Étude de cas · Contrôle des émissions industrielles
Comment une fonderie secondaire de plomb-zinc a éliminé les émissions de panache blanc, atteint une conformité aux normes de rejet ultra-faibles et réduit ses coûts d'exploitation annuels, sans aucune pollution secondaire.
Épuration magnétique des fumées
Traitement des gaz de combustion au plomb et au zinc
Suppression non thermique du panache
01 — Contexte industriel
Pourquoi les fonderies de plomb-zinc sont confrontées à une crise des panaches blancs
La transition mondiale vers les véhicules électriques et le stockage de l'énergie a entraîné une forte hausse de la demande en plomb et en zinc de seconde fusion. Les fonderies utilisant des fours à réverbère, des hauts fourneaux et des procédés à arc électrique traitent désormais des volumes de production plus importants que jamais, ce qui provoque une augmentation proportionnelle du volume des gaz de combustion, de la concentration en dioxyde de soufre et des émissions de panaches blancs visibles.
Dans les usines de fusion du plomb-zinc, les gaz de combustion sortant d'un laveur de gaz de désulfuration sont généralement saturés de vapeur d'eau, de fines particules résiduelles (< 2,5 µm), de gouttelettes de brouillard acide et de traces de composés soufrés. Même après une désulfuration humide conventionnelle des gaz de combustion (WFGD), les gaz d'échappement restent opaques – formant un panache blanc ou gris persistant – ce qui constitue une infraction aux réglementations de plus en plus strictes en matière d'émissions visuelles en Chine, dans l'Union européenne et dans d'autres pays.
La pression réglementaire accentue les difficultés opérationnelles. En Chine, Norme d'émission des polluants atmosphériques pour l'industrie du plomb et du zinc La norme GB 25466-2010 (révisée en 2023) impose des émissions de particules inférieures à 10 mg/Nm³ et de SO₂ inférieures à 100 mg/Nm³, avec l'exigence supplémentaire de l'absence de panache blanc visible en conditions normales de fonctionnement. Des seuils d'émissions visuelles similaires figurent désormais dans les conclusions relatives aux meilleures techniques disponibles (MTD) de la directive européenne sur les émissions industrielles (IED) et dans les références de la partie 60, sous-partie A, du titre 40 du CFR de l'EPA.
« Le lavage classique aux solutions alcalines peut réduire le SO₂ mais il ne peut pas éliminer le panache blanc. Cela nécessite l'élimination simultanée de la phase fine d'aérosol, et c'est là que la purification par champ magnétique change la donne. »
— Résumé technique d'ingénierie, Projet de réduction des panaches magnétiques

02 — Profil de pollution
Caractérisation des gaz de combustion dans les opérations de fusion du plomb et du zinc
Dans une usine typique de fusion secondaire de plomb-zinc, la principale source d'émissions est la cheminée d'échappement de la tour de désulfuration. Après lavage humide, le flux de gaz de combustion post-FGD contient un mélange complexe de polluants fondamentalement différent de celui des gaz d'échappement bruts du four :
- Particules fines résiduelles (PM2.5) : 50 à 70 mg/Nm³ à l'entrée du laveur de désulfuration, persistant souvent au-dessus de 20 mg/Nm³ après lavage sans traitement en profondeur dédié.
- Dioxyde de soufre (SO₂) : Les concentrations à l'entrée sont généralement de 200 à 800 mg/Nm³ ; le WFGD standard réduit cela à 50 à 100 mg/Nm³, mais atteindre <35 mg/Nm³ nécessite un polissage amélioré.
- Brouillard acide et aérosols de SO₃ : Ces fines gouttelettes acides sont très corrosives et constituent la principale cause de la formation du panache blanc visible. Leur concentration varie de 20 à 80 mg/Nm³ après lavage humide.
- Vapeur d'eau saturée : Le gaz post-épurateur humide est généralement à 40–55°C avec une humidité relative proche de 100%, qui se condense en refroidissant pour former le nuage blanc visible.
