Étude de cas · Contrôle des émissions industrielles
Comment un producteur de matériaux spéciaux en alliage d'aluminium haute performance a atteint une efficacité de dénitrification SCR de 99,6%, une élimination de la poussière par filtre à manches de 99,8% et une conformité aux émissions ultra-faibles pour les NOx, PM, SO₂, HF et HCl — résolvant le défi pionnier de l'empoisonnement du catalyseur SCR à moyenne température par les métaux alcalins dans les gaz résiduaires des fours de fusion.
Gaz de sortie du four de fusion d'aluminium
Élimination de la poussière du filtre à sac
Émissions de NOx ultra-faibles
Solution d'empoisonnement aux catalyseurs de métaux alcalins
01 — Contexte industriel
Matériaux spéciaux en aluminium : un secteur en pleine croissance confronté à des exigences d’émissions de plus en plus strictes
L'industrie de l'aluminium englobe l'extraction minière, le raffinage, la fonderie, la transformation et la vente, au sein d'une chaîne de valeur mondiale complexe. L'aluminium est largement utilisé dans l'aérospatiale, l'automobile, la construction, le transport d'énergie, l'emballage et l'électronique grand public. Ce secteur revêt une importance économique mondiale considérable, portée par la transition vers des matériaux légers dans les industries automobile et aérospatiale, où l'aluminium remplace les composants plus lourds en acier et en titane afin de réduire la consommation d'énergie et les émissions de carbone.
Le sous-secteur des alliages d'aluminium haute performance et des matériaux spéciaux en aluminium se concentre sur des produits de pointe exigeant des propriétés matérielles extrêmement rigoureuses : couvercles de canettes ultra-fins pour les fabricants mondiaux de boissons (leader du marché intérieur, environ 101 000 tonnes de parts de marché mondiales), couvercles de canettes ultra-fins de 0,208 mm et fonds de canettes ultra-fins de 0,235 mm produits en série, films plastiques en aluminium pour batteries à énergies nouvelles, feuilles d'aluminium pour collecteurs de courant et feuilles d'aluminium pour connecteurs d'antenne destinés aux véhicules à énergies nouvelles et à l'électronique grand public. Le producteur étudié ici possède un actif total équivalent à 231 milliards d'euros, avec une capacité annuelle de 690 000 tonnes d'aluminium transformé, 150 000 tonnes de carbone, 90 000 kW d'électricité et 2,25 millions de tonnes de charbon brut, ce qui en fait un acteur mondial de premier plan dans le secteur des matériaux spéciaux en aluminium.
Face au durcissement des réglementations environnementales, l'épuration des gaz de combustion des fours de fusion d'aluminium est devenue une exigence essentielle de compétitivité et de conformité. Le défi pour ce secteur spécifique réside dans la température élevée, la forte concentration de poussières et, surtout, la teneur élevée en métaux alcalins des gaz de combustion des fours de fusion alimentés au gaz naturel. Les composés de métaux alcalins (principalement des sels de potassium et de sodium) présents dans les poussières du four sont transportés par le flux gazeux à des concentrations suffisantes pour empoisonner progressivement les catalyseurs SCR conventionnels, réduisant ainsi l'efficacité de la dénitrification au fil du temps. Ce problème d'empoisonnement aux métaux alcalins a constitué le principal défi d'ingénierie qui a fait de cette installation une première dans le secteur.
.webp)
« L’application de la réduction catalytique sélective (SCR) à moyenne température aux gaz résiduaires des fours de fusion d’aluminium ne se limite pas à une simple adaptation de la technologie SCR utilisée dans les centrales électriques. Les composés de métaux alcalins présents dans les poussières du four sont des poisons pour le catalyseur aux concentrations véhiculées par ce flux gazeux. La résolution du problème de sélection et de protection du catalyseur est ce qui rend cette installation unique : c’était la première fois, à l’échelle mondiale, qu’un système SCR à haute efficacité et à moyenne température était déployé avec succès dans ce secteur. »
— Résumé technique d'ingénierie, Projet de dépoussiérage et de dénitrification de matériaux spéciaux en alliage d'aluminium haute performance
02 — Profil de pollution
Gaz résiduaires des fours de fusion d'aluminium : teneur élevée en NOx, en poussières et en métaux alcalins
La ligne de production de cette installation comprend deux fours de fusion et deux fours de maintien, reliés par une seule cheminée. Chaque four de fusion fonctionne au gaz naturel ; les gaz de combustion contiennent une quantité importante de NOx, produits par les réactions de combustion à haute température. Les quatre fours sont actuellement équipés d'un seul filtre à manches. Les gaz de combustion de tous les fours sont regroupés dans une seule cheminée pour leur évacuation. Le gaz naturel étant utilisé comme combustible, les gaz de combustion ne contiennent pas de SO₂, mais ils transportent des NOx, des particules (notamment de fines particules de NaCl, KCl et autres sels de métaux alcalins), du HF, du HCl et du CO, qui doivent tous être gérés dans le respect des limites d'émission.
