案例研究 · 工业排放控制
一家高性能铝合金特种材料生产商如何实现 99.6% 的 SCR 脱硝效率、99.8% 的袋式过滤器除尘效率以及 NOx、PM、SO₂、HF 和 HCl 的超低排放合规性——解决了冶炼炉尾气中碱金属对中温 SCR 催化剂中毒的开创性挑战。
铝冶炼炉废气
袋式过滤器除尘
超低氮氧化物排放
碱金属催化剂中毒溶液
01 — 行业背景
铝特种材料:一个面临日益严格的排放要求的增长型行业
铝业涵盖采矿、精炼、铸造、加工和销售等多个环节,构成了一条复杂的全球价值链。铝广泛应用于航空航天、汽车制造、建筑、电力传输、包装和消费电子等领域。在全球经济中,铝业占据着举足轻重的地位——这主要得益于汽车和航空航天行业向轻量化材料的转型,在这些行业中,铝取代了较重的钢和钛部件,从而降低了能源消耗和碳排放。
高性能铝合金及特种铝材料子行业专注于对材料性能要求极高的先进产品:例如,为全球饮料制造商提供的超薄罐盖(占据市场领先地位,全球市场份额约为10%)、大规模生产的0.208毫米超薄罐盖和0.235毫米超薄罐体、新能源电池铝塑膜、集流体铝箔以及用于新能源汽车和消费电子产品的极耳铝箔。本案例研究中的生产商总资产相当于2310亿欧元,年产能为69万吨深加工铝、15万吨碳、9万千瓦电力和225万吨原煤,使其成为特种铝材料领域的全球一流企业。
随着环保法规日益严格,铝冶炼炉烟气净化已成为一项至关重要的竞争和合规要求。该行业面临的挑战在于,以天然气为燃料的冶炼炉排放的烟气具有高温、高粉尘以及——至关重要的是——高碱金属含量。炉尘中存在的碱金属化合物(主要是钾盐和钠盐)会随气流以足以逐渐毒化传统选择性催化还原(SCR)催化剂的浓度进入炉内,从而随着时间的推移降低脱硝效率。碱金属中毒问题是该装置的核心工程挑战,也正是这一挑战使其成为行业首例。
.webp)
“将中温选择性催化还原(SCR)技术应用于铝冶炼炉尾气并非简单地照搬电厂SCR技术。炉尘中的碱金属化合物在当前气流浓度下会毒化催化剂。解决催化剂的选择和保护问题是该装置的独特之处——这是全球首次成功将中温高效SCR技术应用于该领域。”
— 高性能铝合金特种材料除尘脱氮工程技术概要
02 — 污染概况
铝冶炼炉尾气:高氮氧化物、高粉尘、高碱金属含量
该工厂的生产线包括2座冶炼炉和2座保温炉,所有炉子共用一个烟囱。每座冶炼炉均以天然气为燃料;废气中含有大量由高温燃烧空气反应产生的氮氧化物(NOx)。目前,所有四座炉子均配备一个袋式除尘器。所有炉子的烟气汇聚到一个烟囱排放。由于以天然气为燃烧燃料,废气中不含二氧化硫(SO₂),但含有氮氧化物、颗粒物(包括细小的氯化钠、氯化钾和其他碱金属盐颗粒)、氢氟酸(HF)、氯化氢(HCl)和一氧化碳(CO),所有这些物质的排放都必须控制在限值范围内。
该应用面临的主要污染挑战是冶炼炉尾气颗粒物中的碱金属含量。粉尘中含有氯化钠、氯化钾以及相关的钾钠化合物颗粒,其浓度足以在运行数月内逐渐使传统的钒钛选择性催化还原(SCR)催化剂中毒,因为这些物质会占据催化剂表面的活性酸性位点。这种中毒机制要求要么使用专门针对碱金属失活的催化剂配方,要么在SCR反应器上游设置预除尘阶段,以降低碱金属颗粒的浓度,防止其与催化剂接触。本案例研究采用中温SCR反应器,该反应器位于袋式除尘器的上游(在350–400°C的高温预除尘区),并使用一种能够耐受碱金属暴露的催化剂。袋式除尘器则位于下游,用于最终的粉尘精除。
| 范围 | 原气/入口 | 出口(设计) | 欧盟/荷兰限额参考 |
|---|---|---|---|
| 氮氧化物 | 100 毫克/立方米 | ≤50 mg/Nm³ | IED 2010/75/EU ≤100 mg/Nm³(燃烧) |
| 颗粒物(PM) | 2,000 毫克/标准立方米 | ≤10 mg/Nm³ | NER(荷兰活动法令)≤5 mg/Nm³ |
