Fallstudie · Industrielle Emissionskontrolle
Wie eine sekundäre Blei-Zink-Hütte die Emissionen weißer Rauchfahnen eliminierte, die Einhaltung extrem niedriger Emissionsgrenzwerte erreichte und die jährlichen Betriebskosten senkte – und das alles ohne sekundäre Umweltbelastung.
Magnetische Rauchabsaugung
Blei-Zink-Rauchgasbehandlung
Unterdrückung nicht-thermischer Rauchfahnen
01 — Branchenhintergrund
Warum Blei-Zink-Hütten mit einer Krise der weißen Rauchfahne konfrontiert sind
Der weltweite Übergang zu Elektrofahrzeugen und Energiespeichern hat einen sprunghaften Anstieg der Nachfrage nach Sekundärblei und -zink ausgelöst. Schmelzhütten mit Flammofen, Hochöfen und Lichtbogenverfahren verarbeiten heute höhere Durchsatzmengen als je zuvor – und damit einher geht ein proportionaler Anstieg des Rauchgasvolumens, der Schwefeldioxidkonzentration und der sichtbaren weißen Rauchfahne.
Bei der Blei-Zink-Verhüttung ist das Rauchgas nach der Entschwefelung typischerweise mit Wasserdampf, Feinstaub (<2,5 µm), Säurenebeltröpfchen und Spuren von Schwefelverbindungen gesättigt. Selbst nach der konventionellen Nassentschwefelung (WFGD) bleibt der Abgasstrahl sichtbar trüb – eine anhaltende weiße oder graue Rauchfahne, die gegen die zunehmend strengen Emissionsvorschriften in China, der EU und anderen Ländern verstößt.
Regulatorischer Druck verschärft die operative Herausforderung. In China, Emissionsnorm für Luftschadstoffe in der Blei- und Zinkindustrie Die Norm GB 25466–2010 (überarbeitet 2023) schreibt Partikelemissionen unter 10 mg/Nm³ und SO₂-Emissionen unter 100 mg/Nm³ vor und fordert zusätzlich, dass unter normalen Betriebsbedingungen keine sichtbare weiße Rauchfahne entsteht. Ähnliche Richtwerte für visuelle Emissionen finden sich nun auch in den Schlussfolgerungen zur besten verfügbaren Technik (BAT) der EU-Industrieemissionsrichtlinie (IED) sowie in den EPA-Vorschriften 40 CFR Part 60 Subpart A.
„Die herkömmliche Alkali-Lösungswäsche kann SO₂ reduzieren – aber sie kann die weiße Rauchfahne nicht beseitigen. Dazu muss die feine Aerosolphase gleichzeitig entfernt werden, und genau hier ändert die Magnetfeldreinigung die Situation.“
— Technische Zusammenfassung des Projekts zur Reduzierung magnetischer Schadstofffahnen

02 — Verschmutzungsprofil
Rauchgascharakterisierung in Blei-Zink-Schmelzanlagen
In einer typischen Sekundärhütte für Blei und Zink ist der Abgaskamin des Entschwefelungsturms die primäre Emissionsquelle. Nach der Nasswäsche enthält der Rauchgasstrom nach der Rauchgasentschwefelung ein komplexes Schadstoffgemisch, das sich grundlegend vom Rohabgas des Ofens unterscheidet:
- Restliche Feinstaubpartikel (PM₂.₅): 50–70 mg/Nm³ am Einlass des Entschwefelungswäschers, wobei die Werte ohne gezielte Tiefenbehandlung oft auch nach der Wäsche über 20 mg/Nm³ liegen.
- Schwefeldioxid (SO₂): Die Einlasskonzentrationen liegen typischerweise bei 200–800 mg/Nm³; durch Standard-Wasserrauchentfeuchtung wird dies auf 50–100 mg/Nm³ reduziert, aber um <35 mg/Nm³ zu erreichen, ist eine verstärkte Nachbehandlung erforderlich.