Le principal défi en matière de pollution pour cette application réside dans la teneur en métaux alcalins de la fraction particulaire des gaz de fusion. Ces poussières transportent du NaCl, du KCl et des composés apparentés de potassium et de sodium à des concentrations suffisantes pour empoisonner progressivement les catalyseurs SCR conventionnels à base de vanadia-titane en quelques mois de fonctionnement, en occupant les sites acides actifs à la surface du catalyseur. Ce mécanisme d'empoisonnement requiert soit une formulation de catalyseur spécifiquement résistante à la désactivation par les métaux alcalins, soit une étape de pré-dépoussiérage en amont du réacteur SCR afin de réduire la charge particulaire en métaux alcalins avant leur contact avec le catalyseur. Cette étude de cas utilise un système SCR à moyenne température positionné en amont du filtre à manches (dans la zone de pré-dépoussiérage à haute température, entre 350 et 400 °C), avec un catalyseur conçu pour tolérer l'exposition aux métaux alcalins et un filtre à manches placé en aval pour le polissage final des poussières.
| Paramètre | Gaz brut / Entrée | Point de vente (Conception) | Référence limite UE/NL |
|---|---|---|---|
| NOx | 100 mg/Nm³ | ≤50 mg/Nm³ | IED 2010/75/UE ≤100 mg/Nm³ (combustion) |
| Matières particulaires (PM) | 2 000 mg/Nm³ | ≤10 mg/Nm³ | NER (Décret néerlandais sur les activités) ≤5 mg/Nm³ |
| SO₂ | Absent (combustible : gaz naturel) | ≤5 mg/Nm³ | Règle UE 2010/75 |
| CO | 100 mg/Nm³ | ≤100 mg/Nm³ | Règle UE 2010/75 |
| HF | 5 mg/Nm³ | ≤5 mg/Nm³ | IED 2010/75/UE HF BAT |
| HCl | 15 mg/Nm³ | ≤15 mg/Nm³ | IED 2010/75/UE HCl BAT |
| Volume des gaz de combustion du procédé | 125 000 Nm³/h | — | — |
| Température nominale des gaz de combustion | 350–420 °C | — | — |
| température de conception du SCR | 350°C (sortie du four, pré-refroidisseur) | — | — |
| point de température d'élimination de la poussière | 200°C (entrée du filtre à sac) | — | — |
| température de dénitrification SCR | 359°C | — | — |
| Teneur en substances corrosives à l'entrée | 30 mg/Nm³ (sels alcalins) | — | — |
03 — Exigences d'ingénierie
Sept critères de conception définissant l'architecture SCR moyenne température pour cette application
Chacune des exigences suivantes était contraignante avant la sélection de la technologie et reflète les caractéristiques spécifiques des gaz résiduaires des fours de fusion d'aluminium alimentés au gaz naturel, qui diffèrent de celles des centrales électriques et des chaudières industrielles dans lesquelles la technologie SCR est plus couramment utilisée.
Positionnement du SCR avant dépoussiérage
Le réacteur SCR est installé à la sortie du four, en amont du refroidisseur d'air, à une température de gaz de 350 à 400 °C, car le gaz ne contient pas de SO₂ à ce stade, ce qui permet l'utilisation de catalyseurs de moyenne température. Le SCR réduit les NOx avant que le filtre à manches n'élimine les particules en aval, créant ainsi une configuration SCR à chaud qui exploite la plage de températures élevées avant le refroidissement du gaz.
Formulation de catalyseur tolérant aux métaux alcalins
Le catalyseur doit être spécifiquement formulé et validé pour sa tolérance à l'empoisonnement par les sels de potassium et de sodium à une concentration d'entrée de 30 mg/Nm³ de composés de métaux alcalins. Les catalyseurs conventionnels à base de vanadia-titane, non résistants aux alcalis, ne peuvent garantir une durée de vie chimique de 24 000 heures dans cet environnement.