- Traces de métaux lourds : Des composés de plomb, de zinc, de cadmium et d'arsenic peuvent être transportés sous forme d'aérosols submicroniques provenant du four de fusion, nécessitant leur capture pour protéger la santé publique.
| Paramètre | Valeur d'entrée | Point de vente (Conception) | limite réglementaire |
|---|---|---|---|
| Polluant mixte (particules + brouillard acide) | 70 mg/Nm³ | ≤10 mg/Nm³ | ≤10 mg/Nm³ |
| Volume des gaz de combustion | 150 000 Nm³/h | — | — |
| température des gaz de combustion à l'entrée | ≈35°C | — | — |
| Efficacité de purification | — | ≥97% | — |
| Plume blanche visible | Présent (grave) | Aucun (invisible) | Invisible dans des conditions normales |
03 — Exigences d'ingénierie
Critères de conception pour la réduction des panaches magnétiques dans la fusion des métaux
Avant de choisir une technologie de contrôle des panaches blancs, l'équipe d'ingénierie a établi les critères de conception non négociables suivants. Ceux-ci sont conformes aux exigences du cahier des charges techniques consigné dans le dossier du projet et reflètent les meilleures pratiques de l'industrie en matière de traitement des gaz résiduaires de fonderie.
Conception axée sur la conformité
La technologie sélectionnée, ainsi que tous les matériaux et procédés de fabrication associés, doivent être conformes aux normes nationales en vigueur. Le système doit maintenir des performances stables même en cas de fluctuations du volume de gaz de combustion entre 101 TP3T et 1101 TP3T de sa capacité nominale.
Technologie mature et éprouvée
Seuls les procédés de purification ayant fait leurs preuves à l'échelle industrielle sont acceptables ; les technologies pilotes ou expérimentales sont exclues. Le système doit permettre une amélioration de 30% à 50% par rapport aux performances de référence existantes, grâce à des techniques de traitement des eaux usées validées.
Construction résistante à la corrosion
Tous les composants en contact avec le flux de gaz de combustion acide — y compris les conduits, les cuves, les couches absorbantes composites de graphène et les ventilateurs — doivent être fabriqués à partir de matériaux résistants à la corrosion et avoir subi un traitement anticorrosion certifié.
Zéro pollution secondaire
Le système ne doit pas générer d'eaux usées supplémentaires, de réactifs usés ni de déchets solides dangereux. Les sous-produits, le cas échéant, doivent être directement recyclables ou éliminables sans risque pour l'environnement.
efficacité énergétique
La consommation électrique du système doit être minimisée par le choix des équipements et l'optimisation de l'ingénierie. Les matières premières doivent provenir d'une chaîne d'approvisionnement nationale stable et fiable. Tous les équipements principaux doivent être fournis par des fabricants certifiés et reconnus au niveau national.
Contrôle du bruit et de l'empreinte écologique
Le niveau sonore des équipements ne doit pas dépasser 85 dB(A) mesuré à 1 m de l'appareil, conformément aux limites de la norme GB 12348–2008 pour les installations industrielles de classe II. L'agencement doit minimiser l'emprise au sol afin de faciliter l'intégration aux infrastructures existantes de l'usine.
Évolutivité modulaire
La conception modulaire doit pouvoir s'adapter à l'évolution des exigences environnementales sur une période de 3 à 5 ans. Il doit être possible d'ajouter des capacités de purification supplémentaires sans avoir à repenser l'architecture du système de base.
Alignement réglementaire prospectif
Le système doit éliminer la pollution visuelle tout en réduisant simultanément les émissions de polluants gazeux à basse fréquence afin d'atteindre des normes de rejet ultra-faibles, répondant ainsi aux exigences actuelles et futures des politiques environnementales de la région.
04 — Solution de traitement
Comment fonctionne la technologie de réduction des panaches magnétiques
Réduction des panaches magnétiques (MPA) — également appelée épuration magnétique des fumées, purification des gaz de combustion par champ magnétique, suppression magnétohydrodynamique du panache, ou élimination non thermique de la fumée blanche — est une technologie de purification à sec qui exploite l'interaction entre un champ magnétique contrôlé et les molécules polaires en suspension dans l'air et les particules d'aérosol chargées présentes dans les gaz de combustion.
Le mécanisme principal combine deux effets physiques : (1) migration induite par un champ magnétique, où des molécules paramagnétiques telles que la vapeur d'eau, le brouillard de SO&sub3 et de fines gouttelettes acides sont déviées vers et capturées par une couche absorbante composite de graphène ; et (2) alignement et agrégation des dipôlesDans ce processus, les particules submicroniques entrent en collision et s'agglomèrent en amas plus gros et plus faciles à capturer. Il en résulte une réduction simultanée des particules, des aérosols acides et de la teneur en eau saturée dans le flux gazeux sortant – les trois facteurs contribuant à la formation du panache blanc visible.