- Säurenebel und SO₃-Aerosole: Diese feinen, sauren Tröpfchen sind stark korrosiv und die Hauptursache für die sichtbare weiße Rauchfahne. Die Konzentrationen liegen nach der Nassreinigung zwischen 20 und 80 mg/Nm³.
- Gesättigter Wasserdampf: Das Gas nach der Nasswäsche hat typischerweise eine Temperatur von 40–55°C und eine relative Luftfeuchtigkeit von etwa 100%. Beim Abkühlen kondensiert es und bildet die sichtbare weiße Wolke.
- Schwermetallspuren: Blei-, Zink-, Cadmium- und Arsenverbindungen können als submikronäre Aerosole aus dem Schmelzofen freigesetzt werden und müssen daher zum Schutz der öffentlichen Gesundheit aufgefangen werden.
| Parameter | Einlassventil | Outlet (Design) | Regulierungsgrenze |
|---|---|---|---|
| Gemischte Schadstoffe (Feinstaub + saurer Nebel) | 70 mg/Nm³ | ≤10 mg/Nm³ | ≤10 mg/Nm³ |
| Abgasvolumen | 150.000 Nm³/h | — | — |
| Abgaseintrittstemperatur | ≈35°C | — | — |
| Reinigungseffizienz | — | ≥97% | — |
| Sichtbare weiße Rauchfahne | Vorhanden (schwerwiegend) | Keine (unsichtbar) | Unter normalen Bedingungen unsichtbar |
03 — Technische Anforderungen
Auslegungskriterien für die Magnetrauchabsaugung in der Metallverhüttung
Vor der Auswahl einer Technologie zur Bekämpfung weißer Rauchfahnen legte das Ingenieurteam die folgenden, nicht verhandelbaren Konstruktionskriterien fest. Diese entsprechen den in der Projektdokumentation festgehaltenen technischen Spezifikationen und spiegeln branchenweit bewährte Verfahren für die Abgasreinigung von Hüttenwerken wider.
Konformitätsorientiertes Design
Die gewählte Technologie sowie alle zugehörigen Materialien und Fertigungsprozesse müssen den einschlägigen nationalen Normen entsprechen. Das System muss auch bei Schwankungen des Abgasvolumens zwischen 101 TP3T und 1101 TP3T der Auslegungskapazität einen stabilen Betrieb gewährleisten.
Ausgereifte, bewährte Technologie
Es werden ausschließlich kommerziell erprobte Reinigungsverfahren akzeptiert – Pilot- oder experimentelle Technologien sind ausgeschlossen. Das System muss eine Verbesserung von 30% bis 50% gegenüber der bestehenden Basisleistung unter Verwendung verifizierter Abgasreinigungstechniken erzielen.
Korrosionsbeständige Konstruktion
Alle Bauteile, die mit dem sauren Rauchgasstrom in Berührung kommen – einschließlich Kanäle, Behälter, Graphen-Verbundabsorberschichten und Ventilatoren – müssen aus korrosionsbeständigen Werkstoffen mit zertifizierter Korrosionsschutzbehandlung gefertigt sein.
Null Sekundärverschmutzung
Das System darf keine zusätzlichen Abwasser-, Reagenz- oder gefährlichen Feststoffabfallströme erzeugen. Eventuell entstehende Nebenprodukte müssen direkt recycelbar oder ohne Umweltrisiko entsorgbar sein.
Energieeffizienz
Der Stromverbrauch des Systems muss durch die Auswahl geeigneter Geräte und technische Optimierung minimiert werden. Die Rohstoffe müssen aus einer stabilen und zuverlässigen inländischen Lieferkette stammen. Alle wichtigen Anlagenteile müssen von national anerkannten, qualitätszertifizierten Herstellern bezogen werden.
Lärm- und Platzmangelkontrolle
Der Geräuschpegel des Geräts darf 85 dB(A) in 1 m Entfernung nicht überschreiten und entspricht damit den Grenzwerten der Industriezone GB 12348–2008 Klasse II. Die Anordnung muss den Platzbedarf minimieren, um die Integration in die bestehende Anlageninfrastruktur zu erleichtern.
