Caso di studio · Controllo delle emissioni industriali
Come un impianto di fusione secondario di piombo e zinco ha eliminato le emissioni di pennacchi bianchi, raggiunto la conformità ai limiti di scarico estremamente bassi e ridotto i costi operativi annuali, senza generare inquinamento secondario.
Depurazione magnetica dei fumi
Trattamento dei gas di scarico con piombo e zinco
Soppressione del pennacchio non termico
01 — Contesto del settore
Perché le fonderie di piombo e zinco si trovano ad affrontare una crisi di emissioni di fumo bianco
La transizione globale verso i veicoli elettrici e l'accumulo di energia ha innescato un'impennata della domanda di piombo e zinco secondari. Le fonderie che utilizzano forni a riverbero, altiforni e processi ad arco elettrico gestiscono ora carichi di produzione più elevati che mai, e con ciò si verifica un aumento proporzionale del volume dei gas di scarico, della concentrazione di anidride solforosa e delle emissioni di pennacchi bianchi visibili.
Nella fusione di piombo e zinco, i gas di scarico in uscita da uno scrubber di desolforazione sono tipicamente saturi di vapore acqueo, particolato fine residuo (<2,5 µm), goccioline di nebbia acida e tracce di composti di zolfo. Anche dopo la desolforazione a umido convenzionale dei gas di scarico (WFGD), i fumi di scarico del camino rimangono visibilmente opachi: una persistente colonna bianca o grigia che viola le normative sempre più severe sulle emissioni visive in Cina, nell'UE e in altre giurisdizioni.
La pressione regolamentare aggrava la sfida operativa. In Cina, Standard di emissione degli inquinanti atmosferici per l'industria del piombo e dello zinco La norma GB 25466–2010, rivista nel 2023, impone emissioni di particolato inferiori a 10 mg/Nm³ e di SO₂ inferiori a 100 mg/Nm³, con l'ulteriore requisito dell'assenza di pennacchio bianco visibile in condizioni operative normali. Parametri di riferimento simili per le emissioni visive compaiono ora nelle conclusioni della Direttiva UE sulle emissioni industriali (IED) relative alle migliori tecniche disponibili (BAT) e nei riferimenti della Parte 60 Sottoparte A del titolo 40 del Codice dei regolamenti federali (EPA).
"La depurazione convenzionale con soluzioni alcaline può ridurre l'SO₂, ma non può eliminare la nube bianca. Ciò richiede la rimozione simultanea della fase di aerosol fine, ed è qui che la purificazione tramite campo magnetico cambia le carte in tavola."
— Sintesi tecnica del progetto di abbattimento del pennacchio magnetico

02 — Profilo di inquinamento
Caratterizzazione dei gas di scarico negli impianti di fusione di piombo e zinco.
In un tipico impianto di fusione secondaria di piombo e zinco, la principale fonte di emissioni è il camino di scarico della torre di desolforazione. Dopo il lavaggio a umido, il flusso di gas di scarico post-FGD trasporta una miscela complessa di inquinanti che differiscono sostanzialmente dai gas di scarico grezzi del forno:
- Particolato fine residuo (PM₂.₅): Valori compresi tra 50 e 70 mg/Nm³ all'ingresso dello scrubber di desolforazione, che spesso persistono al di sopra dei 20 mg/Nm³ dopo il lavaggio senza un trattamento profondo dedicato.
- anidride solforosa (SO₂): Le concentrazioni in ingresso sono tipicamente comprese tra 200 e 800 mg/Nm³; il processo WFGD standard riduce questo valore a 50-100 mg/Nm³, ma per raggiungere valori inferiori a 35 mg/Nm³ è necessario un processo di affinamento più avanzato.
- Nebbie acide e aerosol di SO₃: Queste fini goccioline acide sono altamente corrosive e sono la causa principale della formazione di pennacchi bianchi visibili. Le concentrazioni variano da 20 a 80 mg/Nm³ dopo il lavaggio a umido.
- Vapore acqueo saturo: Il gas a valle dello scrubber umido si trova tipicamente a una temperatura compresa tra 40 e 55 °C con un'umidità relativa prossima a 100%, che si condensa raffreddandosi formando la nube bianca visibile.