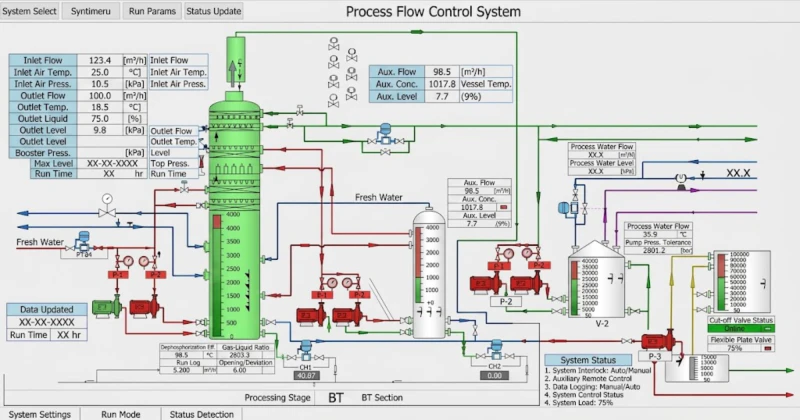
Flux de procédé : de la sortie de la tour de désulfuration au rejet par cheminée propre
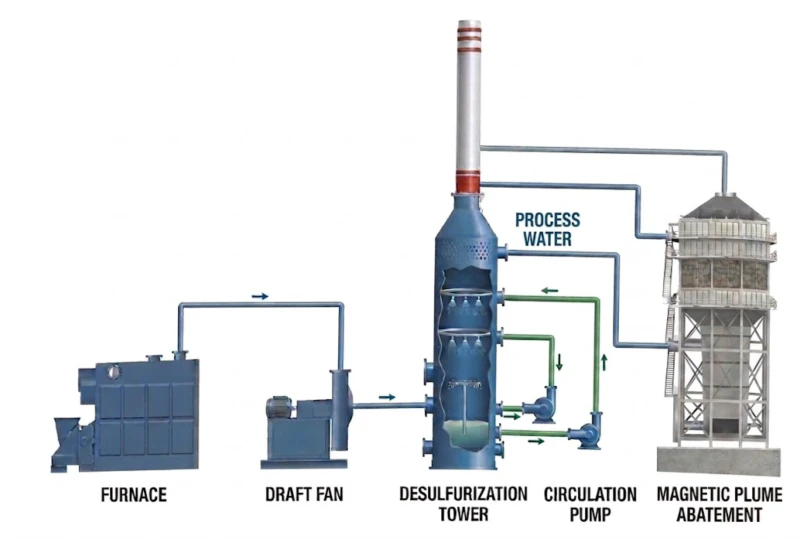
Configuration système et principaux paramètres techniques
Pour l'application de fusion du plomb-zinc, l'unité de réduction du panache magnétique est configurée comme une tour-externe, entrée par le haut / échappement par le bas Le module est installé directement au sommet de la tour de désulfuration existante. Cette configuration élimine le besoin de nouveaux conduits et minimise les temps d'arrêt liés à l'installation. Les principaux paramètres techniques retenus pour ce projet sont :
| Paramètre | Spécification |
|---|---|
| Modèle d'unité | BLCNXB-15W |
| Type de mise en page | Module autonome externe à la tour |
| Orientation de l'entrée/sortie d'air | Entrée par le bas, échappement par le haut |
| Efficacité de purification | ≥97% |
| Concentration de polluants mixtes à l'entrée | 70 mg/Nm³ |
| Concentration de polluants mixtes à la sortie | ≤10 mg/Nm³ |
| Résistance du système | 250 Pa |
| Volume des gaz de combustion traités | 150 000 Nm³/h |
| Matériau de la couche absorbante | Composite de graphène |
| Dimensions de l'équipement (L×l×H) | 13,6 m × 8,15 m × 20,2 m |
| Modèle de générateur d'énergie magnétique | BLEMG-2K |

05 — Principaux avantages
Pourquoi la réduction des panaches magnétiques est plus performante que les solutions conventionnelles
- ✓
Élimination véritable des émissions visibles : Contrairement aux systèmes classiques de lavage alcalin qui ne font que réduire la concentration de polluants, le MPA élimine simultanément les fines particules en suspension, les brouillards acides et la vapeur d'eau saturée – les trois principaux facteurs à l'origine de la formation du panache blanc. L'échappement de la cheminée est parfaitement invisible dans toutes les conditions normales de fonctionnement, et non simplement moins opaque. - ✓
Procédé à sec — Zéro eau usée, zéro réactif chimique : Les méthodes classiques de suppression des panaches humides (par exemple, le lavage à l'hydroxyde de sodium, la pulvérisation de solutions d'hydroxyde de calcium) génèrent des volumes importants d'eaux usées contaminées et de réactifs usés nécessitant un traitement ultérieur. L'MPA est une méthode entièrement sèche : aucun apport de liquide, aucun rejet de déchets liquides, aucun coût d'approvisionnement en réactifs. - ✓
Faible consommation d'énergie — Rentable sur la durée de vie de l'actif : La puissance de fonctionnement du système est de 15 kW pour une capacité de traitement de 150 000 Nm³/h, ce qui représente un coût annuel d'électricité d'environ 43 200 RMB (sur la base de 300 jours de fonctionnement, à 0,4 RMB/kWh). Ce coût est avantageux par rapport aux systèmes de réchauffage par voie humide qui nécessitent entre 80 et 150 kW pour obtenir une réduction équivalente des émissions visibles. - ✓