Modulare Skalierbarkeit
Das modulare Designkonzept muss sich an die sich ändernden Umweltanforderungen über einen Zeitraum von 3–5 Jahren anpassen. Zusätzliche Reinigungskapazität muss ohne Umgestaltung der Kernsystemarchitektur möglich sein.
Zukunftsorientierte regulatorische Ausrichtung
Das System muss die visuelle Verschmutzung beseitigen und gleichzeitig die Emissionen gasförmiger Schadstoffe mit niedriger Frequenz reduzieren, um extrem niedrige Emissionsnormen zu erreichen und damit den aktuellen und zukünftigen umweltpolitischen Anforderungen in der Region gerecht zu werden.
04 — Behandlungslösung
Wie die Technologie zur magnetischen Rauchgasabwehr funktioniert
Magnetische Rauchgasreinigung (MPA) – auch bezeichnet als magnetische Rauchreinigung, Magnetfeld-Rauchgasreinigung, magnetohydrodynamische Plume-Unterdrückung, oder Beseitigung von nicht-thermischem weißen Rauch — ist eine Trockenreinigungstechnologie, die die Wechselwirkung zwischen einem kontrollierten Magnetfeld und in der Luft befindlichen polaren Molekülen und geladenen Aerosolpartikeln im Rauchgas ausnutzt.
Der Kernmechanismus kombiniert zwei physikalische Effekte: (1) Magnetfeldinduzierte Migration, wobei paramagnetische Moleküle wie Wasserdampf, SO₃-Nebel und feine saure Tröpfchen zu einer Graphen-Verbundabsorberschicht abgelenkt und von dieser eingefangen werden; und (2) Dipolausrichtung und AggregationDabei kollidieren submikronäre Partikel und agglomerieren zu größeren, leichter abzufangenden Clustern. Dies führt zu einer gleichzeitigen Reduzierung von Feinstaub, sauren Aerosolen und dem Gehalt an gesättigtem Wasser im austretenden Gasstrom – den drei Hauptursachen für die Bildung der sichtbaren weißen Rauchfahne.
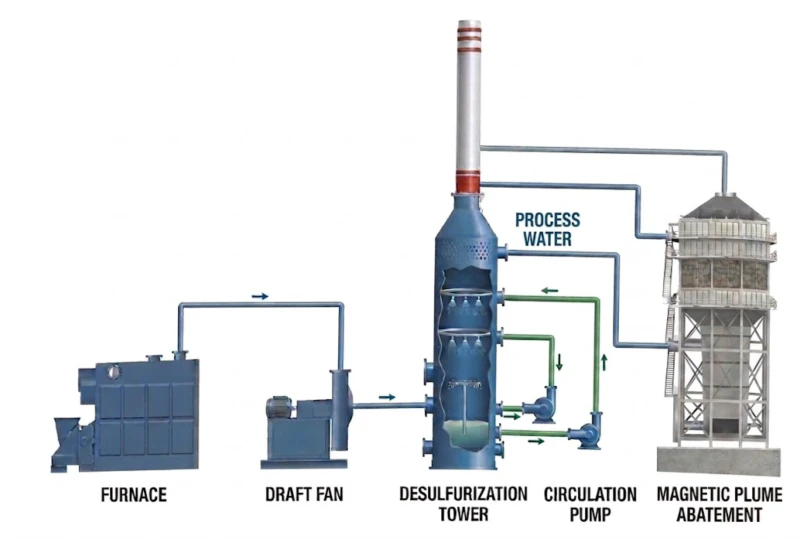
Prozessablauf: Vom Auslass des Entschwefelungsturms bis zum Abfluss des gereinigten Kamins
Systemkonfiguration und wichtige technische Parameter
Für die Anwendung in der Blei-Zink-Verhüttung ist die magnetische Rauchfahnenabsaugungseinheit als eine solche konfiguriert. Turm-Außenbereich, Einstieg oben / Abluft unten Das Modul wurde direkt auf dem bestehenden Entschwefelungsturm installiert. Diese Konfiguration macht neue Rohrleitungen überflüssig und minimiert die Installationsausfallzeiten. Die wichtigsten technischen Parameter für dieses Projekt sind:
| Parameter | Spezifikation |
|---|---|
| Einheitenmodell | BLCNXB-15W |
| Layouttyp | Turmexternes, eigenständiges Modul |
| Ausrichtung des Lufteinlasses / -auslasses | Ansaugung von unten, Abgas von oben |
| Reinigungseffizienz | ≥97% |
| Schadstoffkonzentration am Einlass | 70 mg/Nm³ |
| Schadstoffkonzentration am Auslass | ≤10 mg/Nm³ |
| Systemwiderstand | 250 Pa |
| Volumen des behandelten Rauchgases | 150.000 Nm³/h |