- Tracce di metalli pesanti: I composti di piombo, zinco, cadmio e arsenico possono essere trasportati dal forno di fusione sotto forma di aerosol sub-micronici, rendendo necessaria la loro cattura per proteggere la salute pubblica.
| Parametro | Valore di ingresso | Punto vendita (design) | Limite regolamentare |
|---|---|---|---|
| Inquinante misto (particolato + nebbia acida) | 70 mg/Nm³ | ≤10 mg/Nm³ | ≤10 mg/Nm³ |
| Volume dei gas di scarico | 150.000 Nm³/h | — | — |
| Temperatura dei gas di scarico in ingresso | ≈35°C | — | — |
| Efficienza di purificazione | — | ≥97% | — |
| Pennacchio bianco visibile | Presente (grave) | Nessuno (invisibile) | Invisibile in condizioni normali |
03 — Requisiti di ingegneria
Criteri di progettazione per l'abbattimento dei pennacchi magnetici nella fusione dei metalli
Prima di selezionare una tecnologia per il controllo delle emissioni di gas di scarico, il team di ingegneri ha stabilito i seguenti criteri di progettazione non negoziabili. Questi criteri sono coerenti con i requisiti delle specifiche tecniche documentate nella documentazione di progetto e riflettono le migliori pratiche del settore per il trattamento dei gas di scarico delle fonderie.
Progettazione orientata alla conformità
La tecnologia selezionata e tutti i materiali ausiliari e i processi di produzione devono essere conformi alle normative nazionali pertinenti. Il sistema deve mantenere prestazioni stabili anche quando il volume dei gas di scarico fluttua tra 10% e 110% della capacità di progetto.
Tecnologia matura e collaudata
Sono accettabili solo processi di purificazione commercialmente collaudati; non sono ammesse tecnologie su scala pilota o sperimentali. Il sistema deve raggiungere un miglioramento di 30%–50% rispetto alle prestazioni di riferimento esistenti, utilizzando tecniche di abbattimento verificate.
Costruzione resistente alla corrosione
Tutti i componenti a contatto con il flusso di gas di scarico acidi, inclusi condotti, recipienti, strati assorbenti in composito di grafene e ventilatori, devono essere realizzati con materiali resistenti alla corrosione e con trattamento anticorrosivo certificato.
Zero inquinamento secondario
Il sistema non deve generare ulteriori acque reflue, reagenti esausti o rifiuti solidi pericolosi. Gli eventuali sottoprodotti devono essere direttamente riciclabili o smaltibili senza rischi ambientali.
Efficienza energetica
Il consumo energetico del sistema deve essere ridotto al minimo attraverso la selezione delle apparecchiature e l'ottimizzazione ingegneristica. Le materie prime devono provenire da una filiera nazionale stabile e affidabile. Tutte le principali apparecchiature devono essere fornite da produttori riconosciuti a livello nazionale e in possesso di certificazioni di qualità.
Controllo del rumore e dell'impatto ambientale
Il rumore prodotto dalle apparecchiature non deve superare gli 85 dB(A) misurati a 1 m di distanza dall'unità, in conformità con i limiti per ambienti industriali di Classe II della norma GB 12348–2008. La disposizione deve ridurre al minimo l'ingombro in loco per facilitare l'integrazione con le infrastrutture esistenti dell'impianto.
Scalabilità modulare
Il concetto di progettazione modulare deve adattarsi all'evoluzione dei requisiti ambientali nell'arco di 3-5 anni. La capacità di purificazione aggiuntiva deve essere implementabile senza dover riprogettare l'architettura del sistema principale.
Allineamento normativo lungimirante
Il sistema deve eliminare l'inquinamento visivo riducendo al contempo le emissioni gassose di inquinanti a bassa frequenza per raggiungere standard di scarico estremamente bassi, in risposta ai requisiti attuali e previsti delle politiche ambientali della regione.
04 — Soluzione di trattamento
Come funziona la tecnologia di abbattimento magnetico delle emissioni
Abbattimento magnetico del pennacchio (MPA) — anche denominato lavaggio magnetico dei fumi, purificazione dei gas di scarico tramite campo magnetico, soppressione del pennacchio magnetoidrodinamico, O eliminazione del fumo bianco non termico — è una tecnologia di purificazione a secco che sfrutta l'interazione tra un campo magnetico controllato e le molecole polari presenti nell'aria e le particelle di aerosol cariche presenti nei fumi di combustione.
