Пример из практики · Контроль промышленных выбросов
Как на вторичном заводе по выплавке свинца и цинка удалось устранить выбросы белого дыма, добиться сверхнизких норм выбросов и сократить ежегодные эксплуатационные расходы — без какого-либо вторичного загрязнения.
Магнитная очистка от дыма
Обработка дымовых газов свинцово-цинковым составом
Подавление нетеплового шлейфа
01 — Информация об отрасли
Почему свинцово-цинковые плавильные заводы сталкиваются с кризисом образования белых выбросов
Глобальный переход к электромобилям и системам хранения энергии вызвал резкий рост спроса на вторичное производство свинца и цинка. Плавильные заводы, работающие в отражательных печах, доменных печах и электродуговых процессах, теперь обрабатывают большее количество материалов, чем когда-либо прежде, — и это приводит к пропорциональному увеличению объема дымовых газов, концентрации диоксида серы и видимого белого дымового выброса.
В процессе выплавки свинца и цинка дымовые газы, выходящие из скруббера для десульфуризации, обычно насыщены водяным паром, остаточными мелкодисперсными частицами (<2,5 мкм), каплями кислотного тумана и следовыми количествами сернистых соединений. Даже после обычной мокрой десульфуризации дымовых газов (WFGD) выхлопные газы остаются визуально непрозрачными — стойким белым или серым шлейфом, нарушающим все более строгие нормы визуального загрязнения в Китае, ЕС и других странах.
Регуляторное давление усугубляет операционные проблемы. В Китае... Стандарт выбросов загрязняющих веществ в атмосферу для свинцово-цинковой промышленности В директиве GB 25466–2010 (пересмотрена в 2023 г.) установлены требования к выбросам твердых частиц ниже 10 мг/Нм³ и SO₂ ниже 100 мг/Нм³, а также дополнительное требование об отсутствии видимого белого шлейфа при нормальных условиях эксплуатации. Аналогичные визуальные критерии выбросов теперь фигурируют в выводах Директивы ЕС о наилучших доступных технологиях (BAT) и в ссылках на раздел 60 подраздела A части 60 Свода федеральных правил США.
«Традиционная очистка щелочными растворами может снизить концентрацию SO₂, но она не может полностью устранить белое облако дыма. Для этого необходимо одновременно удалить мелкодисперсную аэрозольную фазу, и именно здесь очистка с помощью магнитного поля меняет ситуацию».
— Инженерно-технический обзор проекта по снижению воздействия магнитного плюма

02 — Профиль загрязнения
Характеристика дымовых газов в процессах выплавки свинца и цинка.
На типичном предприятии вторичного производства свинца и цинка основным источником выбросов является выхлопная труба башни десульфуризации. После мокрой очистки поток дымовых газов после десульфуризации содержит сложную смесь загрязняющих веществ, которые принципиально отличаются от необработанных дымовых газов печи:
- Остаточные мелкодисперсные частицы (PM₂.₅): Концентрация на входе в десульфуризационный скруббер составляет 50–70 мг/Нм³, и часто сохраняется выше 20 мг/Нм³ после очистки без специальной глубокой обработки.
- Диоксид серы (SO₂): Как правило, концентрация на входе составляет 200–800 мг/Нм³; стандартная система WFGD снижает этот показатель до 50–100 мг/Нм³, но для достижения концентрации <35 мг/Нм³ требуется усиленная полировка.
- Кислотные туманы и аэрозоли SO₂: Эти мелкие кислые капли обладают высокой коррозионной активностью и являются основной причиной образования видимого белого шлейфа. После влажной очистки их концентрация колеблется от 20 до 80 мг/Нм³.
- Насыщенный водяной пар: Газ после мокрого скруббера обычно имеет температуру 40–55 °C и относительную влажность около 1001 TP3T, и при охлаждении конденсируется, образуя видимое белое облако.