Grande flexibilité opérationnelle — Conçu pour des charges de fusion variables : Le rendement d'une fonderie est intrinsèquement variable en raison du traitement par lots, des cycles de maintenance et des variations de la qualité des matières premières. Le système MPA maintient des performances de purification conformes aux spécifications pour des volumes de gaz de combustion compris entre 10% et 110%, sans intervention manuelle ni réglage du point de consigne. - ✓
Intégration rapide à l'infrastructure existante : La conception modulaire externe, enfichable, ne nécessite que l'ajout d'un déflecteur de gaz de combustion au sommet de la tour de désulfuration et d'un court conduit de raccordement à l'entrée de l'unité MPA. Aucune nouvelle fondation, aucune modification structurelle de la tour existante ni aucun changement des équipements de traitement en amont ne sont requis. L'installation peut généralement être effectuée lors des arrêts de maintenance programmés. - ✓
Positionnement réglementaire proactif : Face à l'intensification des contrôles environnementaux à l'échelle mondiale, les usines équipées de MPA peuvent démontrer leur conformité aux meilleures technologies disponibles avec effet immédiat et sont bien placées pour faire face aux futurs durcissements des normes d'émissions sans réinvestissement de capitaux dans les infrastructures de traitement de base.
Comparaison technologique : Réduction des panaches magnétiques vs. solutions conventionnelles
| Critère | Réduction des panaches magnétiques | Nettoyage alcalin humide | Réchauffage GGH |
|---|---|---|---|
| Élimination des panaches blancs | Pile complète (invisible) | Partielle (brouillard persistant) | Modéré (variable selon la température) |
| eaux usées secondaires | Aucun | Volume élevé | Aucun |
| Puissance de fonctionnement (kW) | 15 kW | 60–100 kW | 80–150 kW |
| coût des réactifs chimiques | Zéro | En cours (NaOH / Ca(OH)&sub2;) | Zéro |
| Complexité de l'installation | Faible (module enfichable) | Haut (pipeline, pompes, bassin) | Moyen (échangeur de chaleur) |
| Efficacité de purification | ≥97% | ≈80–85% | N/A (pas de suppression) |
06 — Résultats opérationnels
Résultats de la mise en service et données d'exploitation vérifiées
L'unité de réduction des panaches magnétiques a été mise en service avec succès dès sa première utilisation. Toutes les données de fonctionnement et les résultats de performance de réduction des panaches ont atteint les objectifs fixés. Les gaz d'échappement de la cheminée sont devenus totalement invisibles, sans aucune vapeur blanche visible en conditions normales de fonctionnement, comme l'a vérifié un organisme de contrôle indépendant.

