Im Spezialgebiet der Rauchgasentschwefelung (REA) spiegelt die bauliche Gestaltung einer Anlage direkt ihre interne chemische Kinetik wider. Obwohl sowohl das Einfachalkali- als auch das Kalkstein-Gips-Verfahren die vollständige Abscheidung von Schwefeldioxid (SO₂) anstreben, erreichen sie dies durch grundlegend unterschiedliche Molekülarchitekturen. Das eine Verfahren basiert auf der blitzschnellen ionischen Dissoziation von Natriumhydroxid (NaOH) in rein flüssiger Phase, während das andere die langsame, mehrstufige Auflösung von festem Calciumcarbonat (CaCO₃) nutzt. Dieser Fachblog analysiert diese beiden Reaktionswege und untersucht, wie molekulare Löslichkeit, Ionenstärke und die Entwicklung von Nebenprodukten die mechanische Konstruktion und die Betriebseffizienz moderner Industrie-Rauchgasentschwefelungsanlagen bestimmen.

Abb. 1: Integrierte Entschwefelungsanlage als Beispiel für die industrielle Anwendung der Flüssigphasenkinetik
1. Die Natriummaschine: Geschwindigkeit durch Gesamtlöslichkeit
Das Ein-Alkali-Verfahren verwendet Natriumhydroxid (NaOH) oder Natriumcarbonat (Na₂CO₃), Reagenzien, die sich durch ihre extrem hohe Wasserlöslichkeit auszeichnen. Auf molekularer Ebene dissoziiert NaOH vollständig in Na⁺- und OH⁻-Ionen, sobald es in die Suspension gelangt. Dadurch entsteht eine hochkonzentrierte Ionenfalle innerhalb der zerstäubten Sprühtröpfchen.
Kinetische Pfadanalyse
Beim Kontakt des SO₂-Gases mit dem Tröpfchen erfolgt eine sofortige, flüssig-flüssig-äquivalente Neutralisation. Das SO₂ hydratisiert zu schwefliger Säure (H₂SO₃), die sofort durch OH⁻-Ionen Protonen verliert und Natriumsulfit (Na₂SO₃) bildet. Da Na₂SO₃ vollständig löslich bleibt, bildet sich keine physikalische Barriere auf der Tröpfchenoberfläche. Die Reaktionsgeschwindigkeit bleibt konstant und hoch, wodurch der Turm SO₂-Abscheidegrade von über 991 TP/3T bei bemerkenswert geringem Platzbedarf erreicht. Diese hohe Reinheit der flüssigen Phase gewährleistet, dass das System von Natur aus kalkfrei ist und schützt Düsen und interne Gitter vor dem in Kalksystemen auftretenden mechanischen Verschleiß.
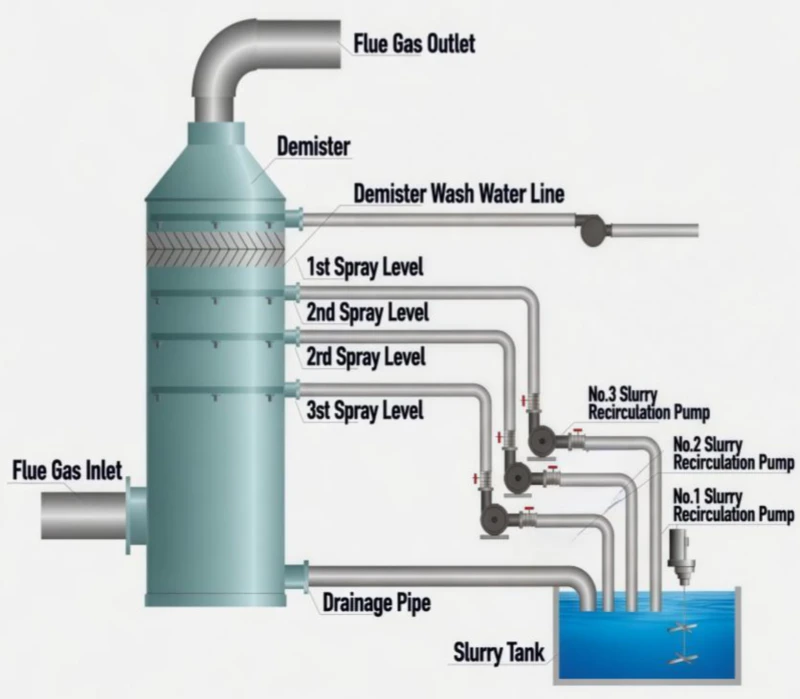
Abb. 2: Prozesstopologie der Flüssigphase zur schnellen Ionenabscheidung
2. Die Kalziumbarriere: Management der mehrphasigen Auflösung
Die Geschwindigkeitsbegrenzung beim Übergang von Feststoff zu Flüssigkeit