| Absorberschichtmaterial | Graphen-Verbundwerkstoff |
| Geräteabmessungen (L×B×H) | 13,6 m × 8,15 m × 20,2 m |
| Modell eines Magnetenergiegenerators | BLEMG-2K |

05 — Kernvorteile
Warum die magnetische Rauchgasreinigung herkömmlichen Alternativen überlegen ist
- ✓
Echte Eliminierung sichtbarer Emissionen: Im Gegensatz zu herkömmlichen Alkaliwäschern, die lediglich die Schadstoffkonzentration reduzieren, entfernt MPA gleichzeitig Feinstaub, sauren Nebel und Wasserdampf – die drei physikalischen Hauptursachen der weißen Rauchfahne. Die Abgase sind unter normalen Betriebsbedingungen tatsächlich unsichtbar, nicht nur weniger trüb. - ✓
Trockenverfahren – Kein Abwasser, keine chemischen Reagenzien: Konventionelle Nassverfahren zur Schadstoffbekämpfung (z. B. Natronlaugewäsche, Besprühen mit Calciumhydroxidlösung) erzeugen erhebliche Mengen an kontaminiertem Abwasser und verbrauchten Reagenzien, die einer weiteren Behandlung bedürfen. MPA ist hingegen vollständig trocken – es werden keine Flüssigkeiten benötigt, es entstehen keine flüssigen Abfälle und es fallen keine Kosten für die Reagenzienbeschaffung an. - ✓
Geringer Stromverbrauch – Kosteneffizient über die gesamte Lebensdauer der Anlage: Die Systemleistung beträgt 15 kW bei einer Behandlungskapazität von 150.000 Nm³/h, was jährliche Stromkosten von ca. 43.200 RMB (basierend auf 300 Betriebstagen, 0,4 RMB/kWh) ergibt. Dies ist im Vergleich zu Nass-Zwischenerhitzungssystemen, die 80–150 kW benötigen, um eine gleichwertige Reduzierung der sichtbaren Emissionen zu erreichen, günstig. - ✓
Hohe operative Flexibilität – Ausgelegt für variable Schmelzlasten: Die Schmelzleistung ist aufgrund von Chargenverarbeitung, Wartungszyklen und Schwankungen in der Rohstoffqualität naturgemäß variabel. Das MPA-System gewährleistet eine auf dem Sollwert liegende Reinigungsleistung über einen Rauchgasvolumenbereich von 101 TP3T bis 1101 TP3T ohne manuelle Eingriffe oder Sollwertanpassungen. - ✓
Schnelle Integration in die bestehende Infrastruktur: Das turmexterne Steckmodul erfordert lediglich die Installation einer Rauchgasleitwand am oberen Ende des Entschwefelungsturms und eines kurzen Verbindungsrohrs zum Einlass der MPA-Anlage. Es sind keine neuen Fundamente, keine baulichen Veränderungen am bestehenden Turm und keine Änderungen an den vorgelagerten Prozessanlagen notwendig. Die Installation kann üblicherweise im Rahmen planmäßiger Wartungsstillstände erfolgen. - ✓
Proaktive regulatorische Positionierung: Da die Durchsetzung von Umweltauflagen weltweit zunimmt, können mit MPA ausgestattete Anlagen sofort die Einhaltung des Standes der Technik nachweisen und sind gut aufgestellt, um künftige Emissionsverschärftungen ohne Kapitalerneuerung in die Kernaufbereitungsinfrastruktur zu erfüllen.
