO₃). Dado que el Na₂SO₃ permanece completamente soluble, no se forma ninguna barrera física en la superficie de la gota. La velocidad de reacción se mantiene constante y elevada, lo que permite que la torre alcance eficiencias de eliminación de SO₂ superiores a 991 TP3T con un tamaño notablemente reducido. Esta pureza de la fase líquida garantiza que el sistema esté intrínsecamente libre de incrustaciones, protegiendo las boquillas y las rejillas internas de las fallas mecánicas que se observan en los sistemas de calcio.
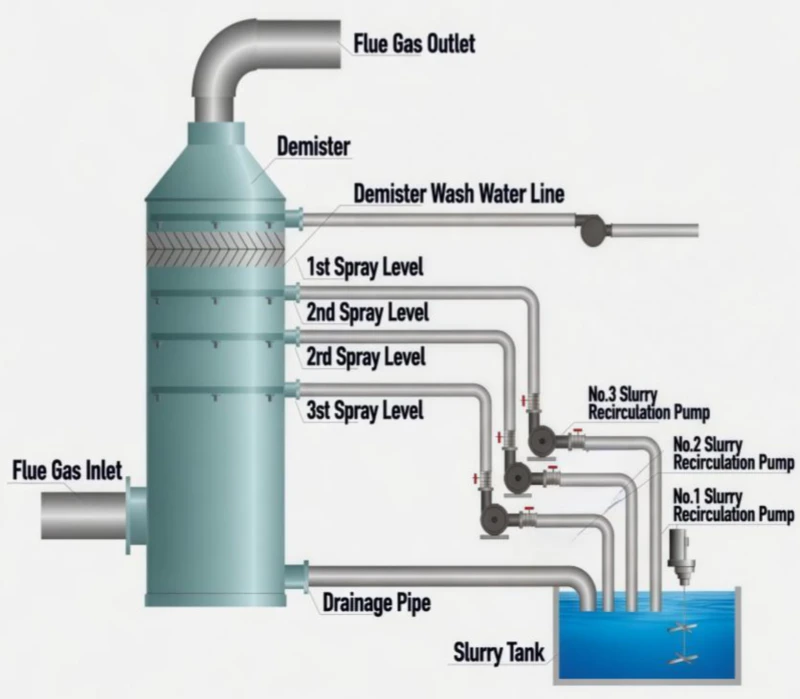
Figura 2: Topología del proceso en fase líquida para la captura iónica rápida
2. La barrera del calcio: gestión de la disolución multifásica
El límite de velocidad de transición de sólido a líquido
En cambio, el método de caliza-yeso utiliza carbonato de calcio (CaCO₃), un reactivo con una solubilidad notoriamente baja. La reacción se desarrolla en una carrera de obstáculos: el SO₂ gaseoso debe hidratarse para formar ácido, y este ácido debe atacar la superficie de la partícula sólida de caliza para liberar iones Ca²⁺. Esta disolución es la etapa limitante de la velocidad de reacción.
Debido a que el producto de la reacción, el sulfito de calcio (CaSO₃), también es poco soluble, tiende a precipitarse directamente sobre las partículas de caliza, creando una capa de sinterización que impide su disolución posterior. Para superar esta resistencia molecular, los sistemas de caliza requieren proporciones elevadas de líquido a gas y enormes torres de absorción para garantizar un tiempo de contacto suficiente. La lógica química en este caso cambia de la velocidad al volumen, utilizando la abundancia de materia prima para compensar la lentitud cinética.

Figura 3: Infraestructura robusta y de alta resistencia para el tratamiento de gases de combustión (FGD) necesaria para gestionar la precipitación de subproductos en fase sólida.
3. Adaptación mecánica: homogeneización del conjunto de reacciones.
Debido a que la ruta de la caliza y el yeso genera partículas pesadas, el sistema requiere una gran resistencia mecánica para mantener el equilibrio químico. Si el lodo en la base de la torre se estanca, el sulfito de calcio se depositará formando un sedimento similar al hormigón, lo que provocará una incrustación catastrófica.
