Dans le contexte actuel de la fabrication de haute précision, la conformité environnementale est souvent perçue comme un centre de coûts. Les méthodes traditionnelles de traitement des composés organiques volatils (COV), et plus particulièrement la combustion thermique directe, sont connues pour leur forte consommation de gaz naturel. Face à des débits d'air importants et de faibles concentrations de polluants – caractéristiques des lignes de production électronique, d'imprimerie et de revêtement automobile – la combustion directe devient un fardeau financier susceptible d'anéantir la marge bénéficiaire d'une installation. Cependant, l'émergence de l'adsorption-concentration sur zéolite associée à la combustion catalytique a bouleversé ce paradigme. Avec des coûts d'exploitation pouvant atteindre seulement 5 % de ceux des méthodes traditionnelles, le secret des économies d'énergie réside dans une combinaison sophistiquée de physique moléculaire, de rétroaction thermodynamique et de géométrie cristalline.

Figure 1 : Intégration industrielle à grande échelle : taux de purification élevés à un coût réduit
1. Le piège de la dilution : pourquoi la combustion directe échoue
Le principal défi de la réduction des COV industriels ne réside pas dans la toxicité des solvants, mais dans leur dispersion. La combustion thermique directe exige de chauffer la totalité du flux d'air d'échappement – atteignant souvent 100 000 m³/h, voire plus – à une température d'au moins 800 °C pour obtenir une destruction oxydative. Lorsque la concentration en COV est faible (par exemple, inférieure à 500 mg/m³), les polluants eux-mêmes ne fournissent pas suffisamment de « combustible » pour maintenir ces températures.
Le cauchemar du carburant auxiliaire
Dans ce scénario, un système de combustion directe agit comme un gigantesque radiateur pour l'atmosphère, brûlant d'énormes quantités de gaz naturel coûteux uniquement pour chauffer de l'air pur. Il en résulte un « retour sur investissement énergétique négatif », le coût énergétique de la purification dépassant la valeur du procédé de fabrication lui-même. De plus, la combustion à haute température produit inévitablement des oxydes d'azote (NOx), nécessitant un traitement supplémentaire et engendrant un cycle de pollution secondaire et de coûts additionnels.
Les systèmes à zéolite résolvent ce problème en refusant de « chauffer l'air ». Au lieu de cela, ils traitent l'air d'échappement comme un vecteur temporaire, utilisant des tamis moléculaires pour ne retenir que les molécules de COV et laissant l'air propre et froid retourner immédiatement dans l'atmosphère.

Figure 2 : La boucle synergique : isolation des polluants de la charge thermique
2. Augmentation brutale des concentrations : transformer les passifs en carburant
Le ratio d'enrichissement de 20:1
Le « secret » réside dans la phase de désorption. Lorsque le tamis moléculaire de zéolite capture les COV, il se sature. Le système passe alors en mode régénération grâce à un flux d'air chaud à haute température. Toutefois, ce flux d'air de désorption ne représente généralement que 1/10 à 1/20e du volume des gaz d'échappement bruts initiaux.
En concentrant les COV dans un volume d'air beaucoup plus réduit, la concentration de polluants organiques est multipliée par 10 à 20. Par exemple, un flux dilué de 200 mg/m³ de COV est concentré en un flux dense de 4 000 mg/m³ de COV. À cette densité, les COV passent d'un déchet toxique à un combustible à haute énergie. Lorsque ce gaz concentré pénètre dans l'oxydant catalytique, l'énergie libérée par sa destruction est si intense que le système devient thermiquement autosuffisant.
Économies opérationnelles : L'énergie de combustion étant fournie par les polluants eux-mêmes, le besoin en gaz naturel externe est éliminé en régime permanent, ce qui réduit à zéro le coût du carburant.
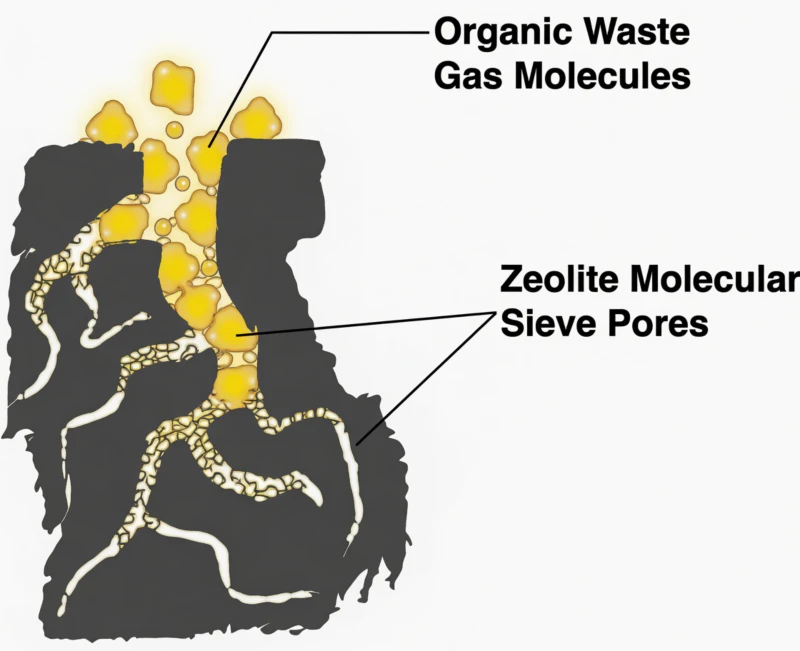
Figure 3 : Enrichissement moléculaire : Augmentation de la densité des COV pour permettre une oxydation auto-entretenue
3. Combustion catalytique vs. Incinération thermique
Combler l'écart de température de 500 degrés
Le deuxième secret majeur des économies d'énergie réside dans la température d'allumage. La combustion thermique directe est un processus brutal qui nécessite 800 degrés Celsius pour rompre les liaisons organiques. La combustion catalytique, utilisant des lits de métaux précieux à haute activité, abaisse l'énergie d'activation de la réaction. Ceci permet l'oxydation complète des COV à seulement 250 à 300 degrés Celsius.
Maintenir une température de 300 °C requiert beaucoup moins d'énergie que de maintenir une température de 800 °C. Dans un système à base de zéolite, cette « oxydation à basse température » est couplée à un échangeur de chaleur interne à haut rendement. La chaleur exothermique générée par la combustion sans flamme de COV concentrés est récupérée et réinjectée dans le système pour préchauffer le gaz entrant. Cette boucle de rétroaction thermique crée un cycle auto-entretenu où la destruction des polluants fournit l'énergie nécessaire à la destruction d'autres polluants. Les produits résultants – dioxyde de carbone et vapeur d'eau inoffensifs – sortent du système à une température suffisamment basse pour minimiser les pertes de chaleur et maximiser ainsi l'efficacité globale du système.