Il meccanismo centrale combina due effetti fisici: (1) migrazione indotta dal campo magnetico, dove molecole paramagnetiche come il vapore acqueo, la nebbia di SO₃ e le goccioline acide fini vengono deviate verso e catturate da uno strato assorbente composito di grafene; e (2) allineamento e aggregazione dei dipolidove le particelle sub-microniche vengono fatte collidere e agglomerare in cluster più grandi e più facilmente catturabili. Il risultato è una riduzione simultanea del particolato, degli aerosol acidi e del contenuto di acqua satura nel flusso di gas in uscita, i tre fattori che contribuiscono alla formazione del pennacchio bianco visibile.
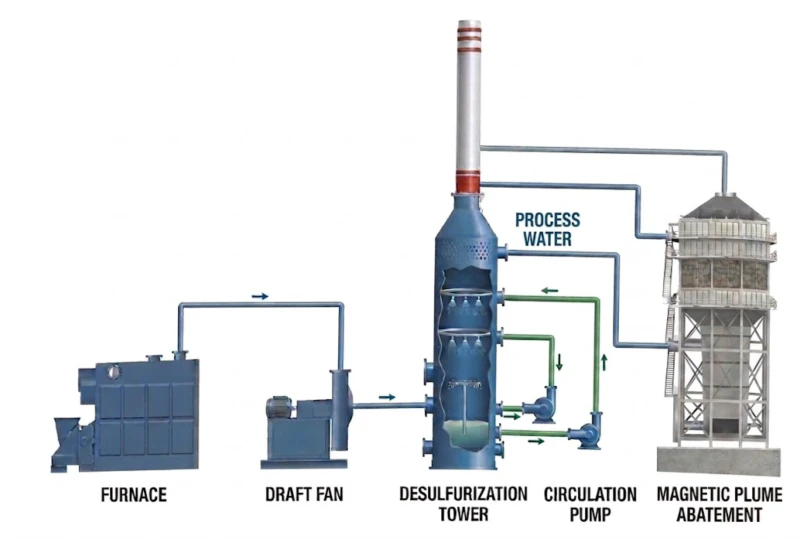
Diagramma di flusso del processo: dall'uscita della torre di desolforazione allo scarico del camino pulito.
Configurazione del sistema e parametri tecnici chiave
Per l'applicazione di fusione piombo-zinco, l'unità di abbattimento del pennacchio magnetico è configurata come un torre esterna, ingresso superiore / scarico inferiore Modulo installato direttamente sopra la torre di desolforazione esistente. Questa configurazione elimina la necessità di nuove canalizzazioni e riduce al minimo i tempi di fermo per l'installazione. I principali parametri tecnici selezionati per questo progetto sono:
| Parametro | Specifica |
|---|---|
| Modello unitario | BLCNXB-15W |
| Tipo di layout | Modulo esterno alla torre, autonomo |
| Orientamento della presa/uscita dell'aria | Ingresso dal basso, scarico dall'alto |
| Efficienza di purificazione | ≥97% |
| Concentrazione di inquinanti misti in ingresso | 70 mg/Nm³ |
| Concentrazione di inquinanti misti in uscita | ≤10 mg/Nm³ |
| Resistenza del sistema | 250 Pa |
| Volume dei gas di scarico trattati | 150.000 Nm³/h |
| Materiale dello strato assorbente | Composito di grafene |
| Dimensioni dell'apparecchiatura (L×P×A) | 13,6 m × 8,15 m × 20,2 m |
| Modello di generatore di energia magnetica | BLEMG-2K |

05 — Vantaggi principali
Perché la riduzione magnetica delle emissioni è superiore alle alternative convenzionali
- ✓
Vera eliminazione delle emissioni visibili: A differenza dei tradizionali sistemi di depurazione alcalina che si limitano a ridurre la concentrazione degli inquinanti, MPA rimuove simultaneamente aerosol fini, nebbie acide e vapore acqueo saturo, ovvero le tre cause fisiche che contribuiscono alla formazione del pennacchio bianco. I fumi di scarico del camino sono effettivamente invisibili in tutte le normali condizioni operative, non semplicemente meno opachi. - ✓
Processo a secco: zero acque reflue, zero reagenti chimici: I metodi convenzionali di soppressione delle emissioni a umido (ad esempio, lavaggio con idrossido di sodio, irrorazione con soluzioni di idrossido di calcio) generano volumi significativi di acque reflue contaminate e reagenti esausti che richiedono ulteriore trattamento. Il metodo MPA è completamente a secco: nessun input di liquidi, nessun output di rifiuti liquidi, nessun costo di approvvigionamento dei reagenti. - ✓