07 — Précautions d'implémentation
Considérations techniques critiques avant le déploiement
- ⚠️
Complexité du routage des pipelines de brouillard acide : Les unités de désulfuration traitant les gaz résiduaires de fonderie riches en soufre peuvent comporter plusieurs conduites d'évacuation des condensats de brouillard acide présentant des profils d'écoulement irréguliers. Une modélisation numérique des écoulements gazeux (CFD) doit être réalisée avant la conception des conduits, et des registres d'air manuels doivent être installés sur chaque conduite d'évacuation des condensats de brouillard acide afin de permettre l'équilibrage du flux d'air au niveau du système et le dépannage. - ⚠️
Compatibilité avec les milieux corrosifs : Le lavage classique aux solutions d'hydroxyde de sodium et d'hydroxyde de calcium génère des eaux usées et des liqueurs résiduaires à forte teneur en TDS et en métaux lourds. Le système MPA, en revanche, est sec, mais toutes les gaines en amont de l'unité transportant le gaz saturé chargé d'acide doivent être fabriquées en matériaux résistants aux acides (généralement du PRV ou de l'acier résistant aux acides avec revêtement époxy). N'utilisez pas de composants provenant de fournisseurs non certifiés pour réduire les coûts. - ⚠️
Vérification des paramètres de base : Les paramètres réels des gaz de combustion de la fonderie (débit, température, concentrations de polluants) doivent être mesurés indépendamment par échantillonnage isocinétique à la cheminée avant le dimensionnement définitif des équipements. Se fier uniquement aux paramètres de conception du four ou à des estimations historiques conduit fréquemment à des systèmes sous-dimensionnés, incapables d'atteindre les objectifs de débit en période de pointe. - ⚠️
Charge de poussière en amont : Si le système de désulfuration en amont ne comporte pas de cyclone ou de préfiltre à manches dédié, les particules grossières entraînées peuvent progressivement encrasser la couche absorbante composite de graphène de l'unité MPA, réduisant ainsi son efficacité au fil du temps. Il est recommandé de réaliser une analyse granulométrique des gaz sortant du laveur avant de finaliser les étapes de traitement en amont. - ⚠️
Bruit et relations avec la communauté : Bien que les ventilateurs des systèmes MPA soient de faible puissance (15 kW), leur installation peut attirer l'attention des riverains dans les zones industrielles densément peuplées. Il est recommandé de réaliser une étude d'impact sonore conformément à la norme GB 12348–2008 avant la mise en service et d'installer des enceintes acoustiques si le niveau sonore prévu au niveau du récepteur le plus proche dépasse 55 dB(A) le jour ou 45 dB(A) la nuit.
08 — Leçons tirées en ingénierie
Quatre leçons transposables tirées de ce projet
- 1
Un module complémentaire installé en aval peut être plus performant qu'un système de remplacement complet. Plutôt que de reconstruire l'ensemble de la chaîne de désulfuration, l'ajout de l'unité MPA comme étape de finition a permis d'atteindre la conformité à un coût bien inférieur à celui d'une rénovation complète de l'installation. Pour les fonderies plus anciennes dotées de systèmes de désulfuration des gaz de combustion fonctionnels mais non conformes, cette solution modulaire est souvent la plus rentable pour se conformer aux normes relatives aux panaches blancs. - 2
L'équilibre du flux d'air est aussi important que la chimie de purification. La mise en service initiale a révélé qu'une distribution sous-optimale du flux d'air dans les conduites de brouillard acide entraînait une surcharge localisée dans une section de l'absorbeur MPA. L'installation de registres d'équilibrage manuels et la remise en service de la courbe de ventilation ont résolu ce problème sans modification matérielle. Prévoyez du temps pour l'étalonnage du flux d'air dans le calendrier de mise en service. - 3
La technologie à sec simplifie le suivi continu de la conformité. L'absence de réactif liquide à gérer et de permis de rejet d'eaux usées à obtenir allège considérablement les contraintes environnementales pesant sur les exploitants d'installations. Les systèmes de surveillance des particules en ligne fournissent une preuve continue de conformité, sans les tests manuels périodiques et fastidieux à la cheminée qu'exigent les systèmes à traitement par voie humide. - 4
La modularité permet de pérenniser les systèmes sans surinvestissement. L'architecture modulaire du système MPA permet, en cas de révision réglementaire ultérieure abaissant le seuil d'émission de matière visible ou ajoutant de nouveaux paramètres de pollution (par exemple, les vapeurs de mercure), d'ajouter des modules sans remplacer l'unité centrale. Ceci a permis de préserver l'investissement du projet contre l'obsolescence réglementaire.
09 — Foire aux questions
Réduction des panaches magnétiques : réponses aux dix questions les plus fréquentes
Des directeurs d'usine, des ingénieurs environnementaux et des équipes d'approvisionnement qui évaluent pour la première fois la technologie MPA.
Prêt à éliminer votre panache blanc ?
Découvrez la gamme complète des solutions de contrôle des émissions
De la réduction des panaches magnétiques à Systèmes d'oxydation thermique régénérative pour la réduction des COV industrielsNotre équipe d'ingénieurs fournit des solutions éprouvées et validées sur le terrain pour relever les défis les plus exigeants en matière de contrôle des émissions dans l'industrie lourde.





