Figure 4 : Mécanisme d'oxydation à basse température et rétroaction exothermique
4. Micro-ingénierie : Réduction de la résistance électrique
Les économies d'énergie ne se limitent pas à la consommation de gaz ; elles concernent également l'électricité. Dans les systèmes de ventilation industrielle à grande échelle, la résistance à l'air, ou perte de charge, à travers un système de filtration détermine la puissance requise par les ventilateurs à induction. Les médias filtrants standards, comme le charbon actif désordonné, créent un parcours d'air chaotique et à forte résistance, obligeant les ventilateurs à travailler davantage et à consommer plus d'énergie.
Le système de zéolite BAOLAN utilise une structure cristalline en nid d'abeille. L'observation au microscope électronique à balayage révèle que les canaux de zéolite sont parfaitement rectilignes et uniformément alignés. Cette géométrie ordonnée permet à des débits d'air massifs (jusqu'à 200 000 m³/h) de traverser le lit avec une résistance de seulement 300 Pa. En maintenant une vitesse de vent à vide de 0,8 à 1,5 m/s dans la tour, le système minimise les turbulences aérodynamiques.
Avantage de la dynamique des fluides : une résistance au vent plus faible se traduit directement par une consommation électrique du ventilateur plus faible, réduisant ainsi la facture d’électricité mensuelle pour la gestion des gaz d’échappement de 30 à 50 % par rapport aux systèmes traditionnels à forte concentration de particules ou à lit dense.
Figure 5 : Efficacité géométrique : Canaux alvéolaires réguliers minimisant la perte de charge du système
Verdict au 1/20e : Un retour sur investissement durable
L'aboutissement de ces secrets d'ingénierie est une réduction drastique des dépenses d'exploitation. Prenons l'exemple d'un flux d'échappement standard de 50 000 m³/h à faible concentration de COV : la combustion thermique directe engendrerait un coût de plusieurs dizaines de milliers de dollars par mois en gaz naturel. Le système d'adsorption-concentration sur zéolite associé à la combustion catalytique réduit ce coût de manière infime. En concentrant le gaz, en abaissant la température d'inflammation et en récupérant la chaleur de la réaction, le coût énergétique est ainsi divisé par 20 par rapport à l'alternative thermique.
Sécurité et stabilité
Outre ses propriétés énergétiques, la matrice zéolithique inorganique est ininflammable et thermiquement stable. Elle élimine les risques d'incendie catastrophiques associés aux lits de charbon actif manipulant des cétones ou des alcools.
Longue durée de vie
Des catalyseurs haut de gamme, dotés d'une activité élevée et de propriétés anti-empoisonnement, garantissent au système une performance optimale pendant 8 000 à 12 000 heures avant qu'un entretien du média ne soit nécessaire.
Boucle auto-entretenue
Une fois que le catalyseur atteint la température d'inflammation, l'oxydation des COV concentrés produit suffisamment de chaleur pour maintenir le processus de désorption sans carburant externe.
En respectant la norme ISO 9001 pour la gestion de la qualité et en tirant parti des dernières avancées en science des matériaux, les installations industrielles peuvent désormais atteindre l'excellence environnementale sans compromettre leur santé financière. Le secret de ce coût d'exploitation vingt fois inférieur ne réside pas dans un seul élément, mais dans la synergie globale entre la concentration, la catalyse à basse température et la micro-ingénierie aérodynamique.
Libérez le pouvoir de la purification énergétiquement neutre
Ne laissez pas les coûts énergétiques élevés et les risques pour la sécurité compromettre la stratégie environnementale de votre installation. Exploitez la puissance de la technologie des zéolites cycliques pour une purification des COV sûre, stable et économiquement avantageuse. Que vous gériez les solvants délicats d'une usine de semi-conducteurs ou les volumes d'air importants d'une ligne d'impression industrielle, nos boucles d'adsorption-combustion sur mesure apportent la solution idéale. Contactez dès aujourd'hui notre équipe d'ingénieurs experts pour concevoir un système parfaitement adapté à votre profil de solvants et à vos objectifs de développement durable.





