| 二氧化硫 | 未提供(天然气燃料) | ≤5 mg/Nm³ | IED 2010/75/EU |
| 一氧化碳 | 100 毫克/立方米 | ≤100 mg/Nm³ | IED 2010/75/EU |
| 高频 | 5 毫克/立方米 | ≤5 mg/Nm³ | IED 2010/75/EU HF BAT |
| 盐酸 | 15 毫克/立方米 | ≤15 mg/Nm³ | IED 2010/75/EU HCl BAT |
| 工艺烟气量 | 125,000 牛米/小时 | — | — |
| 额定烟气温度 | 350–420°C | — | — |
| SCR设计温度 | 350°C(炉出口,预冷器) | — | — |
| 除尘温度点 | 200°C(袋式过滤器入口) | — | — |
| SCR反硝化温度 | 359°C | — | — |
| 入口处的腐蚀性物质含量 | 30 毫克/立方米(碱金属盐) | — | — |
03 — 工程要求
定义此应用的中温SCR架构的七项设计标准
以下每一项要求在技术选择之前都具有约束力,并且反映了天然气铝冶炼炉尾气的特殊特性,这些特性与 SCR 更常部署的发电厂和工业锅炉环境有所不同。
SCR定位在除尘之前
SCR反应器安装在炉膛出口处,位于空气冷却器上游,此时气体温度为350–400°C,因为此时气体中不含SO₂,可以使用中温催化剂。SCR反应器在下游袋式过滤器去除颗粒物之前降低NOx,从而形成一种热侧SCR配置,充分利用了气体冷却前的高温窗口。
耐碱金属催化剂配方
催化剂必须经过专门配制和验证,以耐受30 mg/Nm³碱金属化合物入口浓度下的钾盐和钠盐中毒。传统的钒钛催化剂若不具备耐碱性,则无法在这种工况下达到24,000小时的化学寿命保证。
3+1催化剂层结构
SCR反应器采用3+1催化剂层设计:3个活性层可实现99.6%的脱硝效率,另有1个备用层,可在24,000小时的化学品寿命期间,如果任何活性层需要更换,则可装载备用层,从而防止因更换催化剂而中断生产。
吹灰和温度控制集成
该系统包含自动吹灰功能,可将温度和流量反馈至控制系统。根据监测到的气体温度,实时调节吹灰频率和强度。尿素溶液配制和尿素热分解反馈也集成到控制系统中,阀门和泵具备一键自动重启功能。
通过仿真验证压力分布
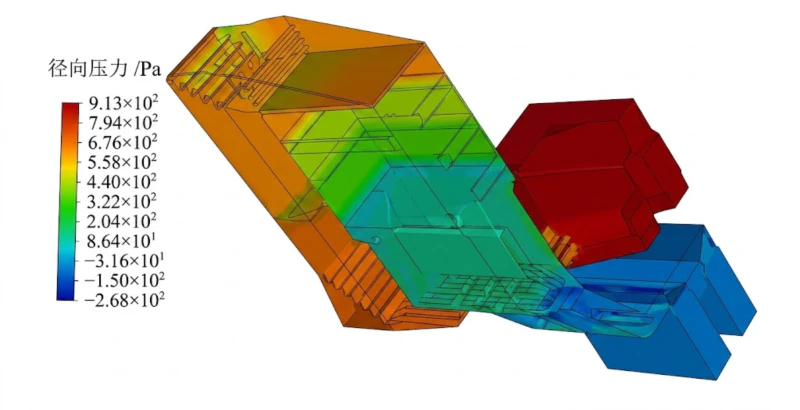
在施工前,通过计算模拟验证了SCR装置的整体压力分布。这确保气体均匀流过整个催化剂横截面,防止出现局部速度热点,从而避免因通道效应导致催化剂过早失活和排放超标。
尿素试剂系统
尿素(纯度98%,偏向5%)用作SCR还原剂。尿素消耗量为9.5 kg/h;尿素水解系统通过尿素溶液的热分解产生氨,分解过程的反馈信号与控制系统相连。尿素溶解用水量约为40 kg/h。
下游最终精滤袋式过滤器
袋式过滤器位于SCR反应器和空气冷却器的下游,处理温度约为200°C的气体。这种下游位置意味着袋式过滤器不会暴露在最高温度区域,因此可以使用标准的袋式过滤器滤材,同时还能在最终烟囱排放前收集SCR阶段产生的任何催化剂粉尘或铵盐副产品。
NOx波动响应
冶炼炉氮氧化物(NOx)浓度会随着燃烧器设置、金属配料组成和生产周期阶段的变化而波动。尿素喷射控制系统必须动态响应这些波动,以将氨/氮氧化物摩尔比维持在目标范围内——尿素喷射过量会导致氨泄漏,而喷射不足则会导致氮氧化物超标。
04 — 处理方案
集成式SCR → 空气冷却 → 袋式过滤器处理架构
随着环保法规日益严格,生产线原有的袋式除尘器配置已无法满足氮氧化物排放限制。此次升级在上游增加了一套中温选择性催化还原(SCR)脱硝系统,该系统位于炉膛出口、空气冷却器之前,此处气体温度为350–400°C,处于中温SCR的最佳工作温度范围内,且不存在二氧化硫(SO₂)导致催化剂中毒。天然气燃烧不产生硫,因此可以使用在燃煤应用中会被二氧化硫迅速灭活的中温催化剂配方。