- Следы тяжелых металлов: Соединения свинца, цинка, кадмия и мышьяка могут переноситься из плавильной печи в виде субмикронных аэрозолей, что требует их улавливания для защиты здоровья населения.
| Параметр | Входное отверстие | Торговая точка (дизайн) | Нормативный лимит |
|---|---|---|---|
| Смешанный загрязнитель (твердые частицы + кислотный туман) | 70 мг/Нм³ | ≤10 мг/Нм³ | ≤10 мг/Нм³ |
| Объем дымовых газов | 150 000 Нм³/ч | — | — |
| Температура дымовых газов на входе | ≈35°C | — | — |
| Эффективность очистки | — | ≥97% | — |
| Видимое белое облако | Присутствует (в тяжелой форме) | Нет (невидимый) | Невидим в обычных условиях |
03 — Технические требования
Критерии проектирования систем подавления магнитного излучения в металлургических цехах
Перед выбором технологии контроля образования белого дымового шлейфа инженерная группа установила следующие не подлежащие обсуждению критерии проектирования. Они соответствуют требованиям технических спецификаций, задокументированным в проектной документации, и отражают передовые отраслевые практики обработки отходящих газов металлургических заводов.
Проектирование с учетом требований соответствия
Выбранная технология, а также все вспомогательные материалы и производственные процессы должны соответствовать соответствующим национальным стандартам. Система должна сохранять стабильную работу даже при колебаниях объема дымовых газов в пределах от 101 тонны на 3 тонны до 1101 тонны на 3 тонны от проектной мощности.
Зрелая, проверенная технология
Допускаются только коммерчески проверенные процессы очистки — пилотные или экспериментальные технологии не допускаются. Система должна обеспечить улучшение показателей на 301-501 ТТ3Т по сравнению с существующими базовыми показателями с использованием проверенных методов снижения выбросов.
Коррозионностойкая конструкция
Все компоненты, контактирующие с кислым потоком дымовых газов, включая воздуховоды, резервуары, абсорбирующие слои из графенового композита и вентиляторы, должны быть изготовлены из коррозионностойких материалов с сертифицированной антикоррозионной обработкой.
Отсутствие вторичного загрязнения
Система не должна образовывать дополнительные сточные воды, отработанные реагенты или опасные твердые отходы. Побочные продукты, если таковые имеются, должны быть непосредственно пригодны для вторичной переработки или утилизации без риска для окружающей среды.
Энергоэффективность
Потребляемая системой мощность должна быть минимизирована за счет выбора оборудования и инженерной оптимизации. Необходимо обеспечить стабильную и надежную цепочку поставок сырья внутри страны. Все основное оборудование должно поставляться от признанных на национальном уровне производителей, имеющих сертификаты качества.
Контроль шума и воздействия на окружающую среду
Уровень шума от оборудования не должен превышать 85 дБ(А), измеренный на расстоянии 1 м от установки, что соответствует предельным значениям для промышленных объектов класса II согласно стандарту GB 12348–2008. Планировка должна минимизировать занимаемую площадь для облегчения интеграции с существующей инфраструктурой предприятия.
Модульная масштабируемость
Концепция модульной конструкции должна учитывать меняющиеся экологические требования в течение 3–5 лет. Дополнительная мощность очистки должна быть достижима без перепроектирования архитектуры основной системы.
Ориентация на будущее в соответствии с нормативными требованиями
Система должна устранять визуальное загрязнение, одновременно снижая выбросы газообразных загрязняющих веществ низкой частоты для достижения сверхнизких стандартов сброса, отвечая текущим и прогнозируемым требованиям экологической политики в регионе.
04 — Раствор для лечения
Как работает технология магнитного рассеивания дымовых газов
Метод подавления магнитных выбросов (MPA) — также называемый магнитная очистка дымовых газов, очистка дымовых газов с помощью магнитного поля, подавление магнитогидродинамического шлейфа, или нетепловое удаление белого дыма — это технология сухой очистки, использующая взаимодействие между контролируемым магнитным полем и находящимися в воздухе полярными молекулами и заряженными аэрозольными частицами в дымовых газах.
Основной механизм сочетает в себе два физических эффекта: (1) миграция, вызванная магнитным полемгде парамагнитные молекулы, такие как водяной пар, туман SO₂ и мелкие капли кислоты, отклоняются и захватываются поглощающим слоем из композитного графена; и (2) Выравнивание и агрегация диполейВ результате субмикронные частицы сталкиваются и агломерируются в более крупные, легко захватываемые кластеры. Это приводит к одновременному уменьшению количества твердых частиц, кислых аэрозолей и насыщенного содержания воды в выходящем газовом потоке — трех факторов, способствующих образованию видимого белого шлейфа.