Architecture de couche catalytique 3+1
Le réacteur SCR utilise une conception de couche de catalyseur 3+1 : 3 couches actives offrant l'efficacité de dénitrification 99,6%, plus 1 couche de rechange qui peut être chargée si une couche active doit être remplacée au cours de la durée de vie chimique de 24 000 heures, évitant ainsi l'interruption de la production pour le changement de catalyseur.
Intégration du soufflage de suie et du contrôle de la température
Le système comprend un système automatisé de soufflage de suie avec retour d'information sur la température et le débit vers le système de contrôle. En fonction de la température des gaz surveillée, la fréquence et l'intensité du soufflage de suie sont ajustées en temps réel. La préparation de la solution d'urée et le suivi de sa décomposition thermique sont également intégrés au système de contrôle, avec une fonction de redémarrage automatique par simple pression d'un bouton pour les vannes et les pompes.
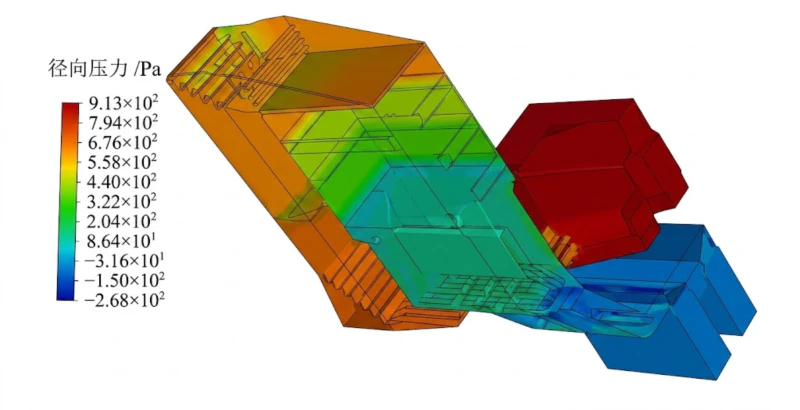
Validation de la distribution de pression par simulation
La distribution globale de la pression dans l'unité SCR est validée par simulation numérique avant sa construction. Ceci garantit un écoulement uniforme du gaz sur toute la section transversale du catalyseur, évitant ainsi la formation de points chauds de vitesse locale susceptibles d'entraîner une désactivation prématurée du catalyseur et des dépassements de seuil dus à des effets de canalisation.
Système de réactif à l'urée
L'urée (pureté 98%, biais 5%) est utilisée comme agent réducteur SCR. Sa consommation est de 9,5 kg/h. Le système d'hydrolyse de l'urée produit de l'ammoniac par décomposition thermique de la solution, la réaction de décomposition étant régulée par le système de contrôle. La consommation d'eau pour la dissolution de l'urée est d'environ 40 kg/h.
Filtre à sac en aval pour le polissage final
Le filtre à manches est positionné en aval du réacteur SCR et du refroidisseur d'air, traitant les gaz à environ 200 °C. Ce positionnement en aval signifie que le filtre à manches n'est pas exposé à la zone de température la plus élevée et utilise donc un média filtrant standard, tout en collectant les poussières de catalyseur ou les sous-produits de sel d'ammonium de l'étape SCR avant le rejet final par la cheminée.
Réponse aux fluctuations de NOx
La concentration de NOx dans le four de fusion fluctue en fonction des réglages du brûleur, de la composition de la charge métallique et de la phase du cycle de production. Le système de contrôle de l'injection d'urée doit réagir dynamiquement à ces fluctuations afin de maintenir le rapport molaire NH₃/NOx dans la plage cible : une injection excessive d'urée provoque une fuite d'ammoniac, tandis qu'une injection insuffisante entraîne des dépassements de la concentration de NOx.
04 — Solution de traitement
Architecture intégrée SCR → Refroidissement par air → Traitement par filtration à manches
Face au durcissement des réglementations environnementales, la configuration existante des filtres à manches de la ligne de production ne permettait plus de respecter les limites d'émissions de NOx. La modernisation a consisté en l'ajout d'un système de dénitrification SCR à moyenne température en amont, positionné à la sortie du four avant le refroidisseur d'air, où la température des gaz est de 350 à 400 °C – dans la plage de fonctionnement optimale du SCR à moyenne température – et où le SO₂ est absent, évitant ainsi l'empoisonnement du catalyseur. La combustion du gaz naturel ne produisant pas de soufre, il est possible d'utiliser des formulations de catalyseurs à moyenne température qui seraient rapidement désactivées par le SO₂ dans les applications au charbon.