工艺流程:冶炼炉至超低排放烟囱
炉子(×2)
+ 持有(×2)
350–400°C
(3+1层)
→ 200°C
除尘
排放烟囱
⭐ 本项目中新增或升级的设备
.webp)
CFD压力分布验证
在施工前,通过计算模拟验证了SCR装置的整体压力分布。模拟结果表明,进入催化剂层的气流场足够均匀,能够防止在富含碱金属的气体环境中出现局部速度热点,从而避免催化剂过早失活。在满负荷运行条件下,整个SCR装置的压降≤600 Pa。
关键技术参数
| 范围 | 规格 |
|---|---|
| 工艺烟气量 | 125,000 牛米/小时 |
| 标准体积 | 55,000 牛米/小时 |
| SCR反应堆工作温度 | 350°C(设计温度);最高温度350°C;最低温度200°C |
| 催化剂层结构 | 3+1(3 个活动单元 + 1 个备用单元) |
| 催化剂元件尺寸 | 横截面尺寸:150×150 毫米,高度:800 毫米 (H) |
| 壁厚(内壁/外壁) | 内径 1.0 毫米 / 外径 1.7 毫米 |
| 孔隙率 | 72.59% |
| 催化剂比表面积 | 409 平方米/立方米 |
| 主动组件类型 | V₂O₅ 和 WO₃(钒/钨) |
| 载体材料 | 二氧化钛 |
| 催化剂化学品寿命保证 | 24,000 小时 |
| 催化剂机械寿命 | 10年 |
| 脱硝效率保证 | ≥88%(初始活性);≥24,000 小时性能 |
| SO₂/SO₃转化率 | ≤1% |
| 氨滑移保证 | ≤6 ppm |
| SCR压降 | ≤600 Pa |
| 尿素消耗 | 9.5 公斤/小时(纯度 98%) |
| 尿素水解用水量 | ≈40 公斤/小时 |
| 系统最大运行负荷 | 装机容量 196.5 kW;实际运行功率 147.5 kW |
| 年度用电成本(8,000 小时/年) | 约 425,280 欧元/年(相当于 0.36 单位汇率) |
.webp)
05 — 核心优势
为什么中温热侧SCR是铝冶炼炉脱硝的合适架构
- ✓
SCR入口处无SO₂,可选择中温催化剂: 由于冶炼炉使用天然气而非煤炭或重油作为燃料,尾气中不含二氧化硫(SO₂)。这为在350–400°C的中温条件下采用选择性催化还原(SCR)工艺提供了必要条件。在燃煤应用中,这些温度下的二氧化硫会与催化剂活性位点反应生成硫酸铵沉积物,导致催化剂在数周内失活。而天然气应用中不存在二氧化硫,使得热端中温SCR工艺得以实现,同时又能兼顾高温运行的高氮氧化物(NOx)去除效率,且不受二氧化硫中毒的限制。 - ✓
耐碱金属催化剂配方解决了该行业特有的中毒难题: 电厂SCR中使用的传统钒钛催化剂会因铝冶炼炉尾气中30 mg/Nm³的碱金属化合物(NaCl、KCl)而逐渐失活。碱金属离子会取代催化剂表面酸性位点上的活性钒物种,从而降低NOx-NH₃反应速率。本装置中使用的特制催化剂通过采用耐碱催化剂结构,即使在碱金属暴露下也能保持所需的活性位点密度,从而实现了24,000小时的化学寿命保证——这是该行业首创应用的核心技术创新。 - ✓
99.6% 反硝化效率已验证:NOx 出口浓度为 4 mg/Nm³,而限值为 50 mg/Nm³: 经验证,99.6% 的脱硝效率可使实际出口 NOx 浓度约为 4 mg/Nm³,远低于 50 mg/Nm³ 的设计限值和 50 mg/Nm³ 的监管限值——92% 具有更高的合规裕度。这种超标水平可确保应对未来标准的收紧,并能有效抑制炉膛 NOx 生成量的季节性波动和批次间的差异。 - ✓