Technologievergleich: Magnetische Rauchgasreinigung vs. konventionelle Alternativen
| Kriterium | Magnetische Rauchgasreinigung | Nassalkaliwäsche | GGH-Wiedererwärmung |
|---|---|---|---|
| Beseitigung weißer Rauchfahnen | Vollständig (unsichtbarer Stapel) | Teilweise (Dunst bleibt bestehen) | Mäßig (variiert mit der Temperatur) |
| Sekundäres Abwasser | Keiner | Hohes Volumen | Keiner |
| Antriebsleistung (kW) | 15 kW | 60–100 kW | 80–150 kW |
| Kosten für chemische Reagenzien | Null | Laufend (NaOH / Ca(OH)₂) | Null |
| Installationskomplexität | Niedrig (Steckmodul) | Hoch (Rohrleitungen, Pumpen, Becken) | Medium (Wärmetauscher) |
| Reinigungseffizienz | ≥97% | ≈80–85% | Nicht zutreffend (keine Entfernung) |
06 — Betriebsergebnisse
Ergebnisse der Inbetriebnahme und verifizierte Betriebsdaten
Die Anlage zur magnetischen Rauchgasreinigung hat die Erstinbetriebnahme erfolgreich abgeschlossen. Alle Betriebsdaten und Ergebnisse der Rauchgasreinigung entsprachen den Planungszielen. Der Abgasstrom erreichte einen vollständig unsichtbaren Zustand; unter normalen Betriebsbedingungen war kein weißer Dampf sichtbar, was durch unabhängige Überwachung bestätigt wurde.

07 — Hinweise zur Umsetzung
Wichtige technische Überlegungen vor der Inbetriebnahme
- ⚠️
Komplexität der Rohrleitungsführung für Säurenebel: Entschwefelungsanlagen, die schwefelreiches Hüttenabgas verarbeiten, können mehrere Kondensatleitungen für sauren Nebel mit unregelmäßigen Strömungsmustern aufweisen. Vor der Auslegung der Kanäle sollte ein Strömungsmodell mittels numerischer Strömungsmechanik (CFD) erstellt und an jeder Kondensatleitung für sauren Nebel manuelle Luftklappen installiert werden, um den Luftstrom auf Systemebene auszugleichen und Fehler zu beheben. - ⚠️
Verträglichkeit mit korrosiven Medien: Die herkömmliche Wäsche mit Natriumhydroxid- und Calciumhydroxidlösung erzeugt Abwasser und Ablauge mit hohem Gehalt an gelösten Feststoffen (TDS) und Schwermetallen. Das MPA-System hingegen arbeitet trocken. Allerdings müssen alle dem Gerät vorgelagerten Rohrleitungen, die mit gesättigter Säure beladenes Gas führen, aus säurebeständigen Materialien (typischerweise GFK oder säurebeständigem Stahl mit Epoxidharz-Auskleidung) gefertigt sein. Verwenden Sie keine Komponenten von nicht zertifizierten Anbietern, um Kosten zu sparen. - ⚠️
Überprüfung der Basisparameter: Die tatsächlichen Abgasparameter der Schmelzhütte – Durchflussrate, Temperatur, Schadstoffkonzentrationen – müssen vor der endgültigen Auslegung der Anlagen mittels isokinetischer Kaminprobenahme unabhängig gemessen werden. Sich ausschließlich auf Ofenauslegungsparameter oder historische Schätzungen zu verlassen, führt häufig zu unterdimensionierten Anlagen, die die Abgasziele während der Produktionsspitzen nicht erreichen. - ⚠️
Staubbelastung stromaufwärts: Fehlt dem vorgelagerten Entschwefelungssystem ein separater Zyklon- oder Schlauchfilter, können grobe Partikel die Graphen-Verbundabsorberschicht in der MPA-Einheit allmählich verschmutzen und so die Effizienz mit der Zeit verringern. Führen Sie daher vor Abschluss der vorgelagerten Behandlungsschritte eine Partikelgrößenanalyse des Abgases nach der Wäsche durch. - ⚠️
Lärm und Beziehungen zur Gemeinde: Auch wenn die Lüfter des MPA-Systems eine geringe Leistung (15 kW) aufweisen, können neue Lüfterinstallationen in dicht besiedelten Industriegebieten die Aufmerksamkeit der Anwohner auf sich ziehen. Führen Sie vor der Inbetriebnahme eine Lärmwirkungsanalyse gemäß GB 12348–2008 durch und installieren Sie Schallschutzgehäuse, wenn der prognostizierte Lüfterlärm am nächstgelegenen Messpunkt tagsüber 55 dB(A) oder nachts 45 dB(A) überschreitet.