Processus de fabrication : Du four de fusion à la cheminée à très faibles émissions
Fournaise (×2)
+ Maintien (×2)
350–400 °C
(3+1 couches)
→ 200 °C
Dépoussiérage
Pile à émissions
⭐ Équipement neuf ou amélioré dans ce projet
.webp)
Validation de la distribution de pression par CFD
La distribution de pression globale au sein de l'unité SCR a été validée par simulation numérique avant sa construction. La simulation a confirmé que le champ d'écoulement gazeux entrant dans les couches de catalyseur est suffisamment uniforme pour éviter la formation de points chauds de vitesse locaux susceptibles d'entraîner une désactivation prématurée du catalyseur dans un environnement gazeux riche en métaux alcalins. La chute de pression à travers l'ensemble de l'unité SCR a été confirmée à ≤ 600 Pa en conditions de fonctionnement à pleine charge.
Paramètres techniques clés
| Paramètre | Spécification |
|---|---|
| Volume des gaz de combustion du procédé | 125 000 Nm³/h |
| Volume standard | 55 000 Nm³/h |
| température de fonctionnement du réacteur SCR | 350 °C (valeur nominale) ; max. 350 °C ; min. 200 °C |
| configuration de la couche catalytique | 3+1 (3 actifs + 1 de rechange) |
| Taille de l'élément catalyseur | Section transversale de 150×150 mm, hauteur de 800 mm (H) |
| Épaisseur de paroi (intérieure / extérieure) | 1,0 mm intérieur / 1,7 mm extérieur |
| Porosité | 72.59% |
| surface spécifique du catalyseur | 409 m²/m³ |
| Type de composant actif | V₂O₅ et WO₃ (vanadium / tungstène) |
| Matériau support | TiO₂ |
| Garantie de durée de vie du catalyseur chimique | 24 000 h |
| Durée de vie mécanique du catalyseur | 10 ans |
| garantie d'efficacité de dénitrification | ≥88% (activité initiale) ; ≥24 000 h de performance |
| taux de conversion SO₂/SO₃ | ≤1% |
| Garantie anti-glissement à l'ammoniaque | ≤6 ppm |
| chute de pression SCR | ≤600 Pa |
| Consommation d'urée | 9,5 kg/h (pureté 98%) |
| Consommation d'eau liée à l'hydrolyse de l'urée | ≈40 kg/h |
| Charge maximale du système en fonctionnement | Puissance installée : 196,5 kW ; puissance réelle en fonctionnement : 147,5 kW |
| Coût annuel de l'électricité (8 000 h/an) | Environ 425 280 EUR/an (équivalent à 0,36 unité de taux) |
.webp)
05 — Principaux avantages
Pourquoi la technologie SCR à température moyenne côté chaud est l'architecture idéale pour la dénitrification des fours de fusion d'aluminium
- ✓
L'absence de SO₂ à l'entrée du SCR permet la sélection d'un catalyseur à température moyenne : Comme les fours de fusion fonctionnent au gaz naturel et non au charbon ou au fioul lourd, les gaz de combustion ne contiennent pas de SO₂. Cette condition est indispensable au déploiement du système SCR à moyenne température (350–400 °C). Dans les applications au charbon, le SO₂ à ces températures réagirait avec les sites actifs du catalyseur pour former des dépôts de sulfate d'ammonium qui désactiveraient ce dernier en quelques semaines. L'absence de SO₂ dans cette application au gaz naturel rend possible le déploiement du système SCR à moyenne température côté chaud, tout en assurant l'efficacité élevée d'élimination des NOx propre au fonctionnement à haute température, sans le risque d'empoisonnement au SO₂. - ✓
Une formulation de catalyseur tolérante aux métaux alcalins résout le problème d'empoisonnement unique du secteur : Le catalyseur conventionnel vanadia-titane utilisé dans les systèmes SCR des centrales électriques serait progressivement désactivé par les 30 mg/Nm³ de composés de métaux alcalins (NaCl, KCl) présents dans les gaz de combustion des fours de fusion d'aluminium. Les ions de métaux alcalins déplacent les espèces actives de vanadium des sites acides de la surface du catalyseur, réduisant ainsi la vitesse de la réaction NOx-NH₃. Le catalyseur spécialement formulé utilisé dans cette installation garantit une durée de vie chimique de 24 000 heures grâce à une architecture résistante aux alcalis qui maintient la densité de sites actifs requise malgré l'exposition aux métaux alcalins — ce qui constitue l'innovation technique majeure de cette première dans le secteur. - ✓