Технологическая схема: от выхода из башни десульфуризации до сброса очищенной дымовой трубы.
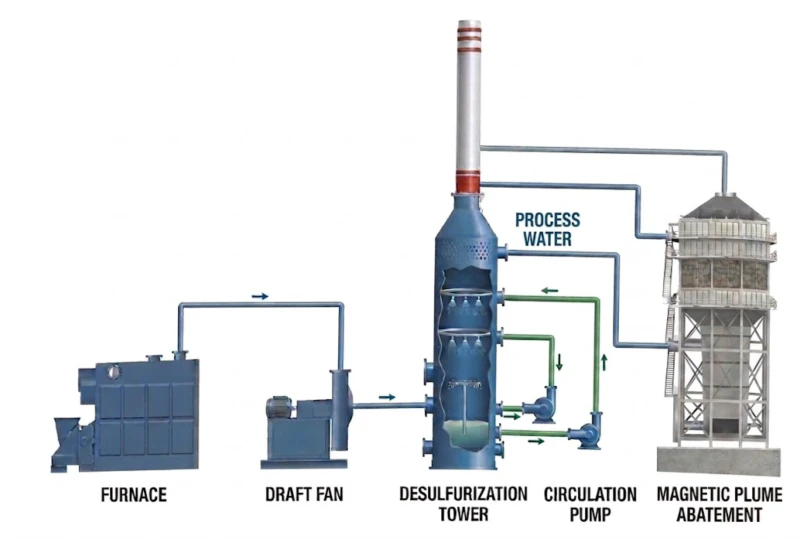
Конфигурация системы и основные технические параметры
Для применения в свинцово-цинковой плавке установка для удаления магнитного факела выполнена в следующей конфигурации: башня наружная, верхний вход / нижний выход Модуль установлен непосредственно на существующей башне десульфуризации. Такая конфигурация исключает необходимость прокладки новых воздуховодов и минимизирует время простоя при монтаже. Ключевые технические параметры, выбранные для этого проекта, следующие:
| Параметр | Спецификация |
|---|---|
| Модель блока | BLCNXB-15W |
| Тип макета | Внешний, автономный модуль башни |
| Ориентация воздухозаборника/воздухозаборника | Нижний вход, верхний выход |
| Эффективность очистки | ≥97% |
| Концентрация смешанных загрязняющих веществ на входе | 70 мг/Нм³ |
| Концентрация смешанных загрязняющих веществ на выходе | ≤10 мг/Нм³ |
| Системное сопротивление | 250 Па |
| Обработанный объем дымовых газов | 150 000 Нм³/ч |
| Материал поглощающего слоя | Композит из графена |
| Габариты оборудования (Д×Ш×В) | 13,6 м × 8,15 м × 20,2 м |
| Модель генератора магнитной энергии | БЛЕМГ-2К |

05 — Основные преимущества
Почему методы снижения воздействия магнитных выбросов превосходят традиционные альтернативы
- ✓
Полное устранение видимого излучения: В отличие от традиционных систем очистки с использованием щелочей, которые лишь снижают концентрацию загрязняющих веществ, MPA одновременно удаляет мелкодисперсные аэрозоли, кислотный туман и насыщенный водяной пар — три физических фактора, совместно вызывающих образование белого дымового шлейфа. Выхлопные газы из дымовой трубы действительно невидимы при всех нормальных условиях эксплуатации, а не просто менее мутны. - ✓
Сухой процесс — без сточных вод, без химических реагентов: Традиционные методы подавления выбросов загрязняющих веществ с помощью влажных растворов (например, очистка гидроксидом натрия, распыление раствора гидроксида кальция) приводят к образованию значительных объемов загрязненных сточных вод и отработанных реагентов, требующих дальнейшей обработки. Технология MPA полностью сухая — нет жидких входных потоков, нет жидких отходов, нет затрат на закупку реагентов. - ✓
Низкое энергопотребление — экономичность на протяжении всего срока службы оборудования: Мощность системы составляет 15 кВт при производительности обработки 150 000 Нм³/ч, что приводит к годовым затратам на электроэнергию в размере приблизительно 43 200 юаней (из расчета 300 рабочих дней, 0,4 юаня/кВт·ч). Это выгодно отличается от систем с мокрым повторным нагревом, для которых требуется 80–150 кВт для достижения эквивалентного подавления видимого излучения. - ✓