Im Gegensatz dazu verwendet das Kalkstein-Gips-Verfahren Calciumcarbonat (CaCO₃), ein Reagenz mit bekanntermaßen sehr geringer Löslichkeit. Der Reaktionsweg gleicht einem Wettlauf gegen die Zeit: Gasförmiges SO₂ muss zu Säure hydratisieren, und diese Säure muss dann die Oberfläche des festen Kalksteinpartikels angreifen, um Ca²⁺-Ionen freizusetzen. Diese Auflösung ist der geschwindigkeitsbestimmende Schritt.
Da das Reaktionsprodukt Calciumsulfit (CaSO₃) ebenfalls schwerlöslich ist, neigt es dazu, direkt auf den Kalksteinpartikeln auszufällen und eine „Sinterschicht“ zu bilden, die eine weitere Auflösung verhindert. Um diese molekulare Resistenz zu überwinden, benötigen Kalksteinsysteme extrem hohe Flüssigkeits-Gas-Verhältnisse und riesige Absorbertürme, um eine ausreichende Kontaktzeit zu gewährleisten. Die chemische Logik verschiebt sich hier von „Geschwindigkeit“ zu „Volumen“, wobei die reichliche Verfügbarkeit des Rohmaterials die kinetische Trägheit kompensiert.

Abb. 3: Robuste, hochbelastbare Rauchgasentschwefelungsanlage (REA) erforderlich zur Behandlung der Ausfällung fester Nebenprodukte.
3. Mechanische Anpassung: Homogenisierung des Reaktionspools
Da der Kalkstein-Gips-Pfad zu einer hohen Partikelkonzentration führt, benötigt das System mechanische Unterstützung, um das chemische Gleichgewicht aufrechtzuerhalten. Bleibt das Schlammbecken am Fuß des Turms stehen, setzt sich das Calciumsulfit zu einem betonartigen Sediment ab, was zu massiven Ablagerungen führt.
Hydrodynamische Turbulenz für kinetische Kontinuität
Seitlich einströmende Rührwerke sind für Calciumsysteme unerlässlich. Diese erzeugen eine intensive interne Turbulenz, die den festen Kalkstein und seine Reaktionsprodukte in einer homogenen Suspension hält. Durch dieses kontinuierliche mechanische Rühren kann die Oxidationsluft (gepumpt von Roots-Gebläsen) in die Flüssigkeit eindringen und die Sulfitmoleküle erreichen, wodurch diese in stabilen Gips ($CaSO₄ · 2H₂O$) umgewandelt werden. Im Gegensatz dazu benötigen Systeme mit nur einer Lauge (NaOH) deutlich weniger Rührleistung, da ihre Nebenprodukte von Natur aus löslich sind, was ein wesentlich magereres mechanisches Profil ermöglicht.

Abb. 4: Hochleistungs-Rührwerk zur Sicherstellung der Feststoffsuspension in CaCO3-Systemen
4. Schutz des Schornsteins: Management des Nassabgaspfads
Beide Verfahren führen zu einem gesättigten Rauchgasstrom, der mit mikroskopisch kleinen flüssigen Aerosolen angereichert ist. Die Gefährlichkeit dieser Tröpfchen hängt jedoch von ihrer Zusammensetzung ab. Im NaOH-Verfahren enthalten die Tröpfchen lösliche Natriumsalze. Im CaCO₃-Verfahren enthalten sie abrasive Gips- und Kalksteinpartikel.