Basso consumo energetico in fase di esercizio: efficienza in termini di costi per l'intero ciclo di vita dell'impianto. La potenza di esercizio del sistema è di 15 kW per una capacità di trattamento di 150.000 Nm³/h, con un conseguente costo annuo dell'energia elettrica di circa 43.200 RMB (sulla base di 300 giorni di funzionamento, 0,4 RMB/kWh). Questo dato è nettamente inferiore rispetto ai sistemi a riscaldamento umido che richiedono 80-150 kW per ottenere una soppressione equivalente delle emissioni visibili. - ✓
Elevata flessibilità operativa: progettata per carichi di fusione variabili. La produzione della fonderia è intrinsecamente variabile a causa della lavorazione a lotti, dei cicli di manutenzione e delle variazioni di qualità del materiale di alimentazione. Il sistema MPA mantiene le prestazioni di purificazione a livello di progetto in un intervallo di volume dei gas di scarico compreso tra 10% e 110% senza intervento manuale o regolazione del setpoint. - ✓
Integrazione rapida con le infrastrutture esistenti: Il design del modulo esterno alla torre, a innesto, richiede solo l'aggiunta di un deflettore per i gas di scarico in cima alla torre di desolforazione e di un breve condotto di collegamento all'ingresso dell'unità MPA. Non sono necessarie nuove fondamenta, modifiche strutturali alla torre esistente né interventi sulle apparecchiature di processo a monte. L'installazione può essere tipicamente completata durante gli arresti programmati per manutenzione. - ✓
Posizionamento normativo proattivo: Con l'intensificarsi dei controlli ambientali a livello globale, gli impianti dotati di MPA possono dimostrare la conformità alle migliori tecnologie disponibili con effetto immediato e sono ben posizionati per soddisfare i futuri vincoli sulle emissioni senza dover reinvestire capitali nelle infrastrutture di trattamento principali.
Confronto tecnologico: abbattimento magnetico delle emissioni rispetto alle alternative convenzionali.
| Criterio | Abbattimento del pennacchio magnetico | Lavaggio alcalino a umido | Riscaldamento GGH |
|---|---|---|---|
| Eliminazione della colonna bianca | Completo (stack invisibile) | Parziale (permane la foschia) | Moderato (varia in base alla temperatura) |
| acque reflue secondarie | Nessuno | Alto volume | Nessuno |
| Potenza di funzionamento (kW) | 15 kW | 60–100 kW | 80–150 kW |
| costo dei reagenti chimici | Zero | In corso (NaOH / Ca(OH)&sub2;) | Zero |
| complessità dell'installazione | Basso (modulo plug-in) | Alto (tubazione, pompe, bacino) | Mezzo (scambiatore di calore) |
| Efficienza di purificazione | ≥97% | ≈80–85% | N/D (nessuna rimozione) |
06 — Risultati operativi
Risultati della messa in servizio e dati operativi verificati
L'unità di abbattimento magnetico dei pennacchi di fumo ha completato con successo la prima fase di collaudo. Tutti i dati operativi e i risultati relativi alle prestazioni di abbattimento dei pennacchi hanno soddisfatto gli obiettivi di progetto. Lo scarico del camino ha raggiunto uno stato di totale invisibilità, senza emissione di vapore bianco visibile in condizioni operative normali, come verificato da un monitoraggio indipendente effettuato da terzi.