3+1 催化剂层架构可通过更换催化剂实现连续运行: 备用的第四层确保当三个活性层中的任何一个达到其24,000小时的化学寿命需要更换时,可以从备用层装载替换材料,而无需停机。这一设计特点避免了在单塔多炉系统中更换催化剂时通常需要的强制停产。 - ✓
下游袋式过滤器除尘效率达 99.8%,PM 出口浓度为 4 mg/Nm³: 将袋式除尘器置于SCR反应器和空气冷却器的下游,意味着除尘器处理的气流温度较低(约200°C而非350°C),从而降低了滤袋织物的热应力,延长了滤袋的使用寿命。下游位置还能捕获SCR阶段产生的铵盐副产物,防止其排放到烟囱,并将颗粒物排放浓度降低至约4 mg/Nm³,远低于10 mg/Nm³的设计限值。 - ✓
压力分布模拟可防止施工前流量分布不均: 在制造任何结构钢之前,CFD压力分布模拟验证了整个催化剂横截面上的均匀气体流动。这避免了局部速度热点的出现,从而防止催化剂床层上催化剂失活速率的差异,进而避免产生难以诊断和修复的NOx逃逸分布不均匀现象。
06 — 运营结果
经核实的合规数据:所有参数均远低于欧盟入侵性事件/荷兰活动法令的限制。
经核实,该系统达到了以下合规性能标准,所有实际出口浓度均远低于设计目标和监管限值:
处理效率:反硝化效率达到 90%(设计目标为 100 mg/Nm³ 至 ≤10 mg/Nm³),实际达到 99.6% 至 4 mg/Nm³;除尘效率达到 99.8%(设计目标为 2,000 mg/Nm³ 至 ≤4 mg/Nm³)。系统最大运行负荷为 196.5 kW(安装功率),实际运行负荷为 147.5 kW。按每天 24 小时运行、每年运行 8,000 小时,电价为 0.36 元/千瓦时计算,年电费约为 425,280 欧元。尿素溶解用水的年成本约为 640 元人民币。尿素消耗量为 7.2 kg/h 时,年尿素成本约为 633.6 元人民币。
07 — 实施注意事项
铝冶炼SCR应用的关键工程和操作经验
- ⚠️
SCR催化剂的碱金属中毒是主要的长期性能风险——催化剂的选择不能委托给出价最低的投标人: 冶炼炉尾气中30 mg/Nm³的碱金属化合物是该应用面临的主要材料挑战。标准电厂SCR催化剂在这种浓度下会迅速失活。催化剂规格必须要求在尾气中实际存在的碱金属盐种类和浓度下进行经过验证的碱金属耐受性测试,而不是笼统地声称“耐碱”。在接受任何催化剂供应方案之前,应要求提供第三方测试报告,证明催化剂在模拟碱金属暴露后仍能保持活性。 - ⚠️
进入SCR系统的高浓度粉尘(2000毫克/立方米)会导致催化剂快速堵塞,而无法有效吹扫积碳: 冶炼炉尾气中颗粒物浓度为2000 mg/Nm³,约为典型电厂SCR装置粉尘浓度的20倍。粉尘沉积在催化剂蜂窝通道中会逐渐阻塞流路,增加压降,并减少可用于NOx-NH₃接触的有效催化剂表面积。具有温度和流量反馈功能的自动吹灰系统必须作为生产关键系统进行妥善设计、调试和维护,而不能视为可有可无的辅助系统。吹灰周期必须根据运行第一个月的实际运行数据进行校准。 - ⚠️
氮氧化物和烟气温度波动会导致系统排放不稳定——尿素喷射必须动态响应: 已记录的主要风险是烟气温度和氮氧化物浓度波动,这些波动是由炉膛燃烧器设置和金属炉料成分的变化引起的。尿素喷射控制系统必须具有足够的传感器反馈响应时间,以便在炉膛循环变化范围内调整喷射量。如果响应延迟过长,则在每个炉膛运行循环转换期间,选择性催化还原(SCR)系统都会经历过量喷射(导致氨泄漏)和喷射不足(导致氮氧化物超标)的交替阶段。 - ⚠️
炉窑团队与气体处理控制室之间紧密的运行联系是一项功能性要求: 当检测到温度或氮氧化物浓度波动时,炉膛运行团队必须在进行任何燃烧器或装料调整之前提前通知气体处理控制室。如果没有这种协调,SCR控制系统会在氮氧化物进入催化剂区域后才对其变化做出反应,导致没有足够的时间来调整尿素喷射量。一项简单的规程,即要求在计划的炉膛运行变更前15-30分钟发出通知,即可防止大多数实时超标事件的发生。 - ⚠️
