Dans le domaine spécialisé de la désulfuration des gaz de combustion (FGD), l'encombrement d'une installation reflète directement sa cinétique chimique interne. Si les procédés à base d'alcali unique et à base de calcaire et de gypse visent tous deux la capture totale du dioxyde de soufre (SO₂), ils y parviennent grâce à des architectures moléculaires fondamentalement différentes. L'un repose sur la dissociation ionique ultrarapide de l'hydroxyde de sodium (NaOH) en phase liquide, tandis que l'autre gère la dissolution lente et en plusieurs étapes du carbonate de calcium solide (CaCO₃). Cet article technique analyse ces deux voies réactionnelles et explique comment la solubilité moléculaire, la force ionique et l'évolution des sous-produits déterminent la conception mécanique et l'efficacité opérationnelle des épurateurs industriels modernes.

Figure 1 : Installation de désulfuration intégrée représentant l'application industrielle de la cinétique en phase liquide
1. Le moteur sodium : vitesse grâce à la solubilité totale
La méthode à base d'alcali unique utilise l'hydroxyde de sodium (NaOH) ou le carbonate de sodium (Na₂CO₃), réactifs caractérisés par leur extrême solubilité dans l'eau. Au niveau moléculaire, le NaOH se dissocie complètement en ions Na⁺ et OH⁻ dès son entrée dans la suspension. Ceci crée un « piège » ionique à forte concentration au sein des gouttelettes pulvérisées.
Analyse de la voie cinétique
Au contact d'une gouttelette, le SO₂ gazeux subit une neutralisation instantanée, équivalente à une réaction liquide-liquide. Il s'hydrate pour former de l'acide sulfureux (H₂SO₃), immédiatement déprotoné par les ions OH⁻ pour former du sulfite de sodium (Na₂SO₃). La solubilité totale du Na₂SO₃ empêche la formation d'une barrière physique à la surface de la gouttelette. La vitesse de réaction reste constante et élevée, permettant à la tour d'atteindre des rendements d'élimination du SO₂ supérieurs à 991 T/min avec un encombrement remarquablement réduit. Cette pureté en phase liquide garantit un système intrinsèquement exempt de tartre, protégeant ainsi les buses et les grilles internes des défaillances mécaniques observées dans les systèmes au calcium.
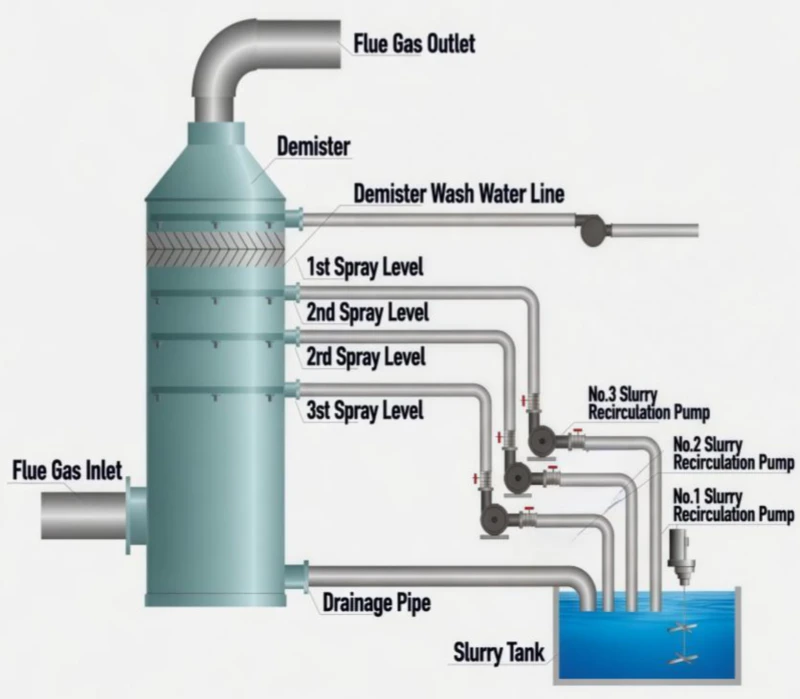
Figure 2 : Topologie du procédé en phase liquide pour la capture ionique rapide
2. La barrière calcique : gestion de la dissolution multiphasique
La limite de vitesse solide-liquide
À l'inverse, la méthode calcaire-gypse utilise le carbonate de calcium (CaCO₃), un réactif notoirement peu soluble. La réaction s'apparente à une course d'obstacles : le SO₂ gazeux doit s'hydrater en acide, lequel doit ensuite attaquer la surface de la particule de calcaire solide pour libérer des ions Ca²⁺. Cette dissolution constitue l'étape limitante.
Le sulfite de calcium (CaSO₃), produit de la réaction, étant peu soluble, a tendance à précipiter directement sur les particules de calcaire, formant une « couche de frittage » qui empêche toute dissolution ultérieure. Pour pallier cette faible solubilité moléculaire, les systèmes calcaires nécessitent des rapports liquide/gaz très élevés et des tours d'absorption colossales afin de garantir un temps de contact suffisant. La logique chimique passe alors de la « vitesse » au « volume », l'abondance de la matière première compensant la lenteur de la réaction.