99,6% Efficacité de dénitrification vérifiée : NOx en sortie à 4 mg/Nm³ contre une limite de 50 mg/Nm³ : L'efficacité de dénitrification vérifiée du 99.6% permet d'obtenir une concentration réelle de NOx en sortie d'environ 4 mg/Nm³, contre une limite de conception de 50 mg/Nm³ et une limite réglementaire de 50 mg/Nm³, soit une marge de conformité du 92%. Ce niveau de surconformité offre une protection contre un durcissement futur des normes et une robustesse face aux fluctuations saisonnières et inter-lots de la production de NOx du four. - ✓
L'architecture à 3+1 couches catalytiques permet un fonctionnement continu grâce au remplacement du catalyseur : La quatrième couche de réserve permet, lorsqu'une des trois couches actives doit être remplacée au terme de sa durée de vie chimique de 24 000 heures, de charger la pièce de rechange à partir de cette couche sans interrompre la production. Cette conception élimine l'arrêt de production forcé qui serait autrement nécessaire pour le changement de catalyseur dans un système à un seul étage et à plusieurs fours. - ✓
Le filtre à manches en aval atteint un taux d'élimination des poussières de 99,8% avec une sortie PM à 4 mg/Nm³ : Le positionnement du filtre à manches en aval du réacteur SCR et du refroidisseur d'air permet de traiter un flux de gaz plus froid (environ 200 °C au lieu de 350 °C), réduisant ainsi les contraintes thermiques sur le tissu du filtre et prolongeant sa durée de vie. Ce positionnement en aval permet également de capter les sous-produits de sels d'ammonium issus de l'étage SCR, empêchant leur rejet dans la cheminée, et garantit un taux de particules fines (PM) en sortie d'environ 4 mg/Nm³, contre une limite de conception de 10 mg/Nm³. - ✓
La simulation de la répartition de la pression permet d'éviter une mauvaise répartition du débit avant la construction : La simulation de la distribution de pression par CFD a validé un flux de gaz uniforme sur toute la section transversale du catalyseur avant même la fabrication de la structure métallique. Ceci évite la formation de zones de forte accélération qui entraîneraient des taux de désactivation différentiels du catalyseur au sein du lit catalytique, générant ainsi des émissions de NOx non uniformes, difficiles à diagnostiquer et à corriger après la mise en service.
06 — Résultats opérationnels
Données de conformité vérifiées : Tous les paramètres sont largement inférieurs aux limites fixées par la directive européenne sur les activités internationales (IED) et le décret néerlandais relatif aux activités internationales.
Le système a atteint les performances de conformité vérifiées suivantes, toutes les concentrations réelles en sortie étant nettement inférieures aux objectifs de conception et aux limites réglementaires :
Rendements de traitement obtenus : dénitrification 90 % TP3T (objectif de conception : 100 à ≤ 10 mg/Nm³), performance réelle : 99,6 % TP3T (à 4 mg/Nm³) ; dépoussiérage 99,8 % TP3T (de 2 000 à ≤ 4 mg/Nm³). La puissance nominale maximale du système est de 196,5 kW (puissance installée), pour une puissance réelle de 147,5 kW. En fonctionnement continu (24 h/24), pendant 8 000 heures par an, et à un coût de 0,36 RMB/kWh, le coût annuel de l’électricité est d’environ 425 280 EUR. Le coût annuel de l’eau pour la dissolution de l’urée est d’environ 640 dizaines de milliers de RMB. Le coût annuel de l’urée, pour une consommation de 7,2 kg/h, est d’environ 633,6 dizaines de milliers de RMB.