氨泄漏控制与氮氧化物减排同等重要——必须积极监测氨泄漏量≤6 ppm: SCR出口处的氨泄漏是欧盟工业排放指令(IED)和荷兰活动法令环境许可条件中受监管的参数,同时也是一种令人不适的气味,可能引发社区投诉和监管检查。为确保氨泄漏量≤6 ppm,需要对SCR出口进行持续监测,并在NH₃浓度接近泄漏限值时自动降低尿素喷射速率。从调试之日起,在CEMS规范中包含原位NH₃传感器至关重要。 - ⚠️
即使此应用不产生石膏(天然气尾气中不含二氧化硫),也必须遵守石膏刮除系统规程: 由于本应用中不存在二氧化硫(SO₂),因此不包含湿式烟气脱硫(FGD)系统。但是,如果未来运行变更中在炉膛中添加含二氧化硫的生物质或其他辅助燃料混烧选项,则需要湿式脱硫阶段。任何燃料类型的变更都必须在实施前通知气体处理系统工程师,因为这将从根本上改变进入选择性催化还原(SCR)催化剂的污染物组成,并可能加速硫酸盐中毒。
08 — 工程要点
铝冶炼中首次中温SCR部署的四个经验教训
- 1
天然气铝炉中不存在 SO₂ 是热侧 SCR 的必要条件——这一区别因素必须在项目定义阶段确定。 将SCR装置置于350–400°C的袋式除尘器上游,之所以可行,是因为天然气燃烧不产生SO₂。在燃煤或重油燃烧的同等应用中,这种热端位置会导致硫酸氢铵催化剂迅速中毒。在确定任何SCR装置架构之前,必须确认并记录炉膛的燃料类型。 - 2
碱金属对催化剂的毒化是一个行业特有的挑战,需要行业特有的解决方案——不要将标准电厂催化剂用于冶炼炉的SCR。 铝冶炼炉尾气中的碱金属含量是其与电厂和工业锅炉选择性催化还原(SCR)应用的主要区别。标准催化剂配方在30 mg/Nm³的碱金属盐浓度下会在数月内失活。本项目实现的24,000小时化学寿命直接得益于采用了耐碱催化剂配方——这一设计决策虽然略微增加了催化剂的采购成本,但却避免了6-12个月内就需要紧急更换催化剂的情况。 - 3
脱硝效率达到 99.6%(NOx 浓度为 4 mg/Nm³,而限值为 50 mg/Nm³),这创造了一个合规缓冲,可以吸收测量不确定性和未来标准的收紧。 根据欧盟工业排放指令 (IED) 和荷兰环境许可条件,氮氧化物 (NOx) 的小时平均浓度将持续监测。对于运行浓度为 4 mg/Nm³ 且限值为 50 mg/Nm³ 的系统,其合规裕度为 8 倍——足以应对连续排放监测系统 (CEMS) 的校准漂移、季节性炉膛 NOx 变化以及未来限值可能从 50 mg/Nm³ 调整至 30 mg/Nm³ 的情况,而无需对系统进行任何改造。这对于一项为期 10 年的技术投资而言,是一个合适的基准。 - 4
3+1催化剂层设计原则应成为任何具有连续生产运行特性的SCR装置的标准架构。 该装置中备用的第四层催化剂层避免了在24,000小时寿命极限时进行计划内催化剂更换所需的生产停机。对于任何SCR装置而言,如果连接的生产线无法在不造成重大经济损失的情况下停机进行催化剂维护,那么在初始设计阶段指定一层备用催化剂层所带来的额外成本,与系统运行后期因计划外催化剂更换而导致的停机成本相比,微不足道。
09 — 常见问题解答
中温选择性催化还原(SCR)技术在铝冶炼炉中的应用:十个常见问题解答
来自铝冶炼和特种材料制造厂的环境许可经理、工艺工程师和采购团队的问题,他们正在评估 SCR 脱氮升级。
准备好解决您的铝炉氮氧化物排放难题了吗?
探索全系列工业排放控制解决方案
从用于铝冶炼炉的中温SCR脱硝到 用于工业VOC减排的再生热氧化系统我们的工程团队提供符合欧盟 IED 标准的解决方案,以满足最苛刻的有色金属排放控制要求。





