Dynamik der Trägheitstrennung
Hocheffiziente Demister am Turmausgang nutzen eine gewellte Schaufelgeometrie, um den Gasstrom durch schnelle, wiederholte Richtungsänderungen zu zwingen. Während das Gas diese Kurven problemlos durchläuft, kollidieren die schwereren Flüssigkeitströpfchen aufgrund ihrer Trägheit mit den Schaufeln. In Kalksteinanlagen müssen diese Demister mit leistungsstarken automatischen Waschanlagen ausgestattet sein, um zu verhindern, dass sich durch die abrasiven Feststoffe eine harte Kruste auf den Schaufeln bildet, die andernfalls den Luftstrom behindern und die Betriebskosten erhöhen würde.
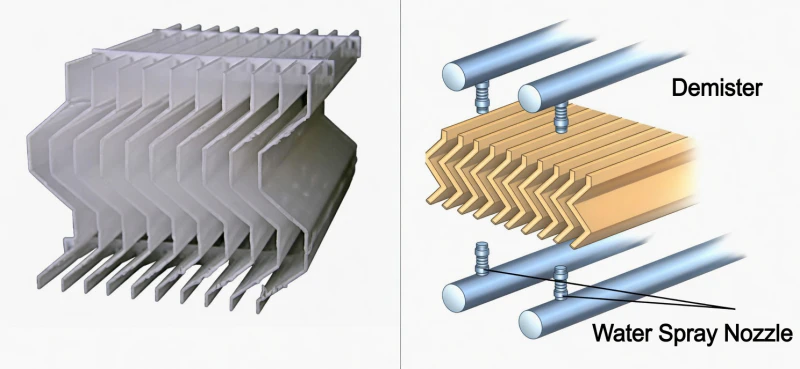
Abb. 5: Entfeuchtungsmodul mit gewellten Lamellen und automatischem Spülgitter
5. Auswahlstrategie: ROI vs. kinetische Reinheit
Die Wahl zwischen NaOH- und CaCO₃-Verfahren erfordert sowohl umweltwissenschaftliche als auch wirtschaftliche Überlegungen. Für Großanlagen bleibt das Kalkstein-Gips-Verfahren wirtschaftlich führend, da Rohkalkstein extrem günstig ist und hochwertiger Gips als Nebenprodukt vermarktet werden kann. Dies geht jedoch mit einem hohen Wartungsaufwand und einem enormen Platzbedarf einher.
Für den Sektor „Lean Industry“ – Halbleiter, Hightech-Fertigung und urbane Metallurgie – ist das Verfahren mit Einzelalkali (NaOH) die eindeutig beste Lösung. Dank seiner blitzschnellen Kinetik ermöglicht es Absorbertürme, die 401 TP3T kleiner sind als vergleichbare Kalzium-Reaktoren, bei gleichzeitig deutlich geringerem Risiko von Ablagerungen. Durch die Senkung der Emissionsgrenzwerte von 35 mg/Nm³ mittels rein ionischer Reaktionen erhalten Unternehmen volle regulatorische Sicherheit ohne den Aufwand der Entsorgung fester Rückstände.
Gestalten Sie Ihre konforme Zukunft noch heute
Lassen Sie nicht zu, dass komplexe Rauchgasprofile oder Ablagerungsrisiken Ihre Umweltstrategie gefährden. Nutzen Sie die Vorteile der molekularen Entschwefelung für eine sichere, stabile und wirtschaftliche Rauchgasreinigung. Kontaktieren Sie BAOLAN EP INC. noch heute, um einen maßgeschneiderten Entschwefelungskreislauf zu entwickeln, der exakt auf die Volumen- und Schwefelkonzentrationsvorgaben Ihrer Anlage abgestimmt ist.





