07 — Précautions d'implémentation
Leçons critiques d'ingénierie et d'exploitation pour les applications SCR dans la production d'aluminium
- ⚠️
L’empoisonnement du catalyseur SCR par les métaux alcalins constitue le principal risque à long terme pour ses performances ; le choix du catalyseur ne peut donc pas être délégué au soumissionnaire le moins-disant : La présence de 30 mg/Nm³ de composés de métaux alcalins dans les gaz de combustion du four de fusion constitue le principal défi lié aux matériaux pour cette application. Les catalyseurs SCR standard utilisés dans les centrales électriques se désactivent rapidement sous cette concentration. Le cahier des charges du catalyseur doit exiger des tests de tolérance aux métaux alcalins validés, réalisés en fonction des espèces et concentrations de sels alcalins réellement présentes dans les gaz de combustion, et non de simples allégations de « résistance aux alcalis ». Avant d'accepter toute proposition de fourniture de catalyseur, il est impératif d'exiger des rapports d'essais réalisés par un organisme tiers démontrant le maintien de l'activité catalytique après une exposition simulée aux métaux alcalins. - ⚠️
Une forte concentration de poussière (2 000 mg/Nm³) pénétrant dans le SCR provoque un blocage rapide du catalyseur sans soufflage efficace de la suie : Les gaz de sortie des fours de fusion, avec une concentration de particules de 2 000 mg/Nm³, représentent environ 20 fois la charge en poussières des installations SCR classiques des centrales électriques. Le dépôt de poussières dans les canaux en nid d'abeille du catalyseur obstrue progressivement le flux, augmente la perte de charge et réduit la surface catalytique effective disponible pour le contact NOx-NH₃. Le système automatisé de décrassage, avec contrôle de la température et du débit, doit être conçu, mis en service et entretenu comme un système critique pour la production, et non comme un auxiliaire optionnel. L'intervalle de décrassage doit être calibré à partir des données d'exploitation réelles au cours du premier mois de fonctionnement. - ⚠️
Les fluctuations de température des NOx et des gaz de combustion provoquent une instabilité du système de rejet — l'injection d'urée doit réagir de manière dynamique : Le principal risque documenté est lié aux fluctuations de la température des gaz de combustion et de la concentration en NOx, dues aux variations des réglages du brûleur du four et de la composition de la charge métallique. Le système de contrôle de l'injection d'urée doit disposer d'un temps de réponse des capteurs suffisamment long pour ajuster les débits d'injection en fonction des variations du cycle de fonctionnement du four. Si ce temps de réponse est trop long, le système SCR connaît des phases de surinjection (provoquant des fuites d'ammoniac) et de sous-injection (entraînant des dépassements des seuils de NOx) lors de chaque transition du cycle de fonctionnement du four. - ⚠️
Une liaison opérationnelle étroite entre l'équipe du four et la salle de contrôle du traitement des gaz est une exigence fonctionnelle : En cas de fluctuations de température ou de concentration de NOx, l'équipe d'exploitation du four doit en informer préalablement la salle de contrôle du traitement des gaz avant toute modification du brûleur ou de la charge. Sans cette coordination, le système de contrôle SCR réagit aux variations de NOx après leur entrée dans la zone catalytique, ne laissant pas suffisamment de temps pour ajuster l'injection d'urée. Un protocole simple, exigeant un préavis de 15 à 30 minutes pour toute modification prévue du fonctionnement du four, permet d'éviter la plupart des dépassements de seuil en temps réel. - ⚠️
Le contrôle des émissions d'ammoniac est aussi important que la réduction des NOx — la garantie ≤ 6 ppm doit être activement surveillée : Les fuites d'ammoniac à la sortie du SCR constituent un paramètre réglementé par la directive européenne IED et le décret néerlandais relatif aux activités environnementales. Elles représentent également une source de nuisances olfactives pouvant entraîner des plaintes du voisinage et des inspections réglementaires. La garantie d'une fuite d'ammoniac ≤ 6 ppm exige une surveillance continue à la sortie du SCR et une réduction automatique du débit d'injection d'urée lorsque la concentration de NH₃ approche la limite de fuite. L'intégration d'un capteur de NH₃ in situ dans le cahier des charges du système de surveillance continue des émissions (CEMS) dès la mise en service est essentielle. - ⚠️
Le protocole du système de raclage du gypse doit être maintenu même si cette application ne génère pas de gypse (pas de SO₂ dans les gaz d'échappement du gaz naturel) : Cette demande ne prévoit pas de système de désulfuration des gaz de combustion par voie humide, car le SO₂ est absent. Cependant, si une option de co-combustion de biomasse contenant du SO₂ ou d'un autre combustible est ajoutée aux fours lors d'une future modification opérationnelle, une étape de désulfuration par voie humide sera nécessaire. Toute modification ultérieure du type de combustible doit être notifiée à l'ingénieur responsable du système de traitement des gaz avant sa mise en œuvre, car elle modifierait fondamentalement le profil des polluants entrant dans le catalyseur SCR et pourrait accélérer l'empoisonnement par les sulfates.