07 — Avvertenze sull'implementazione
Considerazioni ingegneristiche critiche prima dell'implementazione
- ⚠️
Complessità del percorso di instradamento delle condotte per le nebbie acide: Gli impianti di desolforazione che trattano gas di scarico di fonderia ricchi di zolfo possono avere diverse linee di condensazione di nebbia acida con flussi irregolari. Prima della progettazione dei condotti, è necessario eseguire un modello di fluidodinamica computazionale (CFD) del flusso di gas e installare serrande d'aria manuali su ogni diramazione della nebbia acida per consentire il bilanciamento del flusso d'aria a livello di sistema e la risoluzione dei problemi. - ⚠️
Compatibilità con fluidi corrosivi: Il lavaggio standard con soluzioni di idrossido di sodio e idrossido di calcio genera acque reflue e fanghi esausti con un elevato contenuto di solidi disciolti totali (TDS) e metalli pesanti. Il sistema MPA, al contrario, è a secco, ma tutte le condotte a monte dell'unità che trasportano gas saturi acidi devono essere realizzate con materiali resistenti agli acidi (tipicamente FRP o acciaio resistente agli acidi con rivestimento epossidico). Non acquistare componenti da fornitori non certificati per ridurre i costi. - ⚠️
Verifica dei parametri di base: I parametri effettivi dei gas di scarico della fonderia (portata, temperatura, concentrazioni di inquinanti) devono essere misurati in modo indipendente tramite campionamento isocinetico del camino prima di finalizzare il dimensionamento delle apparecchiature. Affidarsi esclusivamente ai parametri di progettazione del forno o a stime storiche porta spesso a sistemi sottodimensionati che non riescono a raggiungere gli obiettivi di emissione durante i picchi di produzione. - ⚠️
Carico di polveri a monte: Se il sistema di desolforazione a monte non dispone di un prefiltro a ciclone o a maniche dedicato, il trascinamento di particolato grossolano può gradualmente contaminare lo strato assorbente composito di grafene nell'unità MPA, riducendone l'efficienza nel tempo. Eseguire un'analisi della distribuzione granulometrica del gas post-scrubber prima di finalizzare le fasi di trattamento a monte. - ⚠️
Rumore e rapporti con la comunità: Sebbene i ventilatori del sistema MPA siano a bassa potenza (15 kW), le nuove installazioni possono attirare l'attenzione della comunità locale nelle zone industriali densamente popolate. Prima della messa in servizio, è necessario effettuare una valutazione dell'impatto acustico secondo la norma GB 12348–2008 e installare cabine acustiche se il rumore previsto del ventilatore nel punto di ricezione più vicino supera i 55 dB(A) di giorno o i 45 dB(A) di notte.
08 — Considerazioni ingegneristiche
Quattro insegnamenti trasferibili da questo progetto
- 1
Un componente aggiuntivo a valle può offrire prestazioni superiori rispetto alla sostituzione completa del sistema. Anziché ricostruire l'intero processo di desolforazione, l'aggiunta dell'unità MPA come fase di affinamento ha permesso di raggiungere la conformità a una frazione del costo di un ammodernamento completo dell'impianto. Per le fonderie più datate con sistemi FGD funzionanti ma non conformi, questo approccio "plug-and-play" rappresenta spesso la soluzione economicamente più vantaggiosa per conformarsi alle normative sulle emissioni di gas di scarico. - 2
L'equilibrio del flusso d'aria è importante quanto la composizione chimica del processo di purificazione. La fase iniziale di collaudo ha rivelato che una distribuzione non ottimale del flusso d'aria tra le linee di derivazione delle nebbie acide causava un sovraccarico localizzato in una sezione dell'assorbitore MPA. L'installazione di serrande di bilanciamento manuali e la ricalibrazione della curva di funzionamento della ventola hanno risolto il problema senza modifiche hardware. Prevedere del tempo per la calibrazione del flusso d'aria nel programma di collaudo. - 3
La tecnologia a secco semplifica il monitoraggio continuo della conformità. Senza reagenti liquidi da gestire e senza permessi di scarico delle acque reflue da mantenere, l'onere della conformità ambientale per gli operatori degli impianti si riduce notevolmente. I monitor online del particolato forniscono una prova continua della conformità senza i dispendiosi test manuali periodici sui camini richiesti dai sistemi a umido. - 4
La modularità consente di garantire la compatibilità futura senza investimenti eccessivi. L'architettura modulare del sistema MPA implica che, qualora una futura revisione normativa abbassasse la soglia di emissioni visibili o introducesse nuovi parametri inquinanti (ad esempio, il vapore di mercurio), sarebbe possibile aggiungere moduli incrementali senza sostituire l'unità centrale. Ciò ha protetto l'investimento di capitale del progetto dall'obsolescenza normativa.
09 — Domande frequenti
Eliminazione delle emissioni magnetiche: risposte alle dieci domande più frequenti
Dai responsabili degli impianti, agli ingegneri ambientali e ai team di approvvigionamento che valutano per la prima volta la tecnologia MPA.
Pronti a eliminare la vostra nuvola di fumo bianco?
Scopri la gamma completa di soluzioni per il controllo delle emissioni.
Dalla riduzione del pennacchio magnetico a sistemi di ossidazione termica rigenerativa per l'abbattimento dei VOC industrialiIl nostro team di ingegneri offre soluzioni collaudate e verificate sul campo per le sfide più complesse in materia di controllo delle emissioni nell'industria pesante.





