08 — Wichtigste Erkenntnisse aus dem Ingenieurwesen
Vier übertragbare Lehren aus diesem Projekt
- 1
Eine nachgelagerte Erweiterung kann eine vollständige Systemersetzung übertreffen. Anstatt die gesamte Entschwefelungsanlage neu zu bauen, konnte durch die Nachrüstung der MPA-Einheit als Polierstufe die Einhaltung der Vorschriften zu einem Bruchteil der Kosten einer kompletten Anlagenmodernisierung erreicht werden. Für ältere Hüttenwerke mit funktionsfähigen, aber nicht den Vorschriften entsprechenden Rauchgasentschwefelungsanlagen ist diese flexible Lösung oft der wirtschaftlichste Weg zur Einhaltung der Vorschriften bezüglich weißer Rauchfahnen. - 2
Die Balance des Luftstroms ist genauso wichtig wie die Reinigungschemie. Die erste Inbetriebnahme ergab, dass eine suboptimale Luftstromverteilung in den Säurenebel-Absaugleitungen zu einer lokalen Überlastung in einem Abschnitt des MPA-Absorbers führte. Durch den Einbau manueller Abgleichklappen und die erneute Inbetriebnahme der Lüfterkennlinie konnte dieses Problem ohne Hardwareänderungen behoben werden. Planen Sie im Inbetriebnahmeprotokoll ausreichend Zeit für die Luftstromkalibrierung ein. - 3
Die Dry-Technologie vereinfacht die laufende Überwachung der Einhaltung der Vorschriften. Da keine flüssigen Reagenzien gehandhabt und keine Abwassereinleitungsgenehmigung aufrechterhalten werden muss, wird der Aufwand für die Einhaltung der Umweltauflagen für Anlagenbetreiber erheblich reduziert. Online-Partikelmessgeräte liefern kontinuierlichen Nachweis der Einhaltung der Vorschriften, ohne die arbeitsintensiven, periodischen manuellen Abgasmessungen, die bei Nasssystemen erforderlich sind. - 4
Modularität ermöglicht Zukunftssicherheit ohne Überinvestitionen. Die modulare Architektur des MPA-Systems ermöglicht es, bei zukünftigen regulatorischen Änderungen, die den Grenzwert für sichtbare Emissionen senken oder neue Schadstoffparameter (z. B. Quecksilberdampf) einführen, zusätzliche Module hinzuzufügen, ohne die Kerneinheit ersetzen zu müssen. Dadurch wurde die Kapitalinvestition des Projekts vor regulatorischer Veralterung geschützt.
09 — Häufig gestellte Fragen
Magnetische Abgasabwehr: Antworten auf die zehn häufigsten Fragen
Von Werksleitern über Umweltingenieure bis hin zu Beschaffungsteams, die die MPA-Technologie zum ersten Mal evaluieren.
Sind Sie bereit, Ihre weißen Rauchfahnen zu beseitigen?
Entdecken Sie die gesamte Palette der Emissionskontrolllösungen
Von der magnetischen Rauchfahnenreduzierung bis hin zu Regenerative thermische Oxidationssysteme zur industriellen VOC-MinderungUnser Ingenieurteam liefert bewährte, praxiserprobte Lösungen für die anspruchsvollsten Herausforderungen im Bereich der Emissionskontrolle in der Schwerindustrie.





