08 — Leçons tirées en ingénierie
Quatre leçons tirées du premier déploiement de la réduction catalytique sélective (SCR) à moyenne température dans la fusion de l'aluminium
- 1
L'absence de SO₂ dans les fours à aluminium alimentés au gaz naturel est la condition nécessaire au SCR côté chaud — ce facteur de différenciation doit être identifié au stade de la définition du projet. Le positionnement du système SCR en amont du filtre à manches, à une température de 350 à 400 °C, n'a été possible que parce que la combustion du gaz naturel ne produit pas de SO₂. Dans une application équivalente alimentée au charbon ou au fioul lourd, ce positionnement côté chaud entraînerait un empoisonnement rapide du catalyseur au bisulfate d'ammonium. Le type de combustible utilisé dans le four doit être identifié et documenté avant toute décision concernant l'architecture du système SCR. - 2
L’empoisonnement des catalyseurs par les métaux alcalins est un problème spécifique au secteur qui nécessite une solution spécifique au secteur — il ne faut pas spécifier un catalyseur standard de centrale électrique pour le SCR des fours de fusion. La teneur en métaux alcalins des gaz de sortie des fours de fusion d'aluminium constitue la principale différence avec les applications SCR des centrales électriques et des chaudières industrielles. Les formulations de catalyseurs standard se désactivent en quelques mois à une concentration de 30 mg/Nm³ de sels de métaux alcalins. La durée de vie chimique de 24 000 heures obtenue dans ce projet est le résultat direct du choix d'une formulation de catalyseur résistante aux alcalis ; un choix de conception qui a engendré un surcoût marginal pour l'acquisition du catalyseur, mais qui a permis d'éviter un remplacement d'urgence après 6 à 12 mois. - 3
L’obtention d’une efficacité de dénitrification de 99,6% — NOx à 4 mg/Nm³ contre une limite de 50 mg/Nm³ — crée une marge de conformité qui absorbe à la fois l’incertitude de mesure et le futur durcissement des normes. Conformément à la directive européenne sur les émissions de NOx (IED) et aux autorisations environnementales néerlandaises, les concentrations horaires moyennes de NOx sont surveillées en continu. Un système fonctionnant à 4 mg/Nm³ contre une limite de 50 mg/Nm³ présente une marge de conformité de 8 fois, suffisante pour compenser la dérive d'étalonnage du système de surveillance continue des émissions (CEMS), les variations saisonnières des NOx émis par le four et une éventuelle révision future de la limite de 50 à 30 mg/Nm³, sans nécessiter de modification du système. Il s'agit du point de référence approprié pour un horizon d'investissement technologique de 10 ans. - 4
Le principe de conception de la couche catalytique 3+1 devrait devenir l'architecture standard pour toute installation SCR avec un profil de fonctionnement en production continue. La quatrième couche de catalyseur de rechange dans cette installation élimine l'arrêt de production qui serait autrement nécessaire pour le remplacement planifié du catalyseur à la limite de durée de vie de 24 000 heures. Pour toute installation SCR où la ligne de production connectée ne peut être arrêtée pour la maintenance du catalyseur sans impact financier significatif, le coût supplémentaire lié à la spécification d'une couche de catalyseur de rechange dès la conception initiale est négligeable comparé au coût d'un arrêt imprévu pour remplacement de catalyseur plus tard dans la durée de vie du système.
09 — Foire aux questions
Systèmes SCR moyenne température pour fours de fusion d'aluminium : réponses à dix questions
Questions posées par les responsables des permis environnementaux, les ingénieurs de procédés et les équipes d'approvisionnement des usines de fusion d'aluminium et de fabrication de matériaux spéciaux évaluant les améliorations de la dénitrification SCR.
Prêt à relever le défi des NOx dans votre four à aluminium ?
Découvrez la gamme complète des solutions de contrôle des émissions industrielles
De la dénitrification SCR à moyenne température pour les fours de fusion d'aluminium à Systèmes d'oxydation thermique régénérative pour la réduction des COV industrielsNotre équipe d'ingénieurs fournit des solutions conformes à la directive européenne IED pour les exigences les plus strictes en matière de contrôle des émissions de métaux non ferreux.





