Высокая эксплуатационная гибкость — разработано для работы при переменных нагрузках плавильного цеха: Производительность плавильного завода по своей природе изменчива из-за пакетной обработки, циклов технического обслуживания и колебаний качества исходного сырья. Система MPA поддерживает проектный уровень очистки в диапазоне объемов дымовых газов от 10% до 110% без ручного вмешательства или регулировки заданных значений. - ✓
Быстрая интеграция с существующей инфраструктурой: Конструкция модульной установки, устанавливаемой снаружи башни, требует лишь добавления дымоходного дефлектора на вершине башни десульфуризации и короткого соединительного канала к входу в установку МПА. Не требуется возведение новых фундаментов, структурные изменения существующей башни и внесение изменений в технологическое оборудование, расположенное выше по потоку. Типичный монтаж может быть выполнен во время плановых остановок на техническое обслуживание. - ✓
Проактивное позиционирование в соответствии с требованиями регулирующих органов: В условиях усиления контроля за соблюдением экологических норм во всем мире, предприятия, оснащенные системами MPA, могут немедленно продемонстрировать соответствие наилучшим доступным технологиям и имеют хорошие возможности для решения будущих задач по ужесточению контроля за выбросами без повторных капитальных вложений в основную инфраструктуру очистки сточных вод.
Сравнение технологий: магнитная очистка от выбросов вредных веществ против традиционных альтернатив.
| Критерий | Снижение магнитного выброса | Влажная щелочная чистка | Повторный нагрев GGH |
|---|---|---|---|
| Устранение белого шлейфа | Завершено (невидимый стек) | Частичное (осталась дымка) | Умеренный (зависит от температуры) |
| Вторичные сточные воды | Никто | Большой объем | Никто |
| Мощность (кВт) | 15 кВт | 60–100 кВт | 80–150 кВт |
| Стоимость химических реагентов | Ноль | Продолжается (NaOH / Ca(OH)₂) | Ноль |
| сложность установки | Низкий уровень (подключаемый модуль) | Высокий (трубопровод, насосы, резервуар) | Среда (теплообменник) |
| Эффективность очистки | ≥97% | ≈80–85% | Н/Д (удаление не требуется) |
06 — Результаты оперативной деятельности
Результаты ввода в эксплуатацию и подтвержденные эксплуатационные данные
Установка для удаления магнитного дымового шлейфа успешно прошла первый пусконаладочный этап. Все эксплуатационные данные и результаты по удалению дымового шлейфа соответствуют проектным показателям. Выхлопные газы из дымовой трубы стали действительно невидимыми, при нормальных условиях эксплуатации не наблюдалось белого пара, что подтверждено независимым мониторингом сторонней организации.