Turbulencia hidrodinámica para la continuidad cinética
Los agitadores de entrada lateral son obligatorios para los sistemas de calcio. Estas unidades generan una intensa turbulencia interna, manteniendo la caliza sólida y sus subproductos de reacción en una suspensión homogénea. Esta agitación mecánica constante garantiza que el aire de oxidación (bombeado por sopladores Roots) pueda penetrar en el líquido y alcanzar las moléculas de sulfito, convirtiéndolas en yeso estable ($CaSO_4 \cdot 2H_2O$). En cambio, los sistemas de álcali simple (NaOH) requieren mucha menos potencia de agitación, ya que sus subproductos son inherentemente solubles, lo que permite un perfil mecánico mucho más eficiente.

Figura 4: Agitador mecánico de alta resistencia que garantiza la suspensión sólida en sistemas de CaCO3.
4. Protección de la chimenea: Gestión del conducto de escape húmedo
Ambos procesos dan como resultado una corriente de gases de combustión saturada y cargada de aerosoles líquidos microscópicos. Sin embargo, el nivel de riesgo de estas gotitas varía según la fórmula. En el caso del NaOH, las gotitas contienen sales de sodio solubles. En el caso del CaCO₃, contienen partículas abrasivas de yeso y caliza.
Dinámica de separación inercial
Los separadores de niebla de alta eficiencia en la salida de la torre utilizan una geometría de aspas corrugadas para forzar el flujo de gas a través de cambios de dirección rápidos y repetitivos. Si bien el gas sortea fácilmente estos giros, las gotas de líquido más pesadas chocan con las aspas debido a la inercia. En los sistemas de Limestone, estos separadores de niebla deben estar equipados con potentes sistemas de lavado automatizados para evitar que los sólidos abrasivos formen una costra dura en las aspas, lo que restringiría el flujo de aire y aumentaría los costos operativos.
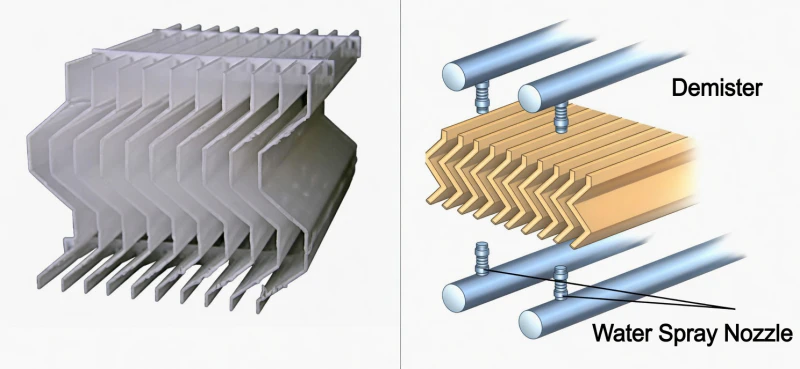
Figura 5: Módulo de desempañado de cuchillas corrugadas con rejilla de lavado automatizada
5. Estrategia de selección: ROI frente a pureza cinética
La elección entre los métodos de NaOH y CaCO₃ implica tanto consideraciones medioambientales como financieras. Para instalaciones a gran escala, el método de caliza-yeso sigue siendo el más rentable debido al bajísimo coste de la caliza en bruto y a la posibilidad de monetizar el yeso de grado Nirman como subproducto. Sin embargo, esto conlleva un elevado coste de mantenimiento y una enorme inversión en ingeniería.
Para el sector de la “Industria Lean” —semiconductores, manufactura de alta tecnología y metalurgia urbana— la vía del álcali único (NaOH) es la clara ganadora. Su cinética ultrarrápida permite construir torres de absorción 40% más pequeñas que sus contrapartes de calcio, con un riesgo de incrustaciones duras de 0%. Al mantener las emisiones de salida consistentemente por debajo de 35 mg/Nm³ mediante reacciones puramente iónicas, las empresas pueden lograr total tranquilidad regulatoria sin el problema operativo de gestionar los residuos en fase sólida.
Diseña hoy mismo tu futuro conforme a la normativa.
No permita que perfiles complejos de gases de combustión ni riesgos de incrustaciones comprometan el plan ambiental de su planta. Implemente la desulfuración de grado molecular para garantizar una purificación de gases de combustión segura, estable y económicamente superior. Contacte hoy mismo con BAOLAN EP INC. para diseñar un circuito de desulfuración especializado, adaptado a las especificaciones exactas de volumen y concentración de azufre de su planta.





