Figure 3 : Infrastructure FGD robuste et intensive requise pour gérer la précipitation des sous-produits en phase solide
3. Adaptation mécanique : homogénéisation du milieu réactionnel
Le procédé calcaire-gypse générant des particules fines, le système nécessite une force mécanique importante pour maintenir l'équilibre chimique. Si la boue stagne dans le bassin à la base de la tour, le sulfite de calcium se déposera sous forme de sédiment compact, provoquant un entartrage catastrophique.
Turbulence hydrodynamique pour la continuité cinétique
Les agitateurs à entrée latérale sont indispensables pour les systèmes au calcium. Ces unités créent une turbulence interne intense, maintenant le calcaire solide et ses sous-produits de réaction en suspension homogène. Cette agitation mécanique constante permet à l'air oxydant (pompé par des surpresseurs Roots) de pénétrer dans le liquide et d'atteindre les molécules de sulfite, les convertissant en gypse stable (CaSO₄·2H₂O). En revanche, les systèmes à base d'alcali unique (NaOH) nécessitent une puissance d'agitation nettement inférieure, car leurs sous-produits sont naturellement solubles, ce qui permet un profil mécanique beaucoup plus allégé.

Figure 4 : Agitateur mécanique robuste assurant la suspension de solides dans les systèmes CaCO3
4. Protection de la cheminée : Gestion du circuit d'évacuation des gaz humides
Les deux procédés aboutissent à un flux de gaz de combustion saturé, chargé d'aérosols liquides microscopiques. Cependant, le niveau de dangerosité de ces gouttelettes diffère selon leur composition. Dans le procédé NaOH, les gouttelettes contiennent des sels de sodium solubles. Dans le procédé CaCO₃, elles contiennent des particules abrasives de gypse et de calcaire.
Dynamique de séparation inertielle
Les désembueurs haute performance situés à la sortie de la tour utilisent une géométrie de pales ondulées pour contraindre le flux de gaz à des changements de direction rapides et répétés. Tandis que le gaz négocie aisément ces virages, les gouttelettes de liquide, plus lourdes, entrent en collision avec les pales par inertie. Dans les systèmes calcaires, ces désembueurs doivent être équipés de puissants systèmes de lavage automatisés afin d'empêcher la formation d'une croûte dure sur les pales, due aux particules abrasives. Cette croûte obstruerait le flux d'air et augmenterait les coûts d'exploitation.
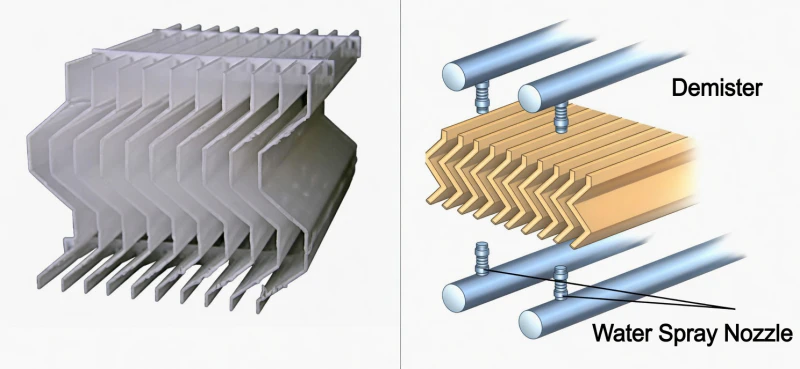
Figure 5 : Module de désembuage à pales ondulées avec grille de rinçage automatique
5. Stratégie de sélection : retour sur investissement vs pureté cinétique
Le choix entre les procédés à base de NaOH et de CaCO₃ relève à la fois de la science environnementale et de la prévoyance financière. Pour les installations de très grande envergure, le procédé calcaire-gypse demeure le plus avantageux économiquement grâce au coût extrêmement bas du calcaire brut et à la possibilité de valoriser le gypse de qualité supérieure comme sous-produit. Toutefois, ce procédé engendre des coûts de maintenance élevés et nécessite d'importants travaux d'ingénierie.
Pour le secteur de l'industrie allégée (semi-conducteurs, fabrication de haute technologie et métallurgie urbaine), la voie alcaline simple (NaOH) s'impose comme la solution idéale. Sa cinétique ultra-rapide permet d'utiliser des tours d'absorption 40% plus petites que leurs homologues au calcium, sans risque d'entartrage important. En maintenant les émissions à la sortie constamment en dessous de 35 mg/Nm³ grâce à des réactions purement ioniques, les entreprises bénéficient d'une totale conformité réglementaire, sans les contraintes opérationnelles liées à la gestion des résidus solides.
Construisez dès aujourd'hui votre avenir conforme aux normes.
Ne laissez pas des profils de gaz de combustion complexes ou des risques d'entartrage importants compromettre la stratégie environnementale de votre installation. Mettez en œuvre la puissance de la désulfuration moléculaire pour garantir une purification des gaz de combustion sûre, stable et économiquement avantageuse. Contactez BAOLAN EP INC. dès aujourd'hui pour concevoir un circuit de désulfuration spécialisé, adapté aux objectifs précis de volume et de concentration en soufre de votre installation.





