07 — Меры предосторожности при внедрении
Важные инженерные аспекты перед развертыванием
- ⚠️
Сложность маршрутизации трубопровода для кислотного тумана: В установках десульфуризации, работающих с богатыми серой отходящими газами плавильных заводов, может быть несколько линий отвода конденсата кислотного тумана с нерегулярным характером потока. Перед проектированием воздуховодов следует провести моделирование газового потока с помощью вычислительной гидродинамики (CFD), а на каждой ответвленной линии кислотного тумана следует установить ручные воздушные заслонки для обеспечения балансировки воздушного потока на уровне системы и устранения неполадок. - ⚠️
Совместимость с агрессивными средами: Стандартная очистка растворами гидроксида натрия и гидроксида кальция приводит к образованию сточных вод и отработанного раствора с высоким содержанием растворенных твердых веществ и тяжелых металлов. Система MPA, напротив, является сухой, но все воздуховоды перед установкой, по которым транспортируется насыщенный кислотой газ, должны быть изготовлены из кислотостойких материалов (обычно из стекловолокна или кислотостойкой стали с эпоксидным покрытием). Не следует закупать компоненты у несертифицированных поставщиков для снижения стоимости. - ⚠️
Проверка базовых параметров: Фактические параметры дымовых газов плавильного завода — расход, температура, концентрация загрязняющих веществ — должны быть независимо измерены методом изокинетического отбора проб из дымовой трубы до окончательного расчета размеров оборудования. Опора исключительно на параметры конструкции печи или исторические оценки часто приводит к созданию систем недостаточной мощности, которые не могут обеспечить достижение целевых показателей на выходе в период пиковой нагрузки. - ⚠️
Загрузка пылью на входе в систему: Если в системе десульфуризации на входе отсутствует специальный циклонный или рукавный предварительный фильтр, то попадание крупных частиц может постепенно загрязнять слой композитного абсорбера из графена в установке MPA, снижая эффективность со временем. Перед окончательным определением этапов обработки на входе проведите исследование гранулометрического состава газа после скруббера. - ⚠️
Шум и отношения с местным населением: Несмотря на низкую мощность вентиляторов системы MPA (15 кВт), установка новых вентиляторов может привлечь внимание местного населения в густонаселенных промышленных зонах. Перед вводом в эксплуатацию необходимо провести оценку воздействия шума в соответствии с GB 12348–2008 и установить звукоизолирующие кожухи, если прогнозируемый уровень шума от вентилятора у ближайшего приемника превышает 55 дБ(А) днем или 45 дБ(А) ночью.
08 — Основные выводы из инженерной практики
Четыре урока, которые можно применить в различных сферах, извлеченные из этого проекта.
- 1
Дополнительное устройство, устанавливаемое после основной системы, может превзойти по своим характеристикам полную замену системы. Вместо полной перестройки всей системы десульфуризации, добавление установки MPA в качестве стадии доочистки позволило достичь соответствия требованиям при значительно меньших затратах по сравнению с полной модернизацией завода. Для старых плавильных заводов с функциональными, но не соответствующими требованиям системами FGD такой подход часто является наиболее экономически целесообразным путем к соблюдению норм по выбросам белого дыма. - 2
Баланс воздушного потока так же важен, как и химический состав очистителя воздуха. Первоначальный ввод в эксплуатацию выявил, что неоптимальное распределение воздушного потока между ответвлениями кислотного тумана вызывало локальную перегрузку в одном участке абсорбера МПА. Установка ручных балансировочных заслонок и повторный ввод в эксплуатацию кривой вентилятора устранили эту проблему без изменения аппаратных характеристик. В график ввода в эксплуатацию следует включить время на калибровку воздушного потока. - 3
Технология «сухого» монтажа упрощает текущий мониторинг соответствия требованиям. Благодаря отсутствию необходимости в жидких реагентах и разрешениях на сброс сточных вод, бремя соблюдения экологических норм для операторов предприятий существенно снижается. Онлайн-мониторы твердых частиц обеспечивают непрерывное подтверждение соответствия требованиям без трудоемких периодических ручных проверок дымовых газов, которые требуются в системах с жидким электроснабжением. - 4
Модульная конструкция обеспечивает перспективность проекта без чрезмерных инвестиций. Модульная архитектура системы MPA означает, что если в будущем в нормативных актах будет снижен порог видимого излучения или добавлены новые параметры загрязняющих веществ (например, пары ртути), можно будет добавлять дополнительные модули без замены основного блока. Это защитило капиталовложения проекта от устаревания в соответствии с нормативными требованиями.
09 — Часто задаваемые вопросы
Снижение интенсивности магнитных выбросов: ответы на десять наиболее распространенных вопросов.
От руководителей предприятий, инженеров-экологов и специалистов по закупкам, впервые оценивающих технологию MPA.
Готовы избавиться от белого пера?
Ознакомьтесь с полным спектром решений по контролю выбросов.
От снижения воздействия магнитных выбросов до регенеративные системы термического окисления для промышленного снижения содержания летучих органических соединений.Наша инженерная команда предлагает проверенные на практике решения для самых сложных задач контроля выбросов в тяжелой промышленности.





















